También podría gustarte
- VEENA DAS (2015) How The Body Speaks (TRADUCCIÓN)Documento32 páginasVEENA DAS (2015) How The Body Speaks (TRADUCCIÓN)Maria Sirex Consuegra Díaz-GranadosAún no hay calificaciones
- Taller 9 - CalidadDocumento6 páginasTaller 9 - CalidadISCOAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Procedimiento de CorteDocumento4 páginasProcedimiento de Cortecristhian celisAún no hay calificaciones
- Toma de Decisiones Introduccion A La IngenieriaDocumento5 páginasToma de Decisiones Introduccion A La IngenieriakarlaAún no hay calificaciones
- Semana 5 - Word - Desarrollo de Un EDT-grupo5Documento1 páginaSemana 5 - Word - Desarrollo de Un EDT-grupo5vale huertasAún no hay calificaciones
- II157 DD-SO5 - 2021-02 HDC Dinámica Trabajo en EquipoDocumento5 páginasII157 DD-SO5 - 2021-02 HDC Dinámica Trabajo en EquipoRenan Tamayo RiosAún no hay calificaciones
- Anlisis Modal de Fallos y Efectos (Amef)Documento2 páginasAnlisis Modal de Fallos y Efectos (Amef)Frank Junior Carhuatay PinedoAún no hay calificaciones
- 2022-01 CALIDAD Taller-10 AMEFDocumento7 páginas2022-01 CALIDAD Taller-10 AMEFPiero MalpartidaAún no hay calificaciones
- Toma de Decisiones Introduccion A La IngenieriaDocumento5 páginasToma de Decisiones Introduccion A La IngenieriakarlaAún no hay calificaciones
- Metodologia de Mejora de Procesos. Los 7 PasosDocumento21 páginasMetodologia de Mejora de Procesos. Los 7 PasosHugo Alonzo RamírezAún no hay calificaciones
- (TQM) Aplicar Las 7 Reglas para El Control de Su Producto No ConformeDocumento10 páginas(TQM) Aplicar Las 7 Reglas para El Control de Su Producto No ConformeSilvia UribeAún no hay calificaciones
- 3.2.4.160.1 Instructivo Dimensionado de Guardera (Trabajo Taller)Documento5 páginas3.2.4.160.1 Instructivo Dimensionado de Guardera (Trabajo Taller)franco pobleteAún no hay calificaciones
- Diagrama de Operaciones de ProcesoDocumento6 páginasDiagrama de Operaciones de ProcesoFRANCO BTZAún no hay calificaciones
- Taller 9 - CalidadDocumento4 páginasTaller 9 - CalidadISCOAún no hay calificaciones
- Taller DDDocumento4 páginasTaller DDJohannCecilioLlamoccaAún no hay calificaciones
- AMEFDocumento16 páginasAMEFVictor Sotelo Jimenez100% (1)
- Amef - Castro Sánchez Manuel AdriánDocumento6 páginasAmef - Castro Sánchez Manuel Adriáncastro.mantenimiento21Aún no hay calificaciones
- 21 - Tecnologia Del Sector Costura 4 Puntadas y Pespuntes PDFDocumento8 páginas21 - Tecnologia Del Sector Costura 4 Puntadas y Pespuntes PDFelisaAún no hay calificaciones
- Solucion de Un ProblemaDocumento6 páginasSolucion de Un Problemajaramos2278Aún no hay calificaciones
- DD Taller-Solucionario Amef - G1Documento10 páginasDD Taller-Solucionario Amef - G1Priscilla Ríos NovoaAún no hay calificaciones
- Arsac Final1Documento28 páginasArsac Final1AliciaAún no hay calificaciones
- Acciones 2024Documento27 páginasAcciones 2024Joaquin CarmonaAún no hay calificaciones
- Guia de Inspeccion RespuestasDocumento32 páginasGuia de Inspeccion RespuestasMaria Del Pilar CaicedoAún no hay calificaciones
- Analisis de Soldadura Aplicando El Método de Six Sigma PDFDocumento13 páginasAnalisis de Soldadura Aplicando El Método de Six Sigma PDFMarcelys HernandezAún no hay calificaciones
- Estrategia de Tarjetas RojasDocumento3 páginasEstrategia de Tarjetas RojasVictro CruzAún no hay calificaciones
