También podría gustarte
- ForoDocumento5 páginasForoKessly CarrascoAún no hay calificaciones
- La Iniciativa LEAN Tiene 4 ObjetivosDocumento4 páginasLa Iniciativa LEAN Tiene 4 ObjetivossurivahoAún no hay calificaciones
- Herramientas de Lean ManufacturingDocumento21 páginasHerramientas de Lean ManufacturingNicolas CauichAún no hay calificaciones
- Lean ManufacturingDocumento18 páginasLean ManufacturingChristian FTAún no hay calificaciones
- Uso de Técnicas LeanDocumento5 páginasUso de Técnicas Leanjuan fer mlAún no hay calificaciones
- Descripcion de Terminos.Documento13 páginasDescripcion de Terminos.Soley Claudon CruzAún no hay calificaciones
- Ensayo Punto 1 Importancia de La Gestion de Mantenimiento en La Productividad de Una EmpresaDocumento6 páginasEnsayo Punto 1 Importancia de La Gestion de Mantenimiento en La Productividad de Una Empresaana ortegaAún no hay calificaciones
- Actividad Individual 04Documento12 páginasActividad Individual 04Priscilla Ríos NovoaAún no hay calificaciones
- Just in Time JITDocumento7 páginasJust in Time JITDiana BermeoAún no hay calificaciones
- Reporte de Lean ManufacturingDocumento7 páginasReporte de Lean ManufacturingAlejandro RangelAún no hay calificaciones
- T1 - Gestión de MantenimientoDocumento11 páginasT1 - Gestión de Mantenimientovictor bejarano100% (1)
- T1 - Gestión de Mantenimiento7Documento9 páginasT1 - Gestión de Mantenimiento7victor bejaranoAún no hay calificaciones
- Lean ManufacturiDocumento21 páginasLean ManufacturiadriAún no hay calificaciones
- Proyecto de ResidenciasDocumento47 páginasProyecto de ResidenciasJavier AldereteAún no hay calificaciones
- Mejora de MetodoDocumento44 páginasMejora de MetodoEduardo Rodriguez Beltran0% (1)
- Caso Maccho TDocumento23 páginasCaso Maccho TJosé Huamán MegoAún no hay calificaciones
- Foro Manufacrura EsbeltaDocumento7 páginasForo Manufacrura EsbeltaMedaly GomezAún no hay calificaciones
- Qué Es Manufactura Esbelta y para Qué SirveDocumento6 páginasQué Es Manufactura Esbelta y para Qué SirveMelissa CamposAún no hay calificaciones
- Evaluacion Final Unidad 1 11111Documento12 páginasEvaluacion Final Unidad 1 11111jesus aguilarAún no hay calificaciones
- La Función de MantenimientoDocumento24 páginasLa Función de MantenimientoOribe SalinasAún no hay calificaciones
- Mantenimiento EnsayoDocumento3 páginasMantenimiento EnsayoBertha Angelica CLAún no hay calificaciones
- Conoce Aquí Qué Es La Administración de La ProducciónDocumento3 páginasConoce Aquí Qué Es La Administración de La ProducciónDaniel SanchezAún no hay calificaciones
- Herramientas LeanDocumento8 páginasHerramientas Leangonzalovaldez2016Aún no hay calificaciones
- Caso AutolivDocumento18 páginasCaso AutolivGiancarlos Anthony Espíritu Bravo100% (4)
- 3.6 Produccion EsbeltaDocumento29 páginas3.6 Produccion EsbeltaRubi CruzAún no hay calificaciones
- Conceptos Del Sistema de ProducciónDocumento17 páginasConceptos Del Sistema de ProducciónCarlos FloresAún no hay calificaciones
- Ana LLamba Tarea8Semana5Documento20 páginasAna LLamba Tarea8Semana5adriAún no hay calificaciones
- Manufactura EsbeltaDocumento9 páginasManufactura EsbeltaOMAR OSBALDO ESQUER GARCIAAún no hay calificaciones
- Administración Del Mantenimiento Parte 1 Feb-2022Documento23 páginasAdministración Del Mantenimiento Parte 1 Feb-2022Akira GalindoAún no hay calificaciones
- Trabajo IntegradorDocumento20 páginasTrabajo IntegradorJavier Ruíz Palafox0% (1)
- Trabajo IntegradorDocumento32 páginasTrabajo IntegradorJavier Ruíz PalafoxAún no hay calificaciones
- REINGENIERIA y GlobalizacionDocumento58 páginasREINGENIERIA y Globalizacionrichard50% (2)
- 3.2 Enfoque de Manufactura ÁgilDocumento7 páginas3.2 Enfoque de Manufactura ÁgilPanda GalacticoAún no hay calificaciones
- M4 Trabajo de Investigación de Herramientas Llamadas Manufactura Esbelta, Lean Accounting y Seis Sigma.Documento18 páginasM4 Trabajo de Investigación de Herramientas Llamadas Manufactura Esbelta, Lean Accounting y Seis Sigma.Jesus Daniel Hernandez VillegasAún no hay calificaciones
