También podría gustarte
- Montaje de redes de saneamiento. ENAT0108De EverandMontaje de redes de saneamiento. ENAT0108Aún no hay calificaciones
- Terminación y expedición de tapones de corcho. MAMA0109De EverandTerminación y expedición de tapones de corcho. MAMA0109Calificación: 5 de 5 estrellas5/5 (1)
- Procedimiento Liquidos Penetrantes VIL-PR-QUA-009 (1) (1) - FINALDocumento11 páginasProcedimiento Liquidos Penetrantes VIL-PR-QUA-009 (1) (1) - FINALAnthony Velasquez SanchezAún no hay calificaciones
- Ope-Pro-Aem-003 Armado de EstructurasDocumento5 páginasOpe-Pro-Aem-003 Armado de EstructurasdiegocristianfloresAún no hay calificaciones
- Plan de Monitoreo y Control de La CalidadDocumento22 páginasPlan de Monitoreo y Control de La CalidadPaolo Loza DelgadoAún no hay calificaciones
- P-Sp-Mec-01 - Distribucion y Desfile de TuberiasDocumento8 páginasP-Sp-Mec-01 - Distribucion y Desfile de TuberiasCarlos Kcho AsportAún no hay calificaciones
- Dokumen - Tips - Procedimiento PT Aws d11 Ed 20081Documento19 páginasDokumen - Tips - Procedimiento PT Aws d11 Ed 20081Inspector CalidadAún no hay calificaciones
- PT-ASME SEC. V Rev 0Documento9 páginasPT-ASME SEC. V Rev 0Antonio VilchezAún no hay calificaciones
- Procedimiento de Trazado y ArmadoDocumento5 páginasProcedimiento de Trazado y ArmadoJesus CondoriAún no hay calificaciones
- TF0238-810-C-PRP-0006 Procedimiento Humectación de Caminos Rev 03Documento41 páginasTF0238-810-C-PRP-0006 Procedimiento Humectación de Caminos Rev 03Max BrunaAún no hay calificaciones
- PT-ASME B31.3 - 2020 Rev 0Documento11 páginasPT-ASME B31.3 - 2020 Rev 0Antonio VilchezAún no hay calificaciones
- Scip Ig A 04 I PDFDocumento5 páginasScip Ig A 04 I PDFCarlos Luis Esquerdo MarcanoAún no hay calificaciones
- 5.0 Procedimiento de Inspeccion VisualDocumento10 páginas5.0 Procedimiento de Inspeccion VisualareliAún no hay calificaciones
- (Procedimiento Inspeccion VisualDocumento6 páginas(Procedimiento Inspeccion VisualBrayan NavarroAún no hay calificaciones
- VT API 650-653 (Octubre 2010)Documento15 páginasVT API 650-653 (Octubre 2010)Gerardo Noe Sales MontesAún no hay calificaciones
- Microsoft Word - INDICE MANUAL PROCEDIMIENTOS Agost 2008.doc - ANEXO B - MANUAL DE PROCEDIMIENTOSDocumento170 páginasMicrosoft Word - INDICE MANUAL PROCEDIMIENTOS Agost 2008.doc - ANEXO B - MANUAL DE PROCEDIMIENTOScrisAún no hay calificaciones
- 02 Plan de Calidad Ecs SacDocumento32 páginas02 Plan de Calidad Ecs Sacjorge villaAún no hay calificaciones
- Inspeccion Visual Lineas y RecipientesDocumento16 páginasInspeccion Visual Lineas y RecipientesDavid Gustavo Flores AguiletaAún no hay calificaciones
- Plan de Control de CalidadDocumento35 páginasPlan de Control de Calidadmarino1973Aún no hay calificaciones
- QC-PT-PRO-001 GeneralDocumento33 páginasQC-PT-PRO-001 GeneralHenry GonzalezAún no hay calificaciones
- S Tal JJ5 Gen Qua PRD 0006 - 01Documento14 páginasS Tal JJ5 Gen Qua PRD 0006 - 01Carlos Ditmar Jiménez RivasAún no hay calificaciones
