También podría gustarte
- D-cc-p-41 Ve00 Procedimiento para Verificar WinchasDocumento4 páginasD-cc-p-41 Ve00 Procedimiento para Verificar WinchasmsleedelaguilaAún no hay calificaciones
- Me-Ca-008 Método de Determinación Resistencia A La Tensión DHMDocumento5 páginasMe-Ca-008 Método de Determinación Resistencia A La Tensión DHMingjuanstAún no hay calificaciones
- 7.formato Económico y TécnicoDocumento16 páginas7.formato Económico y TécnicoLaura PeñaAún no hay calificaciones
- GUIA ULTRASONIDO (HAZ ANGULAR) .PpsDocumento34 páginasGUIA ULTRASONIDO (HAZ ANGULAR) .Ppswilivaldo2892% (26)
- Manometro S1-M1Documento3 páginasManometro S1-M1Andres Garcia100% (1)
- Guia Rapida BS 380Documento5 páginasGuia Rapida BS 380yeicy paola suarez quintero100% (1)
- Cca-002523-2023 Telurometro Lem EricoDocumento2 páginasCca-002523-2023 Telurometro Lem Ericowillyflores.fixsserviceAún no hay calificaciones
- Proc para La Calibración de Probadores Bidireccionales 04-P-15 v-02 Opia No Contr - PDFDocumento9 páginasProc para La Calibración de Probadores Bidireccionales 04-P-15 v-02 Opia No Contr - PDFSerrano Ballesteros Luis JavierAún no hay calificaciones
- Control - FOS 2022 S1Documento87 páginasControl - FOS 2022 S1Juan Pablo Garcia GomezAún no hay calificaciones
- Anexo 40 Mantenimiento de Tomamuestras AutomáticosDocumento6 páginasAnexo 40 Mantenimiento de Tomamuestras AutomáticosNAO_198Aún no hay calificaciones
- Guia Ultrasonido Haz AngularDocumento34 páginasGuia Ultrasonido Haz AngularFernando AguilarAún no hay calificaciones
- Certificado de Calidad Corte DirectoDocumento3 páginasCertificado de Calidad Corte DirectoJavier RojasAún no hay calificaciones
- Boletín 003 - Especificaciones Técnicas Banco Gravimétrico Modelo G 15-20Documento4 páginasBoletín 003 - Especificaciones Técnicas Banco Gravimétrico Modelo G 15-20Rolando GómezAún no hay calificaciones
- iMEC - Operators Manual 252 301.en - EsDocumento50 páginasiMEC - Operators Manual 252 301.en - EsalejaysqAún no hay calificaciones
- Manual Rectificador Caño Sur 1006-22Documento15 páginasManual Rectificador Caño Sur 1006-22Diego Fernando HenaoAún no hay calificaciones
- Instructivo Corte Probetas Escuadradora Manual-2Documento4 páginasInstructivo Corte Probetas Escuadradora Manual-2jonathan.urradAún no hay calificaciones
- Curso Parte 4Documento24 páginasCurso Parte 4franco_3210_Aún no hay calificaciones
- Caso B2 13 IDocumento6 páginasCaso B2 13 IRubén Villanueva MurilloAún no hay calificaciones
- Primer ProductoDocumento4 páginasPrimer ProductoValentina RojasAún no hay calificaciones
- Informe de Mantenimiento LA Export - Maturin Planta OxigenoDocumento12 páginasInforme de Mantenimiento LA Export - Maturin Planta OxigenoEdduin Rodriguez0% (1)
- Ipu 09Documento3 páginasIpu 09Edgard PomaAún no hay calificaciones
- Act1 Int2 XXDocumento9 páginasAct1 Int2 XXAlejandra janethAún no hay calificaciones
- Soltura EstructuralDocumento8 páginasSoltura EstructuralPablo TabassoAún no hay calificaciones
- Calidad SpoolsDocumento17 páginasCalidad SpoolsfranciscoAún no hay calificaciones
- Laboratorio N 4 Ultrasonido Palpador Recto V1Documento13 páginasLaboratorio N 4 Ultrasonido Palpador Recto V1Percy Vargas BobadillaAún no hay calificaciones