- Informe Grupal Fase 2 - Concepción de La Solución A ProblemáticasDocumento12 páginasInforme Grupal Fase 2 - Concepción de La Solución A ProblemáticasDairys EspitiaAún no hay calificaciones
- CGS - Pets - 07 - Inst Manual Bomb Sumerg en Poza de Bombeo Aux en Interior MinaDocumento4 páginasCGS - Pets - 07 - Inst Manual Bomb Sumerg en Poza de Bombeo Aux en Interior MinaFranco VilcamangoAún no hay calificaciones
- Administración Del MantenimientoDocumento9 páginasAdministración Del MantenimientoEder MoralesAún no hay calificaciones
- THRTHDocumento33 páginasTHRTHjuanAún no hay calificaciones
- Informe de Gestión de Riesgo Kit de Cateterización para Hemosiálisis y PlasmaféresisDocumento16 páginasInforme de Gestión de Riesgo Kit de Cateterización para Hemosiálisis y PlasmaféresisdaysiAún no hay calificaciones
- Wuolah Free Tema 5 ResueltoDocumento9 páginasWuolah Free Tema 5 ResueltoAnonymous byT4fQAún no hay calificaciones
- Ejercicio ParetoDocumento5 páginasEjercicio ParetoPaola MacíasAún no hay calificaciones
- Material Procedimiento Operativo Motoniveladora Minera Lastrado Material Preparado Chancado Mantenimiento Vias MinaDocumento3 páginasMaterial Procedimiento Operativo Motoniveladora Minera Lastrado Material Preparado Chancado Mantenimiento Vias Minajose quispeAún no hay calificaciones
- Poe para La Barra de Chocolate TeobrianaDocumento3 páginasPoe para La Barra de Chocolate Teobrianajulian gomezAún no hay calificaciones
- Mtto Preventivo ProgamadoDocumento4 páginasMtto Preventivo ProgamadoLuisamaria Gonzalez GonzalezAún no hay calificaciones
- Actividad 5 CadenaDocumento6 páginasActividad 5 Cadenamarcelo garciaAún no hay calificaciones
- 2023-01 Taller 02 - Pareto - Ishikawa v1 - ENUNCIADODocumento4 páginas2023-01 Taller 02 - Pareto - Ishikawa v1 - ENUNCIADOMarielena Cuba AguiarAún no hay calificaciones
- AMEFDocumento6 páginasAMEFARMANDO VAZQUEZ ROJOAún no hay calificaciones
- EXPOSICION MANTENIMIENTO-modificadoDocumento9 páginasEXPOSICION MANTENIMIENTO-modificadoamonsalvematiosAún no hay calificaciones
- Lizeht - Yael - Ramirez - Fase - 3 - ColaborativoDocumento15 páginasLizeht - Yael - Ramirez - Fase - 3 - ColaborativoLuis Miguel Penagos HurtadoAún no hay calificaciones
- Black Fine-Trabajo Final 2SDocumento94 páginasBlack Fine-Trabajo Final 2SFRANK GHERSON MEZA HIDALGOAún no hay calificaciones
- ENTREGA SEMANA 7 Organizacion GrupDocumento20 páginasENTREGA SEMANA 7 Organizacion Grupsebatian chavarriaAún no hay calificaciones
- ArcairDocumento121 páginasArcairJaneth PerezAún no hay calificaciones
- Trabajo Grupal Semana13Documento2 páginasTrabajo Grupal Semana13Stephanie MoralesAún no hay calificaciones
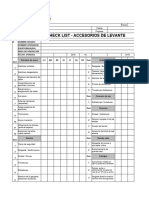
- Check List Accsesorios de Levante IzajeDocumento4 páginasCheck List Accsesorios de Levante Izajebastian coria gonzalezAún no hay calificaciones
- Informe Capstone Project DIANADocumento5 páginasInforme Capstone Project DIANAOscar Alfonso Galvez MegoAún no hay calificaciones
- Castillo Granados Jaime Herramientas CalidadDocumento10 páginasCastillo Granados Jaime Herramientas CalidadCastillo JoelAún no hay calificaciones
- Calibrador Pie Rey PDFDocumento2 páginasCalibrador Pie Rey PDFMichael DuvanAún no hay calificaciones
