También podría gustarte
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- Proyect CharterDocumento20 páginasProyect CharterEduardo Salvador Correa RojasAún no hay calificaciones
- Mantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209De EverandMantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209Aún no hay calificaciones
- William Paul Rosado Ortiz.Documento18 páginasWilliam Paul Rosado Ortiz.Estefania MtzAún no hay calificaciones
- Programación del funcionamiento, mantenimiento y adquisición de equipos e instalaciones. AGAJ0308De EverandProgramación del funcionamiento, mantenimiento y adquisición de equipos e instalaciones. AGAJ0308Aún no hay calificaciones
- Protocolo de TitulaciónDocumento27 páginasProtocolo de TitulaciónGENARO GUTIÉRREZ BECERRILAún no hay calificaciones
- Mantenimiento Predictivo de La Planta CementeraDocumento92 páginasMantenimiento Predictivo de La Planta CementeraGabo García Granizo50% (2)
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109De EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Aún no hay calificaciones
- Introduccion Al Mantenimiento Industrial PDFDocumento417 páginasIntroduccion Al Mantenimiento Industrial PDFManuel Gonzalez ValdezAún no hay calificaciones
- Aplicación de productos superficiales de acabado en carpintería y mueble. MAMD0109De EverandAplicación de productos superficiales de acabado en carpintería y mueble. MAMD0109Aún no hay calificaciones
- Mantenimiento de MaquinariaDocumento15 páginasMantenimiento de MaquinariaKarla Saique QuispeAún no hay calificaciones
- Protocolo-Portafolio de EvidenciasCDocumento16 páginasProtocolo-Portafolio de EvidenciasCErick OrdazAún no hay calificaciones
- Proyect Charter - Eduardo CorreaDocumento20 páginasProyect Charter - Eduardo CorreaEduardo Salvador Correa RojasAún no hay calificaciones
- 3 - Ingenierà - A de MantenimientoDocumento20 páginas3 - Ingenierà - A de MantenimientoJESUS DAVID BELLO LEDESMAAún no hay calificaciones
- 0190Documento39 páginas0190AbimaelUchihaAún no hay calificaciones
- Trabajo Final - Afra CruzDocumento36 páginasTrabajo Final - Afra CruzAnapaula SaldañaAún no hay calificaciones
- Introducción Al Mantenimiento Industrial y Generalidades.Documento15 páginasIntroducción Al Mantenimiento Industrial y Generalidades.Mayra DelAún no hay calificaciones
- Proyecto Mantenimiento en Maquinas VialesDocumento27 páginasProyecto Mantenimiento en Maquinas VialesJesús VeraAún no hay calificaciones
- TAREA 6 (CHAVEZ INCHE, Mark Anthony Kriss)Documento13 páginasTAREA 6 (CHAVEZ INCHE, Mark Anthony Kriss)Mark ChavezAún no hay calificaciones
- Proyecto Actual MantenimientoDocumento21 páginasProyecto Actual MantenimientoMayorin Doris Calle VizaAún no hay calificaciones
- Monografia de Mantenimiento Jesus Roque AlcocerDocumento28 páginasMonografia de Mantenimiento Jesus Roque AlcocerMarisol RodriguezAún no hay calificaciones
- Mantenimiento Preventivo Trabajo FinalDocumento19 páginasMantenimiento Preventivo Trabajo FinalELMERAún no hay calificaciones
- Quinto, Pinillos - Grupo 11Documento15 páginasQuinto, Pinillos - Grupo 11Luighi PinillosAún no hay calificaciones
- Gestión de Maquinaria y Equipos ALTAMIRANODocumento12 páginasGestión de Maquinaria y Equipos ALTAMIRANOMiki CepedaAún no hay calificaciones
- Propuesta de Un Plan de Mantenimiento ProgramadoDocumento8 páginasPropuesta de Un Plan de Mantenimiento ProgramadoVillarreal Espinoza SergioAún no hay calificaciones
- GESTION DE MANTENIMIENTO INDUSTRIAL - CitasDocumento7 páginasGESTION DE MANTENIMIENTO INDUSTRIAL - CitasShanell Elisa Del Milagro Ortiz Benavides100% (1)