- PQ HPLC XC-015 (1) - 060424Documento14 páginasPQ HPLC XC-015 (1) - 060424betancourtlijoAún no hay calificaciones
- Tema 16.1 Muestreo Aceptacion David GenDocumento35 páginasTema 16.1 Muestreo Aceptacion David GenAndrés David Sanga TitoAún no hay calificaciones
- Cca-03220-2020 Telurometro (3) Prasek 521Documento2 páginasCca-03220-2020 Telurometro (3) Prasek 521Alonso Maicelo PotencianoAún no hay calificaciones
- Procedimiento IT-ET - UT-001 Rev 0 ASME SECCION VIII - 2015 EspañolDocumento12 páginasProcedimiento IT-ET - UT-001 Rev 0 ASME SECCION VIII - 2015 EspañolJonathan Espinoza MejiaAún no hay calificaciones
- Informe Técnico 137 Expediente 20220129Documento8 páginasInforme Técnico 137 Expediente 20220129Mijail Nils Lopez CarpioAún no hay calificaciones
- Laboratorio N 4 Ultrasonido Palpador Recto V1Documento7 páginasLaboratorio N 4 Ultrasonido Palpador Recto V1JohAny BustamanteAún no hay calificaciones
- Ind-Maintenance Leaflet Es DefDocumento16 páginasInd-Maintenance Leaflet Es DefFrancisco MartinezAún no hay calificaciones
- Manual Advia 60 CT EspañolDocumento119 páginasManual Advia 60 CT Españolblctech2100% (1)
- Anexo 35 Mantenimiento, Verificación y Calibración de Transmisores de PresiónDocumento3 páginasAnexo 35 Mantenimiento, Verificación y Calibración de Transmisores de PresiónVictor Mamani AlanocaAún no hay calificaciones
- Varian AA240Documento16 páginasVarian AA240Juan Carlos Maguiña AvalosAún no hay calificaciones
- Instructivo de Analisis de Hierro en El AguaDocumento5 páginasInstructivo de Analisis de Hierro en El AguaMarina Jazmin Arteaga VargasAún no hay calificaciones
- Informe Técnico Mantenimiento Preventivo Centro Dialisis Los VilosDocumento10 páginasInforme Técnico Mantenimiento Preventivo Centro Dialisis Los VilosJonathan Elgueta MoralesAún no hay calificaciones
- Certificado de Calibracion TOO44486 (MALETA TOO9024) .Documento2 páginasCertificado de Calibracion TOO44486 (MALETA TOO9024) .Jaimel De La Cruz PachecoAún no hay calificaciones
- PBVNT0453100 - Procedimiento de Contrastacion de Maquina de SoldarDocumento11 páginasPBVNT0453100 - Procedimiento de Contrastacion de Maquina de SoldarJose Jarol Mirano SoplaAún no hay calificaciones
- Validacion de Analisis de Histamina PorDocumento18 páginasValidacion de Analisis de Histamina PorNelson MenaAún no hay calificaciones
- Cveacve Mod10 Anexo 1Documento83 páginasCveacve Mod10 Anexo 1Lina FernandaAún no hay calificaciones
- IT-REP-07-01-01-00 Inspeccion y Lavado de CatodosDocumento3 páginasIT-REP-07-01-01-00 Inspeccion y Lavado de Catodospunzeta_81Aún no hay calificaciones
- Informe Técnico 356 Expediente 20220345 (R)Documento23 páginasInforme Técnico 356 Expediente 20220345 (R)jonathan orosAún no hay calificaciones
- Cca-010821-202 Telurometro Megabras Em4058Documento2 páginasCca-010821-202 Telurometro Megabras Em4058Alain ArmasAún no hay calificaciones
- Poe CDC 007 00 Validacion de Limpieza y DesinfeccionDocumento7 páginasPoe CDC 007 00 Validacion de Limpieza y DesinfeccionLipsi MerchánAún no hay calificaciones