- PCOM-2182-MEC-002 A - Proc. General de Recep. de ConsumiblesDocumento14 páginasPCOM-2182-MEC-002 A - Proc. General de Recep. de ConsumiblesVidal ChoqueAún no hay calificaciones
- PLAN - DE - GESTION - DE - CALIDAD - Rev2Documento17 páginasPLAN - DE - GESTION - DE - CALIDAD - Rev2snemi1603Aún no hay calificaciones
- Poh 2840 120 Pro19 004Documento15 páginasPoh 2840 120 Pro19 004Julio MamaniAún no hay calificaciones
- Pr-Tal-007 Procedimiento de Inspección Por Tintes PenetrantesDocumento24 páginasPr-Tal-007 Procedimiento de Inspección Por Tintes PenetrantesFrancisco ImazAún no hay calificaciones
- Plan de Control de Calidad de ObraDocumento17 páginasPlan de Control de Calidad de ObraErix Roy Aro Quispe100% (2)
- Inspeccion de Soldadura Por Liquidos Penetrantes PDFDocumento13 páginasInspeccion de Soldadura Por Liquidos Penetrantes PDFvalentinAún no hay calificaciones
- Pcas 245 Op B 613 2Documento13 páginasPcas 245 Op B 613 2RafaelVasquezAún no hay calificaciones
- QAQC-P-04 - Rev0Documento12 páginasQAQC-P-04 - Rev0Aracely Anai MartinezAún no hay calificaciones
- Prueba HidrostaticaDocumento9 páginasPrueba HidrostaticaBrenda Helen Palenque ZelayaAún no hay calificaciones
- Plan de CalidadDocumento25 páginasPlan de CalidadJoaquin Lazo RojasAún no hay calificaciones
- Procedimiento de Prueba Hidrostatica en Taller para Elementos de Tuberia Forzada Proyecto MisicuniDocumento11 páginasProcedimiento de Prueba Hidrostatica en Taller para Elementos de Tuberia Forzada Proyecto MisicuniJhenny ChcAún no hay calificaciones
- Procedimiento de Control DimensionalDocumento8 páginasProcedimiento de Control Dimensionaldata diosesAún no hay calificaciones
- Procedimiento de Inspeccion Por Liquidos PenetratesDocumento10 páginasProcedimiento de Inspeccion Por Liquidos Penetratesgonzalofox10Aún no hay calificaciones
- Inspección Por Líquidos Penetrantes: CalidadDocumento12 páginasInspección Por Líquidos Penetrantes: CalidadCristian Xavier Avendaño BelloAún no hay calificaciones
- Plan de Aseguramiento de Calidad PCC Amg S.A.Documento18 páginasPlan de Aseguramiento de Calidad PCC Amg S.A.Anonymous ruMALV0r9a0% (1)
- Ope-Pro-Sem-004 Soldeo de Estructuras MetalicasDocumento9 páginasOpe-Pro-Sem-004 Soldeo de Estructuras MetalicasdiegocristianfloresAún no hay calificaciones
- Calculo y Seleccion de TuberiasDocumento10 páginasCalculo y Seleccion de TuberiasZhulay Salazar100% (1)
- P.op.34 Recepcion e Inspeccion de Tuberia V4Documento6 páginasP.op.34 Recepcion e Inspeccion de Tuberia V4Aimee Karina Prieto VillasmilAún no hay calificaciones
- PGC-04 Control de Productos No ConformesDocumento12 páginasPGC-04 Control de Productos No ConformesfanyAún no hay calificaciones
- Anexo 02Documento16 páginasAnexo 02eddy vilcaAún no hay calificaciones
- S Tal Gym Gen Civ PRD 0073Documento26 páginasS Tal Gym Gen Civ PRD 0073Haydé Miranda MantillaAún no hay calificaciones
- Plan de Calidad PuentesDocumento30 páginasPlan de Calidad PuentesDiana Leonor Torres Castillo100% (9)
- VIL-PROC-MEC-07 - ORN - Rev. 00Documento15 páginasVIL-PROC-MEC-07 - ORN - Rev. 00TonyRiverosBecerraAún no hay calificaciones