- TP Grupo-7 MantenimientooDocumento58 páginasTP Grupo-7 MantenimientooLuis MejíaAún no hay calificaciones
- Equipo 5 LubricacionDocumento20 páginasEquipo 5 LubricacionJaxx 616Aún no hay calificaciones
- Documento Sin TítuloDocumento6 páginasDocumento Sin TítuloMASHELY MEL CCANTO NUÑEZAún no hay calificaciones
- Industrializacion de Bloque de Motor Diesel, Proceso de MecanizadoDocumento203 páginasIndustrializacion de Bloque de Motor Diesel, Proceso de MecanizadoFerNandoAún no hay calificaciones
- Mantenimiento de Chancadora (Final)Documento142 páginasMantenimiento de Chancadora (Final)Alex M.P.Aún no hay calificaciones
- Fundamentos Del MantenimientoDocumento8 páginasFundamentos Del MantenimientoJuan luis FigueroaAún no hay calificaciones
- GMMD21 U2 DR2Documento15 páginasGMMD21 U2 DR2Anonimous 19Aún no hay calificaciones
- Proyecto Culminado de Tesis Maquinaria PesadaDocumento20 páginasProyecto Culminado de Tesis Maquinaria PesadaWilliam Ramos Leon33% (3)
- Tecnicas de MantenimientoDocumento13 páginasTecnicas de MantenimientoCarlos RamosAún no hay calificaciones
- Plan de Mantenimiento-DanielDocumento27 páginasPlan de Mantenimiento-DanielDANIEL RICARDO LACHE GONZALEZAún no hay calificaciones
- MonografiaDocumento15 páginasMonografiaOmarAnguloAlvaradoAún no hay calificaciones
- Mantenimiento Mafia Tecsup TacusiDocumento23 páginasMantenimiento Mafia Tecsup TacusiRobertoQuispeEscarcenaAún no hay calificaciones
- Montaje Ensambladora02Documento22 páginasMontaje Ensambladora02cristian camacho hernandezAún no hay calificaciones
- Montaje Ensambladora02Documento46 páginasMontaje Ensambladora02cristian camacho hernandezAún no hay calificaciones
- Plan de LubricacionDocumento13 páginasPlan de LubricacionGervin DelgadoAún no hay calificaciones
- IMPLEMENTAR PLAN DE MANTENIMIENTO A FRESADORA Carlos Guillermo Martinez PDFDocumento45 páginasIMPLEMENTAR PLAN DE MANTENIMIENTO A FRESADORA Carlos Guillermo Martinez PDFHector OntiverosAún no hay calificaciones
- Mantenimiento IndustrialDocumento9 páginasMantenimiento IndustrialJeison CastroAún no hay calificaciones
- Proyecto Final Estudiante Heriberto Corvalan Rodriguez Procesos Industriales Semana 9Documento12 páginasProyecto Final Estudiante Heriberto Corvalan Rodriguez Procesos Industriales Semana 9Santiago SailAún no hay calificaciones
- Tarea Calificada 2 Grupo Gestion MntoDocumento20 páginasTarea Calificada 2 Grupo Gestion MntoLarry Bill Miguel RodriguezAún no hay calificaciones
- Manual de Mantenimiento para FrijoleraDocumento41 páginasManual de Mantenimiento para FrijoleraCarol Aldama BetancourtAún no hay calificaciones
- GPM Business Case - GMDocumento38 páginasGPM Business Case - GMErika MartinezAún no hay calificaciones
- TF 22Documento29 páginasTF 22Klaudia HasselbrinkAún no hay calificaciones
- Análisis de Corto CircuitoDocumento238 páginasAnálisis de Corto CircuitoLuis Alfonso ObandoAún no hay calificaciones
- Electiva II 2 EntregaDocumento5 páginasElectiva II 2 EntregaDavid antonio Suárez martinezAún no hay calificaciones
- Introduccion Al Mantenimiento IndustrialDocumento417 páginasIntroduccion Al Mantenimiento IndustrialLorena Wales Castillo100% (1)
- Inspeccion de Los Componentes de Acuerdo A Sus Caracteristicas y La Clasificacion de Los DefectosDocumento10 páginasInspeccion de Los Componentes de Acuerdo A Sus Caracteristicas y La Clasificacion de Los DefectosTomás PérezAún no hay calificaciones
- Desarroolo Procesos de ManufacturaDocumento22 páginasDesarroolo Procesos de Manufacturajulio yomayusaAún no hay calificaciones
