También podría gustarte
- Kanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)De EverandKanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)Calificación: 4.5 de 5 estrellas4.5/5 (6)
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Mapas de Flujo de ValorDocumento12 páginasMapas de Flujo de ValorAngel LopezAún no hay calificaciones
- MÓDULO II HeijunkaDocumento22 páginasMÓDULO II HeijunkaAyzak CornejoAún no hay calificaciones
- WCM Taller KanbanDocumento77 páginasWCM Taller KanbanMemo Gonzalez AlemanAún no hay calificaciones
- Ejemplo de Aplicación VSM PDFDocumento7 páginasEjemplo de Aplicación VSM PDFFernando MantillaAún no hay calificaciones
- 13 - Directorio de Empresas MinerasDocumento111 páginas13 - Directorio de Empresas Minerasjoyce bottgerAún no hay calificaciones
- Takt Time y Lead TimeDocumento14 páginasTakt Time y Lead TimefcarlostorresAún no hay calificaciones
- HEIJUNKADocumento7 páginasHEIJUNKAhenryAún no hay calificaciones
- Unidad 3 Sistemas de Producciã N Esbelta y Justo A TiempoDocumento6 páginasUnidad 3 Sistemas de Producciã N Esbelta y Justo A TiempoAmairany rodriguezAún no hay calificaciones
- Taller Nro 5 - 2-CASO - DE - ESTUDIO - VSM - TROQUELADORA - ACME - ALUMNO PDFDocumento10 páginasTaller Nro 5 - 2-CASO - DE - ESTUDIO - VSM - TROQUELADORA - ACME - ALUMNO PDFDalia Fernanda Perales VilcaAún no hay calificaciones
- 3 Niveles de La Manufactura EsbeltaDocumento18 páginas3 Niveles de La Manufactura EsbeltaRocioSanchezAún no hay calificaciones
- Proyecto de Administracion de OperacionesDocumento10 páginasProyecto de Administracion de OperacionesAlejandro Arevalo Hernández100% (1)
- 2 Heijunka PDFDocumento5 páginas2 Heijunka PDFJorge VAún no hay calificaciones
- Fase 2 - Colaborativo - Grupo - 41Documento14 páginasFase 2 - Colaborativo - Grupo - 41José Luis Fernández FrancoAún no hay calificaciones
- Expo Lean ManufacturingDocumento88 páginasExpo Lean ManufacturingAlan AguilarAún no hay calificaciones
- El Value Stream MappingDocumento27 páginasEl Value Stream MappingGian Karloo Apumayta100% (1)
- 4.2 VSMDocumento6 páginas4.2 VSMDiaz DavidAún no hay calificaciones
- 3.2.3 Taller de Flujo Continuo - ConvideoDocumento38 páginas3.2.3 Taller de Flujo Continuo - ConvideoJosé Mateo Obregón HernándezAún no hay calificaciones
- Resumen de EpecDocumento6 páginasResumen de EpecBenito Camelo Camacho AnguloAún no hay calificaciones
- Cuestionario JITDocumento12 páginasCuestionario JITJuan Sebastian RuizAún no hay calificaciones
- Mapeo de La Cadena de ValorDocumento31 páginasMapeo de La Cadena de ValorCA PCAún no hay calificaciones
- Unidad 3Documento25 páginasUnidad 3Alexendy Condado SotoAún no hay calificaciones
- Definición Y Medición: Selección de Proyectos de Mejora Basados en La Creación de VSMDocumento14 páginasDefinición Y Medición: Selección de Proyectos de Mejora Basados en La Creación de VSMSamuel LozanoAún no hay calificaciones
- Resumen Capítulo 5 DemandaDocumento6 páginasResumen Capítulo 5 DemandaJazmin AcosstaAún no hay calificaciones
- Mapa Del Estado Futuro - PiciiDocumento18 páginasMapa Del Estado Futuro - PiciiStephanie ButtronAún no hay calificaciones
- Ing Esbeta Unidad 2 Mapeo Del Valor (4 de 4) PDFDocumento29 páginasIng Esbeta Unidad 2 Mapeo Del Valor (4 de 4) PDFIchigo Shiba KurosakiAún no hay calificaciones
- Capitulo 5 DemandaDocumento16 páginasCapitulo 5 DemandaJazmin AcosstaAún no hay calificaciones
- JishukenDocumento2 páginasJishukenAdary RunningwolfAún no hay calificaciones
- Sistemas Justo A Tiempo y ProducciónDocumento12 páginasSistemas Justo A Tiempo y ProducciónmperezlAún no hay calificaciones
- Mapa de Valor. (VSM)Documento10 páginasMapa de Valor. (VSM)Iván Cayetano CastelánAún no hay calificaciones