- IT-63-HEM-R Mantenimiento de Campana Flujo LaminarDocumento3 páginasIT-63-HEM-R Mantenimiento de Campana Flujo LaminarjorgeAún no hay calificaciones
- Procedimiento ClavoDocumento9 páginasProcedimiento ClavoDiego Alberto Salazar PalaciosAún no hay calificaciones
- Cca-04420-2020 Megohmetro Fluke 1507Documento2 páginasCca-04420-2020 Megohmetro Fluke 1507Jhon Ccanto Carbajal100% (1)
- LM-666-Calibración de Balanza 30kg-TUNQUIMAYODocumento3 páginasLM-666-Calibración de Balanza 30kg-TUNQUIMAYOjose luisAún no hay calificaciones
- 10 SEZ. I Capítulo H Funciones Técnicas-CB400i REV0Documento15 páginas10 SEZ. I Capítulo H Funciones Técnicas-CB400i REV0Maria Soledad PetrinoAún no hay calificaciones
- M-S-Lc-I036 Instructivo de Ensayo Determinación TurbiedadDocumento9 páginasM-S-Lc-I036 Instructivo de Ensayo Determinación TurbiedadYurani Stella Florez TolosaAún no hay calificaciones
- CM 01248 00191 1 Detector de Tormenta Advanced MetrologyDocumento2 páginasCM 01248 00191 1 Detector de Tormenta Advanced MetrologykristianAún no hay calificaciones
- Laboratorio 07 EXODocumento19 páginasLaboratorio 07 EXODe Lacruz KevinAún no hay calificaciones
- ProcesoDocumento16 páginasProcesoJhon GuerreroAún no hay calificaciones
- 1.5. 142. Cca-014224-2024 Megohmetro Fluke 1520Documento2 páginas1.5. 142. Cca-014224-2024 Megohmetro Fluke 1520davidmauricioAún no hay calificaciones
- 5086 EE - Inspección - Producto - Compota PDFDocumento9 páginas5086 EE - Inspección - Producto - Compota PDFJho AnnaAún no hay calificaciones
- Pe-Mcc-11 Procedimiento de Ensayo de CharpyDocumento12 páginasPe-Mcc-11 Procedimiento de Ensayo de CharpymaritzaAún no hay calificaciones
- Guía IDEAM para Análisis de SSTDocumento9 páginasGuía IDEAM para Análisis de SSTUva ZahoriAún no hay calificaciones
- Terminación y expedición de tapones de corcho. MAMA0109De EverandTerminación y expedición de tapones de corcho. MAMA0109Calificación: 5 de 5 estrellas5/5 (1)
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- Me It 06Documento3 páginasMe It 06Brayan Calcina BellotAún no hay calificaciones
- Examen de Inducción General: GeneralesDocumento8 páginasExamen de Inducción General: GeneralesBrayan Calcina BellotAún no hay calificaciones
- Actividad RequeridaDocumento1 páginaActividad RequeridaBrayan Calcina BellotAún no hay calificaciones
- Hoja de Servicio de Garantia OT-2499Documento1 páginaHoja de Servicio de Garantia OT-2499Brayan Calcina BellotAún no hay calificaciones
- Examen de Inducción General: Seguridad IndustrialDocumento8 páginasExamen de Inducción General: Seguridad IndustrialBrayan Calcina BellotAún no hay calificaciones
- Universidad Católica Santo Toribio de Mogrovejo Escuela de Administración de EmpresasDocumento69 páginasUniversidad Católica Santo Toribio de Mogrovejo Escuela de Administración de EmpresasJUAN PEDRO BONAVITA SRLAún no hay calificaciones
- Ven It 16Documento2 páginasVen It 16Brayan Calcina BellotAún no hay calificaciones
- Enfoques TgaDocumento36 páginasEnfoques TgaBrayan Calcina BellotAún no hay calificaciones
- L177V13648LDocumento1 páginaL177V13648LBrayan Calcina BellotAún no hay calificaciones
- I Si? Ino?: Esi? Eno? Esi? Eno?Documento1 páginaI Si? Ino?: Esi? Eno? Esi? Eno?Brayan Calcina BellotAún no hay calificaciones