- MANUFACTURA ESBELTA HacerDocumento36 páginasMANUFACTURA ESBELTA HacerRjorge Ramos VelasquezAún no hay calificaciones
- Manufactura EsbeltaDocumento7 páginasManufactura EsbeltaAlondra Merary Huerta EspinozaAún no hay calificaciones
- Alternativas de Mejora Del Proceso ProductivoDocumento12 páginasAlternativas de Mejora Del Proceso ProductivoIan CasanovaAún no hay calificaciones
- Actividad 4 Unidad 3Documento8 páginasActividad 4 Unidad 3Luis ArenasAún no hay calificaciones
- 2.6 Manufactura EsbeltaDocumento28 páginas2.6 Manufactura EsbeltaAna JuarezAún no hay calificaciones
- Proyecto Final AdministraciondeoperacionesDocumento31 páginasProyecto Final AdministraciondeoperacionesAlejandro LunaAún no hay calificaciones
- Manual de Mtto LemisDocumento146 páginasManual de Mtto LemisCamilo GomezAún no hay calificaciones
- Capacidad de PlantaDocumento37 páginasCapacidad de PlantaEdwin Steven Tejeda Orosco100% (3)
- MEA4M2 Zermeño González Juan UlisesDocumento14 páginasMEA4M2 Zermeño González Juan UlisesJuan Ulises ZermeñoAún no hay calificaciones
- Introducción A La Manufactura EsbeltaDocumento20 páginasIntroducción A La Manufactura EsbeltasurivahoAún no hay calificaciones
- Pilar 5 Planeación y Programación PDFDocumento45 páginasPilar 5 Planeación y Programación PDFEduar Correa GomezAún no hay calificaciones
- Introducción Al Mantenimiento IndustrialDocumento23 páginasIntroducción Al Mantenimiento IndustrialAngel Manuel ZarateAún no hay calificaciones
- Caracterizacion de Las Operaciones de Manufactura y Su Impacto en El Diseño Del SistemaDocumento20 páginasCaracterizacion de Las Operaciones de Manufactura y Su Impacto en El Diseño Del SistemaFERNANDO GARDUÑO FUERTESAún no hay calificaciones
- Propuesta de ServicioDocumento6 páginasPropuesta de Servicioivana molinaAún no hay calificaciones
- Implementación de Un Programa de 5 SDocumento31 páginasImplementación de Un Programa de 5 Sjuan carlos toledo muñizAún no hay calificaciones
- Procesos ToyotaDocumento14 páginasProcesos ToyotaJose De La Flor Tito100% (1)
- Actividad 4 Uidad 3Documento8 páginasActividad 4 Uidad 3Luis ArenasAún no hay calificaciones
- Lean ManufacturingDocumento45 páginasLean Manufacturingkhristiano1099Aún no hay calificaciones
- Teoria ColasDocumento28 páginasTeoria ColasDiego Alberto Cruz CerdasAún no hay calificaciones
- Manufactura FlexibleDocumento20 páginasManufactura Flexibleteklador123456Aún no hay calificaciones
- Cronograma de Inspecion de Tosnos Fresas y Equipos Relacionados Con ManofacturaDocumento56 páginasCronograma de Inspecion de Tosnos Fresas y Equipos Relacionados Con ManofacturaRonitz RVAún no hay calificaciones
- Foro 3 III Parcial Control de CalidadDocumento5 páginasForo 3 III Parcial Control de CalidadfaridaorellanaAún no hay calificaciones
- Softwares de Mantenimiento IndustrialDocumento14 páginasSoftwares de Mantenimiento Industrialkatty-kata0% (1)
- Resumen de La Manufactura EsbeltaDocumento4 páginasResumen de La Manufactura EsbeltaRicardo CorderoAún no hay calificaciones
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- Mantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209De EverandMantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209Aún no hay calificaciones
- FOOM-08 Puesta A Tierra Transformador Principal Por Alta y Baja Unidad 1Documento4 páginasFOOM-08 Puesta A Tierra Transformador Principal Por Alta y Baja Unidad 1olga salasAún no hay calificaciones
- FOOM-08 Tendido de Puesta A Tierra en Encerramiento de Zona ES Nivel 5-70 Unidad 1 y 2Documento4 páginasFOOM-08 Tendido de Puesta A Tierra en Encerramiento de Zona ES Nivel 5-70 Unidad 1 y 2olga salasAún no hay calificaciones
- FOOM-08 Puesta A Tierra AVR Unidad 2 y Bombas EH Unidad 1Documento4 páginasFOOM-08 Puesta A Tierra AVR Unidad 2 y Bombas EH Unidad 1olga salasAún no hay calificaciones
- FOOM-08 Puesta A Tierra Diesel PerkinsDocumento3 páginasFOOM-08 Puesta A Tierra Diesel Perkinsolga salasAún no hay calificaciones