- Ats Traajo en Altura PinturaDocumento4 páginasAts Traajo en Altura PinturaWendy OscanoaAún no hay calificaciones
- Procedimiento KiefDocumento11 páginasProcedimiento KiefMarlyn GomezAún no hay calificaciones
- Seguridad e Higiene IndustrialDocumento8 páginasSeguridad e Higiene IndustrialORITO AGRESIVOAún no hay calificaciones
- La Maquina de EsmerilarDocumento46 páginasLa Maquina de EsmerilarAlfredo AlejosAún no hay calificaciones
- Guia Final de Controlar Las Actividades de MantenimientoDocumento10 páginasGuia Final de Controlar Las Actividades de Mantenimientobrayan mejiatrespalaciosAún no hay calificaciones
- TPMDocumento5 páginasTPMYamilet VillanuevaAún no hay calificaciones
- Correccion FODADocumento13 páginasCorreccion FODAdanitza gonzalesAún no hay calificaciones
- Hojas de Ruta ZapateraDocumento5 páginasHojas de Ruta ZapateraNoé De Jesús Orellana HernándezAún no hay calificaciones
- Concientizacion Calidad en Los ProcesosDocumento16 páginasConcientizacion Calidad en Los ProcesosYuritza SarabiaAún no hay calificaciones
- Tarea 7 Auditoria Interna de de Calidad 2019 IaccDocumento8 páginasTarea 7 Auditoria Interna de de Calidad 2019 IaccArmand Andres Mendoza Vargas100% (2)
- AST Aplicacion de Pintura FascilidadesDocumento2 páginasAST Aplicacion de Pintura FascilidadesLizeth Yadira Silva Rondon100% (1)
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109De EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Aún no hay calificaciones
- Lista de VehiculosDocumento9 páginasLista de VehiculosLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Empresa Agroquimica ApanDocumento2 páginasEmpresa Agroquimica ApanLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Basic LookDocumento7 páginasBasic LookLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Reporte de Metodología y Aplicación de 5 S Cardona SamperioDocumento7 páginasReporte de Metodología y Aplicación de 5 S Cardona SamperioLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Introduccion Iso 9001Documento1 páginaIntroduccion Iso 9001LUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Diseño Estación TrabajoDocumento5 páginasDiseño Estación TrabajoLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Uso y Limpieza de Sierra-CintaDocumento8 páginasUso y Limpieza de Sierra-CintaLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Mapa ConceptualDocumento3 páginasMapa ConceptualLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Diagrama BimanualDocumento5 páginasDiagrama BimanualLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Actividad U2A2. Simbología Sobre SoldaduraDocumento6 páginasActividad U2A2. Simbología Sobre SoldaduraLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Mapa Conceptual Norma ISO 9001 2015Documento1 páginaMapa Conceptual Norma ISO 9001 2015LUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- U3A1 Tabla Del Método Del TransporteDocumento12 páginasU3A1 Tabla Del Método Del TransporteLUISA ILALELITH CARDONA SAMPERIOAún no hay calificaciones
- Taller Educativo para El Grado PrimeroDocumento11 páginasTaller Educativo para El Grado PrimeroMaria Fabiola Yepes OsorioAún no hay calificaciones
- Prueba Final 1° Periodo LENGUAJEDocumento3 páginasPrueba Final 1° Periodo LENGUAJEUTP Colegio El AlbaAún no hay calificaciones
