También podría gustarte
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Taller 2°Documento4 páginasTaller 2°david100% (1)
- Tratamiento Termico Del AceroDocumento6 páginasTratamiento Termico Del AceroEsneAún no hay calificaciones
- Clase 20 - Transformaciones de FaseDocumento31 páginasClase 20 - Transformaciones de FaseJOSE VALENTIN FLORES RODRIGUEZAún no hay calificaciones
- Formación de Martensita en El AceroDocumento4 páginasFormación de Martensita en El AceroFabian Rodrigo Sanchez BinimelisAún no hay calificaciones
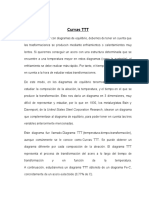
- Curvas TTTDocumento8 páginasCurvas TTTEnrique Rivera QuiñonesAún no hay calificaciones
- Diagramas Ciencia de MaterialesDocumento3 páginasDiagramas Ciencia de MaterialesEstefany RJAún no hay calificaciones
- Diagrama de fases Fe-CDocumento19 páginasDiagrama de fases Fe-CIsi CastilloAún no hay calificaciones
- Ciencia Materiales TEMA 19Documento25 páginasCiencia Materiales TEMA 19red freAún no hay calificaciones
- Tratamientos térmicos aceros influencia carbono diagramas TTTDocumento3 páginasTratamientos térmicos aceros influencia carbono diagramas TTTPedro Holguin Cueva100% (1)
- Tipos de Tratamientos TermicosDocumento17 páginasTipos de Tratamientos TermicosArmando MirandaAún no hay calificaciones
- DIAGRAMA Fe - C PDFDocumento5 páginasDIAGRAMA Fe - C PDFALDEIBER DE JESUS ZULETA ZULETAAún no hay calificaciones
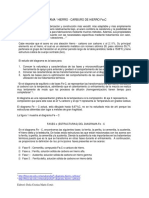
- Diagrama Hierro-Carburo de HierroDocumento18 páginasDiagrama Hierro-Carburo de HierroJuan Manuel Guzman Ambriz100% (1)
- Práctica 2 - TempladoDocumento14 páginasPráctica 2 - Templadojavilrc35Aún no hay calificaciones
- Diagrama Hierro-Carbono: Transformaciones y MicroestructurasDocumento28 páginasDiagrama Hierro-Carbono: Transformaciones y MicroestructurasEDISON IDROVOAún no hay calificaciones
- Curvas TTTDocumento5 páginasCurvas TTTFranco Salinas VargasAún no hay calificaciones
- Diagramas y Transformaciones de Fase BDocumento33 páginasDiagramas y Transformaciones de Fase BGustavo Espinosa Bautista0% (1)
- Trabajo Practico n6Documento10 páginasTrabajo Practico n6Pablo LazagaAún no hay calificaciones
- Lab 7. TempleDocumento6 páginasLab 7. Templedem priceAún no hay calificaciones
- Tratamientos Termicos y TermoquimicosDocumento21 páginasTratamientos Termicos y Termoquimicoswilly1307Aún no hay calificaciones
- Aleaciones HipereutectoidesDocumento3 páginasAleaciones HipereutectoidesGianni R. ZorziniAún no hay calificaciones
- Diagrama Hierro - Carburo de Hierro (Fe-Fe3C)Documento25 páginasDiagrama Hierro - Carburo de Hierro (Fe-Fe3C)KarlaAún no hay calificaciones
- Templabilidad 201010 ApunteDocumento28 páginasTemplabilidad 201010 Apunteciro.garciaAún no hay calificaciones
- APUNTES DE ALEACIONES Fe-CDocumento30 páginasAPUNTES DE ALEACIONES Fe-Cfranciscobermudez211202Aún no hay calificaciones
- Diagrama de fases Hierro-Carbono (Fe-CDocumento2 páginasDiagrama de fases Hierro-Carbono (Fe-CAlexis Johnson100% (1)
- Tema 6 - Fundiciones de Hierro-20-2022Documento20 páginasTema 6 - Fundiciones de Hierro-20-2022Victor JuarezAún no hay calificaciones
- Tratamiento de Los MetalesDocumento44 páginasTratamiento de Los MetalesEduardo Esteban Contreras UlloaAún no hay calificaciones