- Importancia de Los Sistemas de HalarDocumento9 páginasImportancia de Los Sistemas de HalarJuancarlos MartinezAún no hay calificaciones
- Value Stream Mapping: ¿Cuáles Son Las Características de Una Cadena de Valor Lean?Documento8 páginasValue Stream Mapping: ¿Cuáles Son Las Características de Una Cadena de Valor Lean?omar piña albaAún no hay calificaciones
- HeijunkaDocumento4 páginasHeijunkaLeonel Zuñiga CristóbalAún no hay calificaciones
- ¿Qué Es VSM?Documento20 páginas¿Qué Es VSM?jorge vazquezAún no hay calificaciones
- HEIJUNKADocumento11 páginasHEIJUNKAJck TolentinoAún no hay calificaciones
- Manufactura Esbelta y JustoATiempoDocumento9 páginasManufactura Esbelta y JustoATiempoYan Rivera De CardonaAún no hay calificaciones
- Unidad 2 Sistemas de Produccion EsbeltaDocumento40 páginasUnidad 2 Sistemas de Produccion EsbeltaIrving CazaresAún no hay calificaciones
- One Piece Flow y KanbanDocumento8 páginasOne Piece Flow y KanbanRicardo Aslla FloresAún no hay calificaciones
- Almacenes JitDocumento6 páginasAlmacenes JitJessie Garcia100% (1)
- HEIJUNKADocumento8 páginasHEIJUNKAotitwoAún no hay calificaciones
- Kanban - AplicacionesDocumento5 páginasKanban - AplicacionesPaolaFernandezEchevarriaAún no hay calificaciones
- Tecnologias BlandasDocumento9 páginasTecnologias BlandasMiguel Angel Mandujano LopezAún no hay calificaciones
- Tipos de Kanban y Sus UsosDocumento20 páginasTipos de Kanban y Sus UsosEnigmalobo Casas100% (1)
- APUNTES TEMA 3.1 KanbanDocumento8 páginasAPUNTES TEMA 3.1 KanbanGil Morales David SalvadorAún no hay calificaciones
- HeijunkaDocumento6 páginasHeijunkaMarianelaAún no hay calificaciones
- HeijunkaDocumento41 páginasHeijunkaLesly Rosell AlcantaraAún no hay calificaciones
- Manufactura Esbelta 3 NivelesDocumento20 páginasManufactura Esbelta 3 NivelesBrandon MaxieAún no hay calificaciones
- KanbanDocumento7 páginasKanbanFernando Alonso Díaz AlvarezAún no hay calificaciones
- KanbanDocumento7 páginasKanbandubisAún no hay calificaciones
- Ejemplo de Implementación de Un VSMDocumento9 páginasEjemplo de Implementación de Un VSMDiego Vargas GuillenAún no hay calificaciones
- KanbanDocumento9 páginasKanbanMarianelaAún no hay calificaciones
- Orígenes de LeanDocumento9 páginasOrígenes de LeanSally OrtegaAún no hay calificaciones
- Definicion y MedicionDocumento14 páginasDefinicion y MedicionEdgar Daniel RodriguezAún no hay calificaciones
- Heijunka Equipo 2 - 1Documento20 páginasHeijunka Equipo 2 - 1Eduardo Díaz varaAún no hay calificaciones
- Kanban Control de Materiales y ProducciónDocumento11 páginasKanban Control de Materiales y ProducciónDiego Andres Diaz CuervoAún no hay calificaciones
- VSM Objetivo o FuturoDocumento3 páginasVSM Objetivo o FuturoMARIA ANGELICA NARANJO HERNANDEZAún no hay calificaciones
- EQ3 Tiempo Ciclo y Takt Time nrb0g8Documento42 páginasEQ3 Tiempo Ciclo y Takt Time nrb0g8Anonymous XYrojYDzM100% (2)
- CUESTIONARIO Takt Time PDFDocumento4 páginasCUESTIONARIO Takt Time PDFZurii MedinaAún no hay calificaciones
- Investigación de KanbanDocumento5 páginasInvestigación de Kanbaneduard baronAún no hay calificaciones
- Mapeo de La Cadena de Valor VSMDocumento64 páginasMapeo de La Cadena de Valor VSMArianaAún no hay calificaciones
- Value Stream MappingDocumento18 páginasValue Stream MappingankagasaAún no hay calificaciones
- Pasos Del Proceso Del Mapeo Del Flujo de Valor Del Estado ActualDocumento7 páginasPasos Del Proceso Del Mapeo Del Flujo de Valor Del Estado ActualAlejandro Arevalo HernándezAún no hay calificaciones
- Que Es El Diagrama Causa EfectoDocumento8 páginasQue Es El Diagrama Causa EfectoAlejandro Arevalo HernándezAún no hay calificaciones
- Indices de CapacidadDocumento8 páginasIndices de CapacidadAlejandro Arevalo HernándezAún no hay calificaciones