- 1 P EVALUACION INICIAL 1º COMPLETAS ChipionaDocumento40 páginas1 P EVALUACION INICIAL 1º COMPLETAS ChipionaluzAún no hay calificaciones
- Matriz LegalDocumento52 páginasMatriz LegalLizeth Katherin MonsalveAún no hay calificaciones
- 3 CORIMON 620 LINEA AV-2000 MONTAFIX Hoja de SeguridadDocumento2 páginas3 CORIMON 620 LINEA AV-2000 MONTAFIX Hoja de SeguridadRuben Araujo100% (4)
- U2 Mapa Mental Mena Morales SarahiDocumento2 páginasU2 Mapa Mental Mena Morales SarahiIRVING EDUARDO GALINDO BARRERAAún no hay calificaciones
- Cap 18 - Demencias y Alzheimer (Bruna Rehab.)Documento32 páginasCap 18 - Demencias y Alzheimer (Bruna Rehab.)Irene100% (1)
- RS232 Converter MAX3232 PDFDocumento3 páginasRS232 Converter MAX3232 PDFVictor Colpo NavarreteAún no hay calificaciones
- ACTUALIZAR EVA6CON LECTURA CRITICA, Etica y ArtisticaDocumento6 páginasACTUALIZAR EVA6CON LECTURA CRITICA, Etica y ArtisticaVictoria Eugenia Garcia GomezAún no hay calificaciones
- Declaración de Un VencidoDocumento5 páginasDeclaración de Un VencidoEva Quevedo VegaAún no hay calificaciones
- Guia n3 Ingles 7mo JlatorreDocumento6 páginasGuia n3 Ingles 7mo JlatorreMarcelAún no hay calificaciones
- Evaluacion de La Resistencia de BloquesDocumento60 páginasEvaluacion de La Resistencia de Bloqueskelly maribelAún no hay calificaciones
- Mapa Conceptuales - Neumonia, Tuberculosis, CirrosisDocumento3 páginasMapa Conceptuales - Neumonia, Tuberculosis, CirrosisAbel Quiroz OcañaAún no hay calificaciones
- HTTPWWW - Prepa9.unam - Mxetimologias Interactivasalfabetogriego - PHPDocumento1 páginaHTTPWWW - Prepa9.unam - Mxetimologias Interactivasalfabetogriego - PHPVALERIA HURTADOAún no hay calificaciones
- Comprensión Lectora 1 Eso, Viaje Por Un Mar de TextosDocumento36 páginasComprensión Lectora 1 Eso, Viaje Por Un Mar de TextosSara Leal100% (1)
- Pei Vedruna 2023Documento48 páginasPei Vedruna 2023Diana Maribel Arevalo RuizAún no hay calificaciones
- Colón Era JudíoDocumento2 páginasColón Era Judíowilfredo torresAún no hay calificaciones
- Preguntero Teoria de La Argumentacion JuridicaDocumento25 páginasPreguntero Teoria de La Argumentacion JuridicaLisandro Mainero88% (8)
- Mapa Conceptual - Medio AmbienteDocumento16 páginasMapa Conceptual - Medio AmbienteStevenAún no hay calificaciones
- Libreto de Estática ARQ Cap 4Documento11 páginasLibreto de Estática ARQ Cap 4nandcastmAún no hay calificaciones
- Estrategia de Los Productos NotablesDocumento99 páginasEstrategia de Los Productos Notablesjpereiraortega0% (1)
- Primer Examen ÁlgebraDocumento5 páginasPrimer Examen ÁlgebraReyna BlessureAún no hay calificaciones
- Stengers - Qué Hacer Con GaiaDocumento9 páginasStengers - Qué Hacer Con GaiaGastón SenaAún no hay calificaciones
- Unidad 1 y 2Documento42 páginasUnidad 1 y 2Denise CastroAún no hay calificaciones
- Sistemas de PVC SchücoDocumento35 páginasSistemas de PVC SchücoSebastián MonsalveAún no hay calificaciones
- Plantas MedicinalesDocumento14 páginasPlantas MedicinalesYadhira FuentesAún no hay calificaciones
- 04 Ind 182 Trabajo de GradoDocumento123 páginas04 Ind 182 Trabajo de GradostefaymedinaAún no hay calificaciones
- Oesterheld, El Geólogo Olvidado PDFDocumento175 páginasOesterheld, El Geólogo Olvidado PDFseymour79Aún no hay calificaciones
- Tarea 3 Jorge MartinezDocumento14 páginasTarea 3 Jorge MartinezJesus LeitonAún no hay calificaciones