- Martensita Fe-C y tratamientos térmicos de acerosDocumento12 páginasMartensita Fe-C y tratamientos térmicos de acerosBryan TorresAún no hay calificaciones
- Diagrama de fases hierro-carbonoDocumento21 páginasDiagrama de fases hierro-carbonoEddyRodriguezAún no hay calificaciones
- Clase 6Documento14 páginasClase 6Ale Calixto HermosillaAún no hay calificaciones
- Laboratorio Nº1 - Recocido y Normalizado de Los Aceros - Acero 4140Documento32 páginasLaboratorio Nº1 - Recocido y Normalizado de Los Aceros - Acero 4140Romero Mars100% (1)
- PROBLEMAS Fe CDocumento18 páginasPROBLEMAS Fe CRoberto PayaAún no hay calificaciones
- Guía de Trabajo 10Documento10 páginasGuía de Trabajo 10Carlos BarahonaAún no hay calificaciones
- Diagrama de Fases Hierro CarbonoDocumento18 páginasDiagrama de Fases Hierro CarbonoJunior Anderson Tinoco FaleroAún no hay calificaciones
- Diagrama de Hierro CarbonoDocumento18 páginasDiagrama de Hierro CarbonoJunior Anderson Tinoco FaleroAún no hay calificaciones
- 2201-Mendoza Rodriguez-Tecmatdiagrama de Fases de Hierro CarbonoDocumento31 páginas2201-Mendoza Rodriguez-Tecmatdiagrama de Fases de Hierro CarbonoAlexis Mendoza RodriguezAún no hay calificaciones
- Diagrama Hierro-Carbono PDFDocumento4 páginasDiagrama Hierro-Carbono PDFbtillo2607Aún no hay calificaciones
- Diagramas de Transformación Isotérmica y Enfriamiento Continuo PDFDocumento18 páginasDiagramas de Transformación Isotérmica y Enfriamiento Continuo PDFLeo@sp67% (3)
- Diagrama Hierro-Carbono UNAH Valle de SulaDocumento14 páginasDiagrama Hierro-Carbono UNAH Valle de SulaGrissel KrranzaAún no hay calificaciones
- Tratamientos térmicos para producir ferrita y perlita en acerosDocumento30 páginasTratamientos térmicos para producir ferrita y perlita en acerosjeigocAún no hay calificaciones
- Temple 1045Documento10 páginasTemple 1045Brayan PoteAún no hay calificaciones
- Tarea 6. Materiales Ferrosos y No Ferrosos A2022Documento4 páginasTarea 6. Materiales Ferrosos y No Ferrosos A2022JuanAún no hay calificaciones
- ResumenDocumento13 páginasResumenJulioCesarAún no hay calificaciones
- Estructuras y tratamientos de aceros - Ferrita, cementita, perlita y martensitaDocumento11 páginasEstructuras y tratamientos de aceros - Ferrita, cementita, perlita y martensitaOsvaldo CoaguilaAún no hay calificaciones
- Diagrama Hierro-CarbonoDocumento22 páginasDiagrama Hierro-CarbonoJOSE VALENTIN FLORES RODRIGUEZAún no hay calificaciones
- Guia Examen EsquivelDocumento20 páginasGuia Examen EsquivelFernando Leija HAún no hay calificaciones
- Certamen 4 PautaDocumento5 páginasCertamen 4 PautaMichel MancillaAún no hay calificaciones
- Diagrama Aceros FundicionesDocumento19 páginasDiagrama Aceros FundicionesevarlysAún no hay calificaciones
- Fe+C FasesDocumento10 páginasFe+C FasesCristian ZavaletaAún no hay calificaciones
- Formación de Martensita en El AceroDocumento4 páginasFormación de Martensita en El AceroRonny Guevara AguileraAún no hay calificaciones
- Aa 2.2 PF - Elizabeth-Agustin-galvanDocumento12 páginasAa 2.2 PF - Elizabeth-Agustin-galvanAGUSTIN G. ELIZABETHAún no hay calificaciones
- Tratamiento TérmicoDocumento4 páginasTratamiento TérmicoAlejandro HqzAún no hay calificaciones
- Diagrama de Fases Hierro-CarbonoDocumento26 páginasDiagrama de Fases Hierro-CarbonoLUIS MARIO GALLEGO CAMPOSAún no hay calificaciones
