También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- SujecionDocumento13 páginasSujecionoscar felixAún no hay calificaciones
- OperacionesMecánicasArranqueVirutaDocumento19 páginasOperacionesMecánicasArranqueVirutaMaría Fernanda CañizalesAún no hay calificaciones
- CepilladoraDocumento17 páginasCepilladoraEduardo PalacioAún no hay calificaciones
- Cuestionario de TornoDocumento24 páginasCuestionario de TornoManuel Cervantes100% (2)
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- #Limadoras 2015Documento5 páginas#Limadoras 2015Sebastian Amago PratoAún no hay calificaciones
- Investigacion Tipo de Maquinas Herramientas para La ManufacturaDocumento19 páginasInvestigacion Tipo de Maquinas Herramientas para La ManufacturaLuis LozoyaAún no hay calificaciones
- Informe Laboratorio de TornoDocumento15 páginasInforme Laboratorio de TornoGary CastilloAún no hay calificaciones
- Instituto Superior Tecnológico Tecsup (Grupo3)Documento10 páginasInstituto Superior Tecnológico Tecsup (Grupo3)Orlando SChAún no hay calificaciones
- Laboratorio de taladrado: tipos y partesDocumento17 páginasLaboratorio de taladrado: tipos y partesDavid BurbanoAún no hay calificaciones
- Taladro Y PrensaDocumento7 páginasTaladro Y PrensaJesusLopezAún no hay calificaciones
- Investigacion Fresadora, Cepillo y HerramientasDocumento16 páginasInvestigacion Fresadora, Cepillo y HerramientasHugoBenjaminCastellanosGomezAún no hay calificaciones
- Trabajos de TorneadoDocumento11 páginasTrabajos de TorneadoInnmanuel GranadosAún no hay calificaciones
- Cepilladoras, Mortajadoras y LimadorasDocumento7 páginasCepilladoras, Mortajadoras y LimadorasWalter LescanoAún no hay calificaciones
- La FresadoraDocumento13 páginasLa FresadoraJherrson Alza ParedesAún no hay calificaciones
- Informe de Tecnologia Torno AngelDocumento6 páginasInforme de Tecnologia Torno AngelLizmaira Yineth Arenas MonteroAún no hay calificaciones
- Las Uniones AtornilladasDocumento19 páginasLas Uniones AtornilladasAilyn Yanac BaylonAún no hay calificaciones
- TALADRADORADocumento11 páginasTALADRADORALuis Enrique CQAún no hay calificaciones
- Hector_Moyano_Control5_ProcesosDocumento7 páginasHector_Moyano_Control5_Procesosfabian.moyano.monardesAún no hay calificaciones
- Fresado de rueda dentada en laboratorioDocumento24 páginasFresado de rueda dentada en laboratorioFernando Macedo Mendoza100% (1)
- Maquinas HerramientasDocumento25 páginasMaquinas HerramientasJulio Anthony Misari RosalesAún no hay calificaciones
- TP Nº7 Mecanizado en El Torno ParaleloDocumento5 páginasTP Nº7 Mecanizado en El Torno ParaleloFabricio Romano100% (1)
- Laboratorio de TaladradoDocumento9 páginasLaboratorio de TaladradoEduardo Reyes ZavaletaAún no hay calificaciones
- Accesorios Del TornoDocumento13 páginasAccesorios Del TornoMiguel Angel Montoya Motta92% (13)
- Resume NDocumento8 páginasResume NrobertoAún no hay calificaciones
- MORTAJADODocumento6 páginasMORTAJADOJersson Daniel Davila Ruiz100% (1)
- Silva Paul Resumen FresadoDocumento8 páginasSilva Paul Resumen Fresadopaul edvaldo silva ayalaAún no hay calificaciones
- Probador de DiodosDocumento3 páginasProbador de DiodosGabriel Castro Rivera R MAún no hay calificaciones
- FresadoraDocumento13 páginasFresadoraSantiago Marti RodriguezAún no hay calificaciones
- CNC 1-AdendumDocumento52 páginasCNC 1-AdendumWuicho ArzateAún no hay calificaciones
- OperacionesMecánicasArranqueVirutaDocumento19 páginasOperacionesMecánicasArranqueVirutaMaría Fernanda CañizalesAún no hay calificaciones