- FOOM-08 Puesta A Tierra Excitatriz Unidad 1Documento4 páginasFOOM-08 Puesta A Tierra Excitatriz Unidad 1olga salasAún no hay calificaciones
- Tekhne Informe Bogota Noviembre 2012 PDFDocumento303 páginasTekhne Informe Bogota Noviembre 2012 PDFDaniel Ricardo Triviño RestrepoAún no hay calificaciones
- Gerencia Del Capital HumanoDocumento38 páginasGerencia Del Capital Humanomarcos daniel luca vela100% (1)
- Neoliberalismo Apertura EconomicaDocumento10 páginasNeoliberalismo Apertura EconomicaKatherin Clavijo RAún no hay calificaciones
- Manual de Operaciones de La OzsfcoDocumento9 páginasManual de Operaciones de La Ozsfcojover leche quispeAún no hay calificaciones
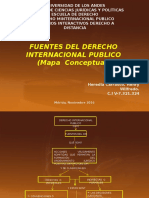
- Fuentes Del Derecho InternacionalDocumento3 páginasFuentes Del Derecho InternacionalHENRY HEREDIA0% (1)
- Examen de Arqueo de Caja - Jorge Alejandro Tejada CarreraDocumento6 páginasExamen de Arqueo de Caja - Jorge Alejandro Tejada CarreraNatalie PortocarreroAún no hay calificaciones
- Evaluacion Resolucin 0312 V3Documento57 páginasEvaluacion Resolucin 0312 V3nancyAún no hay calificaciones
- Especificaciones PasarelaDocumento12 páginasEspecificaciones PasarelaAndy Raul Orozco OrozcoAún no hay calificaciones
- Polanyi El Mercado Autorregulador y Las Mercancias Ficticias. TTDDocumento2 páginasPolanyi El Mercado Autorregulador y Las Mercancias Ficticias. TTDAgustínAún no hay calificaciones
- Registro Formato #01 Inversion 30.04.2018Documento4 páginasRegistro Formato #01 Inversion 30.04.2018Huberth Barrientos guadalupeAún no hay calificaciones
- Informe-Tecnico Part7Documento7 páginasInforme-Tecnico Part7VITICO CASIAún no hay calificaciones
- Ejemplo SAIDI y SAIFIDocumento7 páginasEjemplo SAIDI y SAIFIoscar mayaAún no hay calificaciones
- Act 1 - Bosquejo HistoricoDocumento25 páginasAct 1 - Bosquejo Historicojeankarlo corpusAún no hay calificaciones
- Articulo de Opinión TWITTERDocumento5 páginasArticulo de Opinión TWITTERcristian lizcanoAún no hay calificaciones
- Residente de ObraDocumento22 páginasResidente de ObraJuvenal AquiseAún no hay calificaciones
- Conceptos Fundamentales Del DerechoDocumento53 páginasConceptos Fundamentales Del DerechoLeonor OliverAún no hay calificaciones
- Walter Espinoza - Villaverde ConsultoresDocumento12 páginasWalter Espinoza - Villaverde ConsultoresJulia OscanoaAún no hay calificaciones
- Argumento 1 y 2Documento4 páginasArgumento 1 y 2SeafretAún no hay calificaciones
- Analogia Del Ciclo de VidaDocumento7 páginasAnalogia Del Ciclo de VidaOssiris J. EstradaAún no hay calificaciones
- Trabajo Academico INVDocumento14 páginasTrabajo Academico INVKathleen Martinez LinoAún no hay calificaciones
- Trabajo de Protocolo Notarial 2023Documento2 páginasTrabajo de Protocolo Notarial 2023Elvia Susana Carrera AlvrdoAún no hay calificaciones
- Respuesta M1-2-3-4 y ExamenDocumento14 páginasRespuesta M1-2-3-4 y Examenjosefa araya ۫ ּ ֗ ִ ۪Aún no hay calificaciones
- Procesos Industriales - Metalúrgica - 2010Documento106 páginasProcesos Industriales - Metalúrgica - 2010Diego LagorioAún no hay calificaciones
- PLAN DE MOVILIDAD Y ESPACIO PÚBLICO Resumen TransportesDocumento38 páginasPLAN DE MOVILIDAD Y ESPACIO PÚBLICO Resumen TransportesDylan100% (1)
- Matemática Financiera Clase 4Documento15 páginasMatemática Financiera Clase 4Javier SalasAún no hay calificaciones
- Tarea3 Christian OreaDocumento7 páginasTarea3 Christian OreaCHRISTIAN BENJAMIN OREA GALEANAAún no hay calificaciones
- Universidad Alas PeruanasDocumento54 páginasUniversidad Alas PeruanasYëyóSalasAún no hay calificaciones
- Actividad P.a1Documento10 páginasActividad P.a1Sandra CastroAún no hay calificaciones
- Importancia Del Control InternoDocumento4 páginasImportancia Del Control InternocebraAún no hay calificaciones
- Contrato de Arrendamiento ComercialDocumento3 páginasContrato de Arrendamiento ComercialPlanet FitnessAún no hay calificaciones