- Empresa Kimberly Bolivia S.A. Apdo. 6937 Bolivia: Proveedor Orden de CompraDocumento3 páginasEmpresa Kimberly Bolivia S.A. Apdo. 6937 Bolivia: Proveedor Orden de CompraBrayan Calcina BellotAún no hay calificaciones
- Cite 539-2020 (03-08-2020) Embol - Fact 74Documento1 páginaCite 539-2020 (03-08-2020) Embol - Fact 74Brayan Calcina BellotAún no hay calificaciones
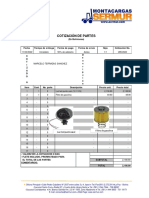
- Marcelo TerrazasDocumento1 páginaMarcelo TerrazasBrayan Calcina BellotAún no hay calificaciones
- I Si? Eno? Es'? Eno?Documento1 páginaI Si? Eno? Es'? Eno?Brayan Calcina BellotAún no hay calificaciones
- 9cal Calcina Bellot Fernando Brayan 11.01Documento1 página9cal Calcina Bellot Fernando Brayan 11.01Brayan Calcina BellotAún no hay calificaciones
- Datos Del ProveedorDocumento2 páginasDatos Del ProveedorBrayan Calcina BellotAún no hay calificaciones
- Acciones CorrectivasDocumento6 páginasAcciones CorrectivasBrayan Calcina BellotAún no hay calificaciones
- Control de RegistrosDocumento4 páginasControl de RegistrosBrayan Calcina BellotAún no hay calificaciones
- FICHA DE FUNCIONES DEl AYUDANTE, Y LAVADORDocumento5 páginasFICHA DE FUNCIONES DEl AYUDANTE, Y LAVADORBrayan Calcina BellotAún no hay calificaciones
- ConvocatoriaDocumento2 páginasConvocatoriaBrayan Calcina BellotAún no hay calificaciones
- (2022-03-11) Cotizacion Punto Azul y Filtro de CombustibleDocumento1 página(2022-03-11) Cotizacion Punto Azul y Filtro de CombustibleBrayan Calcina BellotAún no hay calificaciones
- DGP4.2-RC3 Listado de RegistrosDocumento3 páginasDGP4.2-RC3 Listado de RegistrosBrayan Calcina BellotAún no hay calificaciones
- Todos Los PGS Andy UltimoDocumento57 páginasTodos Los PGS Andy UltimoBrayan Calcina BellotAún no hay calificaciones
- Fondo FijoDocumento99 páginasFondo FijoBrayan Calcina BellotAún no hay calificaciones
- Código: MTO-REG-002Documento2 páginasCódigo: MTO-REG-002Brayan Calcina BellotAún no hay calificaciones
- Control de PedidosDocumento59 páginasControl de PedidosBrayan Calcina BellotAún no hay calificaciones
- Ficha de ProcesoDocumento5 páginasFicha de ProcesoBrayan Calcina BellotAún no hay calificaciones
- Acciones CorrectivasDocumento6 páginasAcciones CorrectivasBrayan Calcina BellotAún no hay calificaciones
- SERMURDocumento1 páginaSERMURBrayan Calcina BellotAún no hay calificaciones
- Mto-Reg-001 - Programacion de Mantenimiento - SCDocumento41 páginasMto-Reg-001 - Programacion de Mantenimiento - SCBrayan Calcina BellotAún no hay calificaciones
- DiscapacidadDocumento21 páginasDiscapacidadMyriam Noemi del Valle RuizAún no hay calificaciones
- Cuento y Fabulas InfantilesDocumento26 páginasCuento y Fabulas InfantilesPamela MontalvoAún no hay calificaciones
- LECTURA 5 Taller DesarrolladoDocumento2 páginasLECTURA 5 Taller DesarrolladoYehans LagosAún no hay calificaciones
- Arboles de DecisiónDocumento66 páginasArboles de DecisiónwebdaxterAún no hay calificaciones
- Wuolah Free CARACTERISTICASDocumento26 páginasWuolah Free CARACTERISTICASjaikoAún no hay calificaciones
- Sistema de CanalesDocumento475 páginasSistema de CanalesVictorianolopez100% (1)