- Pdvsa Guia para La Elaboracion de Planes de La CalidadDocumento33 páginasPdvsa Guia para La Elaboracion de Planes de La CalidadAngel QuiñonezAún no hay calificaciones
- K CC4 153A1 QA PROC 037 - R0 EA Determinación de Limite LiquidoDocumento11 páginasK CC4 153A1 QA PROC 037 - R0 EA Determinación de Limite LiquidoNorman MorochoAún no hay calificaciones
- Plan Puntos Inspección de CompresorDocumento4 páginasPlan Puntos Inspección de CompresorMarco AguilarAún no hay calificaciones
- Plan de Calidad Rev 00Documento31 páginasPlan de Calidad Rev 00Manuel BustamanteAún no hay calificaciones
- Vil Proc Mec 06 Orn Rev. 00Documento11 páginasVil Proc Mec 06 Orn Rev. 00TonyRiverosBecerraAún no hay calificaciones
- Anexo B - Manual de ProcedimientosDocumento174 páginasAnexo B - Manual de ProcedimientosNicole Buendia VillenaAún no hay calificaciones
- Cl40-12110-Pro-Hs-Medel-007 - 0 - Procedimiento Trabajo Seguro Con Cargador FrontalDocumento27 páginasCl40-12110-Pro-Hs-Medel-007 - 0 - Procedimiento Trabajo Seguro Con Cargador FrontalPedro Varela EcheverríaAún no hay calificaciones
- Vil Proc Mec 08 Orn Rev. 00Documento10 páginasVil Proc Mec 08 Orn Rev. 00TonyRiverosBecerraAún no hay calificaciones
- K CC4 153A1 QA PROC 034 - R0 EA Análisis Granulometrico Por TamizadoDocumento11 páginasK CC4 153A1 QA PROC 034 - R0 EA Análisis Granulometrico Por TamizadoNorman MorochoAún no hay calificaciones
- Elaboro 04-04-2022 Reviso 04-04-2022 Aprobó 04-04-2022: Vic-Escoax-Jtb-Pro-Apla-MUR-012Documento7 páginasElaboro 04-04-2022 Reviso 04-04-2022 Aprobó 04-04-2022: Vic-Escoax-Jtb-Pro-Apla-MUR-012Gioser LopezAún no hay calificaciones
- PO-KS-MEC-GSCY-013 - Rev. B Proced Aplicacion de Revestimiento PolykenDocumento13 páginasPO-KS-MEC-GSCY-013 - Rev. B Proced Aplicacion de Revestimiento PolykenRodrigo MorenoAún no hay calificaciones
- CRC PR CA M 007 Sandblasting y PinturaDocumento9 páginasCRC PR CA M 007 Sandblasting y Pinturaisidro ruizAún no hay calificaciones
- ICP-QC-P-003 Procedimiento de Relleno y Compactacion Rev.0Documento11 páginasICP-QC-P-003 Procedimiento de Relleno y Compactacion Rev.0Renato Barboza Samaniego50% (2)
- CCECC-MA-PETS-005 Control de Material Particulado y EmisionesDocumento6 páginasCCECC-MA-PETS-005 Control de Material Particulado y EmisionesPierre LunaAún no hay calificaciones
- K-Cc2-170-Qa-Dcc-053 - RC Eb PDFDocumento245 páginasK-Cc2-170-Qa-Dcc-053 - RC Eb PDFGrover LuzaAún no hay calificaciones
- Ptol-Sayr-4457-27009898-Bc-Rcp - 510-001 FDocumento15 páginasPtol-Sayr-4457-27009898-Bc-Rcp - 510-001 FDiego Armado Valencia RiveraAún no hay calificaciones
- Trabajo 01 - Comportamiento HumanoDocumento26 páginasTrabajo 01 - Comportamiento HumanojeanpierAún no hay calificaciones
- DragAndDrop Con SwingDocumento4 páginasDragAndDrop Con SwingIsmael Antonio Céspedes AyllónAún no hay calificaciones
- TP 6 Salud y Ad 4toDocumento6 páginasTP 6 Salud y Ad 4toMelody AizpitarteAún no hay calificaciones
- FormulasDocumento8 páginasFormulasdahian bejaranoAún no hay calificaciones
- ProcedimientoServicioApoyo-6278170 YAMILE LEALDocumento3 páginasProcedimientoServicioApoyo-6278170 YAMILE LEALMEGASERV POINT SASAún no hay calificaciones