- Importancia Del Mantenimiento Industrial Dentro de Los Procesos de ProducciónDocumento6 páginasImportancia Del Mantenimiento Industrial Dentro de Los Procesos de ProducciónEmmanuel DávilaAún no hay calificaciones
- Resolucion de La Segunda PracticaDocumento13 páginasResolucion de La Segunda PracticaJose Manuel Quispe Díaz100% (1)
- PROYECTODocumento52 páginasPROYECTOluz margarita higgins castilloAún no hay calificaciones
- Mantenimiento PreventivoDocumento29 páginasMantenimiento PreventivoJORGE ALBERTO ROSERO SORIANOAún no hay calificaciones
- Plan-De-Tesis ORELLANA TALAVERA J.Documento38 páginasPlan-De-Tesis ORELLANA TALAVERA J.Ronald AvilaAún no hay calificaciones
- ShupingahuaR W PDFDocumento256 páginasShupingahuaR W PDFSERGIO MENDOZAAún no hay calificaciones
- El Periodo Calímico Se Ubica Entre Los 1Documento2 páginasEl Periodo Calímico Se Ubica Entre Los 1Bravo CesarAún no hay calificaciones
- RESUMENDocumento8 páginasRESUMENJhosephFlorRiveraAún no hay calificaciones
- Aplicación de Ecuaciones de Estado Cúbicas para El Cálculo Del Factor de Compresibilidad Z, Índice de Desviación Del Comportamiento Ideal Del Gas NaturalDocumento10 páginasAplicación de Ecuaciones de Estado Cúbicas para El Cálculo Del Factor de Compresibilidad Z, Índice de Desviación Del Comportamiento Ideal Del Gas NaturalIvon Georgina Ramirez RamirezAún no hay calificaciones
- La Física en La Ingeniería Industrial (221213Documento7 páginasLa Física en La Ingeniería Industrial (221213Ana Catalina GalindoAún no hay calificaciones
- Reacciones QuimicasDocumento41 páginasReacciones QuimicasELEAN RICARDINA BERNAOLA HUISAAún no hay calificaciones
- RXN IDocumento1 páginaRXN ICristofer ZapataAún no hay calificaciones
- 03 - CD1000 LUN 20-01-2020 MORNING Modificado PDFDocumento23 páginas03 - CD1000 LUN 20-01-2020 MORNING Modificado PDFLunyTunnzAún no hay calificaciones
- GDW35P - Fne 2023 02 17 13 48 15Documento6 páginasGDW35P - Fne 2023 02 17 13 48 15Tecnico2 HPVAún no hay calificaciones
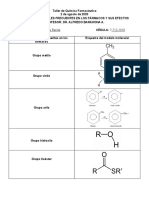
- YURIANIS BANDA - Taller+de+Química+Medicinal SEMANA 3Documento6 páginasYURIANIS BANDA - Taller+de+Química+Medicinal SEMANA 3anon_287131257Aún no hay calificaciones
- Memoria de Calculo - Proyecto Hotel Costa Del SolDocumento7 páginasMemoria de Calculo - Proyecto Hotel Costa Del SolMario Carcausto ImataAún no hay calificaciones
- Configuraciones EstructuralesDocumento6 páginasConfiguraciones Estructuralesmelina gamezAún no hay calificaciones
- Formulario Correlaciones GhasotecniaDocumento11 páginasFormulario Correlaciones GhasotecniaJuanCarlosAlejoCkackaAún no hay calificaciones
- Ejercicios de Balance Redox Resueltos-1Documento8 páginasEjercicios de Balance Redox Resueltos-1dulce paivaAún no hay calificaciones
- 3 Aire AcondicionadoDocumento121 páginas3 Aire AcondicionadoAvila Pacheco90% (10)
- Pract# 9 Fo-Doc-112Documento3 páginasPract# 9 Fo-Doc-112Merly HumoaAún no hay calificaciones
- Color Rocas Sediment AriasDocumento10 páginasColor Rocas Sediment AriasJonathan Avls SrzAún no hay calificaciones
- VINNAPAS-8034-H-en-2022 06 28 en EsDocumento3 páginasVINNAPAS-8034-H-en-2022 06 28 en EsPOOL PLASTERAún no hay calificaciones
- Borrador de Anteproyecto - Torres & VincesDocumento13 páginasBorrador de Anteproyecto - Torres & VincesGonzalo GarciaAún no hay calificaciones
- Problemas Diseño de Equipo/ Compilacion 1,2,3Documento4 páginasProblemas Diseño de Equipo/ Compilacion 1,2,3vivanyAún no hay calificaciones
- VISCOSIDAD Trabajo (Autoguardado)Documento11 páginasVISCOSIDAD Trabajo (Autoguardado)Adela Julcamoro MinchànAún no hay calificaciones