- Tres Formas de Ecologia PoliticaDocumento21 páginasTres Formas de Ecologia Politicaginadiazmar100% (2)
- Worksheet 6 Testing Saber 11 EsDocumento11 páginasWorksheet 6 Testing Saber 11 EsSOFIA MOLANO PULIDOAún no hay calificaciones
- Casos Clinicos Citologia VaginalDocumento2 páginasCasos Clinicos Citologia VaginalBolaños CindyAún no hay calificaciones
- Regulación Nerviosa de La Circulación y Control Rápido de La Presion ArterialDocumento28 páginasRegulación Nerviosa de La Circulación y Control Rápido de La Presion ArterialRomina Reyes Loor100% (2)
- Historia Algebra LinealDocumento4 páginasHistoria Algebra Linealjhesen coila coriniAún no hay calificaciones
- Bacterias Beneficiosas de La LecheDocumento3 páginasBacterias Beneficiosas de La LecheAlfred León33% (3)
- 2.-La Primera Hora de RNDocumento23 páginas2.-La Primera Hora de RNCarmenAún no hay calificaciones
- 1 PDFDocumento10 páginas1 PDFhgcuAún no hay calificaciones
- Delta - Gama Bogotá - V35 PDFDocumento32 páginasDelta - Gama Bogotá - V35 PDFSandra Patricia Misal PadillaAún no hay calificaciones
- 2.6. Taller de Fauna SilvestreDocumento3 páginas2.6. Taller de Fauna SilvestreAndres VasquezAún no hay calificaciones
- Lógica de ClasesDocumento3 páginasLógica de ClasesOda HernándezAún no hay calificaciones
- Asunto: Derecho de Petición: Secretaría de Movilidad de ItaguiDocumento2 páginasAsunto: Derecho de Petición: Secretaría de Movilidad de ItaguiDAVID ALEJANDRO SOSA ARIASAún no hay calificaciones
- PlanimetríaDocumento8 páginasPlanimetríaCristian Nicolás HerreraAún no hay calificaciones
- Moralidad en Contextos InternacionalesDocumento2 páginasMoralidad en Contextos InternacionalesDavi Gámez SozaAún no hay calificaciones
- Problemas Propuestos de Excavación y TransporteDocumento3 páginasProblemas Propuestos de Excavación y TransporteMiguel Andrés100% (1)
- WP Consumidor Digital 2021Documento10 páginasWP Consumidor Digital 2021Víctor Espinoza MaciasAún no hay calificaciones
- Formato Postulacion Distincion Fenalco Solidario Social 2020Documento6 páginasFormato Postulacion Distincion Fenalco Solidario Social 2020Rafael TellezAún no hay calificaciones
- Ejercicios Planeacion Agregada - CompressDocumento27 páginasEjercicios Planeacion Agregada - CompressselenaAún no hay calificaciones
- LabIO 01Documento14 páginasLabIO 01MELANY MEYLIN RIOS CASTILLOAún no hay calificaciones
- Ecuación de Continuidad y Principio de La Conservación de La Materia. Principio de La Cantidad de Movimiento Aplicado A FluidosDocumento33 páginasEcuación de Continuidad y Principio de La Conservación de La Materia. Principio de La Cantidad de Movimiento Aplicado A FluidosMélany Solansh MeléndezAún no hay calificaciones
- Unidad 2 OFyDJDocumento26 páginasUnidad 2 OFyDJDana DomínguezAún no hay calificaciones
- La Preciosa Hermana Del Duque VillanoDocumento2136 páginasLa Preciosa Hermana Del Duque VillanoMiririam Domínguez6% (17)
- Compendio INEI ArequipaDocumento482 páginasCompendio INEI ArequipaAguilar JoséAún no hay calificaciones
- 4.6.5 Packet Tracer - Connect A Wired and Wireless Lan - Es XLDocumento4 páginas4.6.5 Packet Tracer - Connect A Wired and Wireless Lan - Es XLwilmernarvaezAún no hay calificaciones