- Clase 02 - Metalurgia Fisica II - Modulo IDocumento8 páginasClase 02 - Metalurgia Fisica II - Modulo IDamaris Juarez CubasAún no hay calificaciones
- Diagrama Hierro-CarbonoDocumento10 páginasDiagrama Hierro-CarbonoGiuliano CapassoAún no hay calificaciones
- Hierro CarbonoDocumento10 páginasHierro CarbonojAún no hay calificaciones
- Aleaciones ferrosas y tratamientos térmicosDocumento3 páginasAleaciones ferrosas y tratamientos térmicosCIRO VLADIMIR MARTINEZ AGUILARAún no hay calificaciones
- Tratamientos Termicos para Materiales No FerrososDocumento40 páginasTratamientos Termicos para Materiales No FerrososSebastián Andrés Rojas MontielAún no hay calificaciones
- POLIMERIZACÍONDocumento9 páginasPOLIMERIZACÍONJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Diagrama de Control MaquinasDocumento3 páginasDiagrama de Control MaquinasJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Biologia EvolutivaDocumento4 páginasBiologia EvolutivaJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Biologia EvolutivaDocumento4 páginasBiologia EvolutivaJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Legalizacion de Las DrogasDocumento9 páginasLegalizacion de Las DrogasJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Motores ACDocumento22 páginasMotores ACJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Ensayo AlgebraDocumento14 páginasEnsayo AlgebraJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Vi Encuentro Internacional de MatématicaDocumento1 páginaVi Encuentro Internacional de MatématicaJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Metalografia de Los AcerosDocumento31 páginasMetalografia de Los AcerosJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Utilidad y Seguridad de Los Equipos en El Laboratorio de MetalografíaDocumento6 páginasUtilidad y Seguridad de Los Equipos en El Laboratorio de MetalografíaJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Ensayo Int. A La IngenieríaDocumento20 páginasEnsayo Int. A La IngenieríaJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Ensayo Int. A La IngenieríaDocumento20 páginasEnsayo Int. A La IngenieríaJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Reconocimiento equipos laboratorio metalografíaDocumento5 páginasReconocimiento equipos laboratorio metalografíaJUAN JOSE DIAZ CARRILLOAún no hay calificaciones
- Ejemplo de CubicaciónDocumento6 páginasEjemplo de CubicaciónAlvaro100% (4)
- Competitividad en El PeruDocumento2 páginasCompetitividad en El Perujan carlosAún no hay calificaciones
- Minería Texas Colombia S.ADocumento5 páginasMinería Texas Colombia S.AJuan Jose Paba OyagaAún no hay calificaciones
- T18M400 - Capítulo 21 - Evaluación Económica - Rev1Documento39 páginasT18M400 - Capítulo 21 - Evaluación Económica - Rev1Juaquin K Soto BozoAún no hay calificaciones
- Análisis de Riesgos en La Tronadura Con Un TQDocumento10 páginasAnálisis de Riesgos en La Tronadura Con Un TQmonicaAún no hay calificaciones
- Camlok sostenimiento temporal mineríaDocumento2 páginasCamlok sostenimiento temporal mineríachinomilinAún no hay calificaciones
- Informe Cerro LindoDocumento59 páginasInforme Cerro LindoAngel Huanca Tarazona75% (4)