- Hoja de Seguridad Aceite HidraulicoDocumento10 páginasHoja de Seguridad Aceite HidraulicoCaRolina PatarroYoAún no hay calificaciones
- Practica-11 BlanqueadoDocumento9 páginasPractica-11 BlanqueadoMarcoAún no hay calificaciones
- Prácticas 1 A 5 - FisiologiaDocumento12 páginasPrácticas 1 A 5 - FisiologiaMEIKO X KAITOAún no hay calificaciones
- Insert CKMB 0107190808190c501 V1 EsDocumento5 páginasInsert CKMB 0107190808190c501 V1 EsMace Julio CesarAún no hay calificaciones
- Unidad 2 Analisis InstrumentalDocumento16 páginasUnidad 2 Analisis InstrumentalYarethAún no hay calificaciones
- Actividad. Agua y VitaminasDocumento2 páginasActividad. Agua y Vitaminascokafep473Aún no hay calificaciones
- Proyecto Bimestral 23-1 (Mecánica Materiales)Documento12 páginasProyecto Bimestral 23-1 (Mecánica Materiales)Fernando De PazAún no hay calificaciones
- Clase Quimica Semana 16Documento26 páginasClase Quimica Semana 16Julio Calderón. Arias100% (1)
- Leyes Que Rigen El Aire Comprimido - Rodriguez Ronnie - 2337Documento4 páginasLeyes Que Rigen El Aire Comprimido - Rodriguez Ronnie - 2337Ronnie RodríguezAún no hay calificaciones
- 4 Estequiometrc 3 AdaDocumento2 páginas4 Estequiometrc 3 AdaHolaAún no hay calificaciones
- Lean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesDe EverandLean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesCalificación: 4 de 5 estrellas4/5 (8)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (205)
- El concepto Mulligan de terapia manual (Color)De EverandEl concepto Mulligan de terapia manual (Color)Calificación: 5 de 5 estrellas5/5 (3)
- 50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaDe Everand50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaCalificación: 4 de 5 estrellas4/5 (37)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Cómo Aprender por tu Cuenta: Los Secretos de los Mejores Autodidáctas para Acelerar tu Aprendizaje sin Depender de los DemásDe EverandCómo Aprender por tu Cuenta: Los Secretos de los Mejores Autodidáctas para Acelerar tu Aprendizaje sin Depender de los DemásCalificación: 4 de 5 estrellas4/5 (10)
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- Sesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesDe EverandSesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesCalificación: 4.5 de 5 estrellas4.5/5 (13)
- PREM de Pediatría: capacitación para el ENARMDe EverandPREM de Pediatría: capacitación para el ENARMCalificación: 1 de 5 estrellas1/5 (1)
- Cuerpo Tóxico: Como Liberar Tu Cuerpo De Las Toxinas Externas E Internas, Y Evitar Asi Los Efectos De Los Radicales LibresDe EverandCuerpo Tóxico: Como Liberar Tu Cuerpo De Las Toxinas Externas E Internas, Y Evitar Asi Los Efectos De Los Radicales LibresCalificación: 5 de 5 estrellas5/5 (2)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Ondas de choque extracorpóreas radiales: Aplicación en patologías músculo esqueléticasDe EverandOndas de choque extracorpóreas radiales: Aplicación en patologías músculo esqueléticasCalificación: 5 de 5 estrellas5/5 (3)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- Confección de cojines y ropa de hogar. TCPF0309De EverandConfección de cojines y ropa de hogar. TCPF0309Aún no hay calificaciones
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Liberación del trauma: Perdón y temblor es el caminoDe EverandLiberación del trauma: Perdón y temblor es el caminoCalificación: 4 de 5 estrellas4/5 (4)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchDe Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchCalificación: 3.5 de 5 estrellas3.5/5 (2)