- Grupo Verde - Ejercicios PropuestosDocumento34 páginasGrupo Verde - Ejercicios Propuestosjuan arturo100% (1)
- Carta de La Cámara de Turismo Al Concejo Deliberante de El BolsònDocumento2 páginasCarta de La Cámara de Turismo Al Concejo Deliberante de El BolsònLimite42.comAún no hay calificaciones
- Material de Apoyo-Costo Por ProcesoDocumento41 páginasMaterial de Apoyo-Costo Por ProcesoJOSE FABIO TORRES NIEVESAún no hay calificaciones
- Agrecoes Clientes en La Romana - San Pedro de Mac - Otros en BavaroDocumento5 páginasAgrecoes Clientes en La Romana - San Pedro de Mac - Otros en BavaroManuelDujarricAún no hay calificaciones
- Tarea#2 1AIIDocumento4 páginasTarea#2 1AIIKimberly MunguiaAún no hay calificaciones
- Examen de La Segunda UnidadDocumento3 páginasExamen de La Segunda Unidadjonel Luna hualcasAún no hay calificaciones
- Semana 11.1 Contabilidad de Costos Costos Por ProcesoDocumento22 páginasSemana 11.1 Contabilidad de Costos Costos Por ProcesoLUIS ALBERTO CHAVEZ TENORIOAún no hay calificaciones
- Fax Coyuntural 2021Documento6 páginasFax Coyuntural 2021huber charccahuana choqqueAún no hay calificaciones
- .Recuperacion de Toma de DesicionesDocumento19 páginas.Recuperacion de Toma de DesicionesErik ChaconAún no hay calificaciones
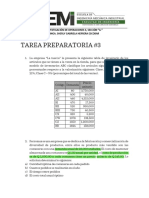
- Tarea Preparatoria 03Documento3 páginasTarea Preparatoria 03Gabriela MartínezAún no hay calificaciones
- Industria Textil e IndumentariaDocumento2 páginasIndustria Textil e Indumentariaanalia ferreAún no hay calificaciones
- Pe LogisticaDocumento13 páginasPe LogisticaGABRIEL TIMOTEO FLORES MORENOAún no hay calificaciones
- Relación de Pequeñas Empresas (No MYPE Tributarias) - 29!10!22Documento23 páginasRelación de Pequeñas Empresas (No MYPE Tributarias) - 29!10!22Ethel Anhiela EspinozaAún no hay calificaciones
- Productividad y Costo de OpreacionDocumento24 páginasProductividad y Costo de OpreacionBrandon klaus Delgado SangamaAún no hay calificaciones
- Dist - Secundaria Indusria de Cera LiquidaDocumento12 páginasDist - Secundaria Indusria de Cera Liquidagracielacruz716Aún no hay calificaciones
- Costeo Directo - El Vitaminado - EjercicioDocumento7 páginasCosteo Directo - El Vitaminado - EjercicioPablo José Tucubal GalindoAún no hay calificaciones
- Tpus 2023Documento171 páginasTpus 2023Kevin Santos MtzAún no hay calificaciones
- Primero & ÚltimoDocumento15 páginasPrimero & ÚltimoMauro ArroyoAún no hay calificaciones
- TAREA 2 Costo de ProduccionDocumento11 páginasTAREA 2 Costo de ProduccionEmily FernándezAún no hay calificaciones
- Lista PucDocumento3 páginasLista PucMariaAún no hay calificaciones
- Bono de Horas ExtraDocumento15 páginasBono de Horas ExtraNathalie MedinaAún no hay calificaciones
- PRACTICA N°4 2022-2 UniDocumento3 páginasPRACTICA N°4 2022-2 UniJuan MallmaAún no hay calificaciones
- Primera Revolución Industrial para 4° de SecundariaDocumento7 páginasPrimera Revolución Industrial para 4° de SecundariaCarolina Benavides MalquiAún no hay calificaciones
- Tarea 3. Análisis de Caso Esperanza de Vida de Los Negocios en México VfinalDocumento25 páginasTarea 3. Análisis de Caso Esperanza de Vida de Los Negocios en México VfinalJoaquinAún no hay calificaciones
- 2019-03-30 Cifras Sectoriales SoyaDocumento23 páginas2019-03-30 Cifras Sectoriales SoyaAlex Sandoval VelaAún no hay calificaciones
- Investigacion SAMDocumento10 páginasInvestigacion SAMManuel SoberanoAún no hay calificaciones
- Catalogo Aluminium 2022Documento142 páginasCatalogo Aluminium 2022Maria Lopez MartinezAún no hay calificaciones
- Empresas Bogota ClasificadasDocumento1216 páginasEmpresas Bogota ClasificadasMichael GreiffensteinAún no hay calificaciones