- Guia-Metodologica-Para-El-Mejoramiento-Productivo-Del-Beneficio-Del-Oro-Sin-El-Uso-Del-Mercurio - Puerto-Libertador-Cordoba-Digital PDFDocumento142 páginasGuia-Metodologica-Para-El-Mejoramiento-Productivo-Del-Beneficio-Del-Oro-Sin-El-Uso-Del-Mercurio - Puerto-Libertador-Cordoba-Digital PDFHarold ConchaAún no hay calificaciones
- MANUAL DEL SIB M-CORPDocumento59 páginasMANUAL DEL SIB M-CORPSalvador Huaranca100% (4)
- EDOCSP03 40 80 21 41.en - EsDocumento21 páginasEDOCSP03 40 80 21 41.en - EsJAMBER SCOTT LUQUE RIVERAAún no hay calificaciones
- Mineria y Medio AmbienteDocumento10 páginasMineria y Medio AmbienteDavi PurisAún no hay calificaciones
- Informe 5-2Documento10 páginasInforme 5-2Reimer LM100% (1)
- Pronunciamiento No Al Infierno de La Minería Aurífera Porque Defendemos La VidaDocumento3 páginasPronunciamiento No Al Infierno de La Minería Aurífera Porque Defendemos La VidaServindiAún no hay calificaciones
- Proyecto YanacochaDocumento7 páginasProyecto YanacochaAngelo David Reyes GamarraAún no hay calificaciones
- PONENCIA2Documento4 páginasPONENCIA2Patricia Judith Vergara RoldánAún no hay calificaciones
- Silabo Formulacion y Evaluacion de Proyectos - ReformuladoDocumento5 páginasSilabo Formulacion y Evaluacion de Proyectos - ReformuladoCarlos SotoAún no hay calificaciones
- Industria SiderurgicaDocumento3 páginasIndustria SiderurgicaJuan José Haya MAún no hay calificaciones
- Universidad Tecnológica Del Perú Carrera de Ingenieria de Seguridad Industrial Y MineraDocumento77 páginasUniversidad Tecnológica Del Perú Carrera de Ingenieria de Seguridad Industrial Y Minerasebastian floresAún no hay calificaciones
- Contaminación de Suelos Por Metales PesadosDocumento40 páginasContaminación de Suelos Por Metales Pesadoskaren pinchaoAún no hay calificaciones
- INFORMEDocumento5 páginasINFORMEJhann Alexi Cortez FloresAún no hay calificaciones
- G13 WChuquicota ESubterraneasDocumento24 páginasG13 WChuquicota ESubterraneasrubenAún no hay calificaciones
- Foro 1 - Mapeo de Procesos Mina BuenaventuraDocumento4 páginasForo 1 - Mapeo de Procesos Mina BuenaventuraRwlo RwloAún no hay calificaciones
- Las Normas ISO Más Utilizadas en El Sector de La ConstrucciónDocumento3 páginasLas Normas ISO Más Utilizadas en El Sector de La ConstrucciónLuisAngelRetizGabrielAún no hay calificaciones
- Observaciones Al EIA Del Proyecto TIA MARIA 2009Documento18 páginasObservaciones Al EIA Del Proyecto TIA MARIA 2009Jesus Gomez Urquizo100% (2)
- Borrador de Tesis Uriel RamosDocumento66 páginasBorrador de Tesis Uriel RamosAnonymous 5n1qpOAún no hay calificaciones
- C.I.A Minera Casapalca S.A. - Uea AmericanaDocumento66 páginasC.I.A Minera Casapalca S.A. - Uea AmericanaElio Lazo Chayan100% (1)
- SYS-PPR-036 - Uso de Pértiga y CirculinaDocumento6 páginasSYS-PPR-036 - Uso de Pértiga y CirculinaVelisa CalderonAún no hay calificaciones
- Prueba Módulo1 Primer Semestre 2021 - Respuestas 06-05-2021Documento13 páginasPrueba Módulo1 Primer Semestre 2021 - Respuestas 06-05-2021Jorge ReyesAún no hay calificaciones
- Impacto-Ambiental Carretera El PorongoDocumento71 páginasImpacto-Ambiental Carretera El PorongoLeonardo PeraltaAún no hay calificaciones
- 1-Formulación de Proyectos MinerosDocumento12 páginas1-Formulación de Proyectos MinerosSamuel HidalgoAún no hay calificaciones