- Metodo de Mallas # 3Documento5 páginasMetodo de Mallas # 3Cristian Aldo Sanchez BurgoaAún no hay calificaciones
- Pba Ley 6021 Obras PublicasDocumento14 páginasPba Ley 6021 Obras PublicasDanilo EckerdtAún no hay calificaciones
- RUELAS Maria PEMCDocumento3 páginasRUELAS Maria PEMCMaría Iracema Ruelas AguilarAún no hay calificaciones
- Informe ObservaciónDocumento7 páginasInforme ObservaciónCarlos ChristianAún no hay calificaciones
- Nombres y Apellidos Código de Estudiante: Autor/esDocumento8 páginasNombres y Apellidos Código de Estudiante: Autor/esArely Gallardo CoronadoAún no hay calificaciones
- Negociacion IntegradoraDocumento6 páginasNegociacion Integradoramaribel romanAún no hay calificaciones
- Evaluación N°1Documento5 páginasEvaluación N°1Paola CanaviriAún no hay calificaciones
- Olympus 7-14mm F4.0Documento26 páginasOlympus 7-14mm F4.0raul velozoAún no hay calificaciones
- Disponibilidad de Opioides en Tu País y Tu LocalidadDocumento5 páginasDisponibilidad de Opioides en Tu País y Tu LocalidadmireyaAún no hay calificaciones
- Tesis Speedy Sustentada 01-12-15Documento119 páginasTesis Speedy Sustentada 01-12-15Juan Carlos Garate ChambillaAún no hay calificaciones
- 1.preguntas TeodiceaDocumento3 páginas1.preguntas TeodiceaDavid Galarza FernándezAún no hay calificaciones
- Resumen Explicativo de La Adultez Emergente. Unidad 5Documento5 páginasResumen Explicativo de La Adultez Emergente. Unidad 5Inés SánchezAún no hay calificaciones
- Apoyo Mtto Electrico 04-05-2023 Pta RetamasDocumento1 páginaApoyo Mtto Electrico 04-05-2023 Pta RetamasManuel Rondon TerronesAún no hay calificaciones
- Resumen de CHRISTUS-VIVITDocumento4 páginasResumen de CHRISTUS-VIVITJoséAún no hay calificaciones
- Os 100Documento6 páginasOs 100zkaitouAún no hay calificaciones
- Tesina I ParteDocumento99 páginasTesina I ParteAnita CeliaAún no hay calificaciones
- Musculo CardiacoDocumento2 páginasMusculo CardiacoFrancesca PupoAún no hay calificaciones
- Clase 03 - Base de DatosDocumento44 páginasClase 03 - Base de DatosRafael Edwin Gordillo FloresAún no hay calificaciones
- Didactik-Fichas DescriptivasDocumento7 páginasDidactik-Fichas DescriptivasIsaura MaldonadoAún no hay calificaciones
- FPP01 Matriz Correlación ExtendidaDocumento4 páginasFPP01 Matriz Correlación ExtendidaAnalisis de Muestras QuímicasAún no hay calificaciones
- Gaslac Tello Trabinv Bach 2019Documento17 páginasGaslac Tello Trabinv Bach 2019jaime higuitaAún no hay calificaciones
- Examen Diagnostico 2grado 2023 2024Documento10 páginasExamen Diagnostico 2grado 2023 2024MX TEAMAún no hay calificaciones
- Mirame Solo A MiDocumento202 páginasMirame Solo A MiWilfredo RamirezAún no hay calificaciones
- 0501JA - BSH ELECTRODOMESTICOS S.A.C. - Mantenimiento de Ablandador de 1...Documento3 páginas0501JA - BSH ELECTRODOMESTICOS S.A.C. - Mantenimiento de Ablandador de 1...Yanina AliagaAún no hay calificaciones
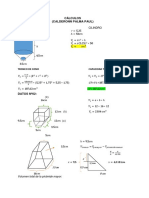
- CALCULOS de TolvaDocumento6 páginasCALCULOS de TolvapaulAún no hay calificaciones