- Lab FresadoDocumento20 páginasLab FresadoJuandiego Jaramillo EscobarAún no hay calificaciones
- Mortajadora KloppDocumento11 páginasMortajadora KloppAlexander Utrilla CuriAún no hay calificaciones
- #Tornos 2015Documento16 páginas#Tornos 2015Sebastian Amago PratoAún no hay calificaciones
- Lab. Taladro de PedestalDocumento4 páginasLab. Taladro de Pedestalalan rkldAún no hay calificaciones
- Perforaciones Pasantes en El Taladro de ColumnaDocumento9 páginasPerforaciones Pasantes en El Taladro de ColumnaFernando' ContrerasAún no hay calificaciones
- Actividad. #2, 3er Corte, 20%Documento7 páginasActividad. #2, 3er Corte, 20%Damiano PantaleoAún no hay calificaciones
- Procesos industriales: Historia y tipos de taladradorasDocumento20 páginasProcesos industriales: Historia y tipos de taladradorasSilvana Barturen MendozaAún no hay calificaciones
- Trabajo Completo FresadorasDocumento35 páginasTrabajo Completo FresadorasFrancisco Correa Quiñones100% (1)
- APA7Documento13 páginasAPA7ropakati ropakatiAún no hay calificaciones
- Tipos de Maquinas y HerramientasDocumento7 páginasTipos de Maquinas y HerramientasAngieAún no hay calificaciones
- Trabajo 3 OrganosDocumento15 páginasTrabajo 3 OrganosAnthony García TorresAún no hay calificaciones
- Taladro de BancoDocumento22 páginasTaladro de BancoAlex Cañas100% (1)
- Tipos de Tornos, Fresadoras, Taladradora y Maquinas CNCDocumento13 páginasTipos de Tornos, Fresadoras, Taladradora y Maquinas CNCDario SanchezAún no hay calificaciones
- Clasificación y Aplicación de LimasDocumento4 páginasClasificación y Aplicación de LimasCriss Dan SFAún no hay calificaciones
- Perforaciones Pasantes en El Taladro de ColumnaDocumento9 páginasPerforaciones Pasantes en El Taladro de ColumnaFernando' ContrerasAún no hay calificaciones
- Dispositivos de La FresadoraDocumento14 páginasDispositivos de La FresadoraAngel Samuel Hernández ReséndizAún no hay calificaciones
- GZCJ - P3Documento6 páginasGZCJ - P3Jafet garciaAún no hay calificaciones
- Frsado y RectificadoDocumento10 páginasFrsado y Rectificadoyan rodriguezAún no hay calificaciones
- Informe CilindradoDocumento17 páginasInforme CilindradoMarcl Andrs Sampdro100% (1)
- Taladros IndustrialesDocumento8 páginasTaladros IndustrialesGabriel AlvarezAún no hay calificaciones
- Taladros EspecialesDocumento9 páginasTaladros EspecialesSebastianMendozaAún no hay calificaciones
- Informefresado y Torneado ExcentricoDocumento20 páginasInformefresado y Torneado ExcentricoSimón RíosAún no hay calificaciones
- #Limadoras 2020 OKDocumento11 páginas#Limadoras 2020 OKSebastian Amago PratoAún no hay calificaciones
- Informe Laboratorio de TornoDocumento7 páginasInforme Laboratorio de TornoEmilio Leonardo Mendoza BolivarAún no hay calificaciones
- Maquinas y HerramientasDocumento12 páginasMaquinas y HerramientasVictor FernandezAún no hay calificaciones
- Herramientas Maquinas Escobar AdrianDocumento84 páginasHerramientas Maquinas Escobar AdrianAndres EscobarAún no hay calificaciones
- Informe TorneadoDocumento31 páginasInforme TorneadoFreddy Ayala100% (1)
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- #Limadoras 2020 OKDocumento11 páginas#Limadoras 2020 OKSebastian Amago PratoAún no hay calificaciones
- #Transmisiones 2015Documento8 páginas#Transmisiones 2015Sebastian Amago PratoAún no hay calificaciones
- #2021 Normativa de Trabajo en El Taller y Normas GeneralesDocumento2 páginas#2021 Normativa de Trabajo en El Taller y Normas GeneralesSebastian Amago PratoAún no hay calificaciones
- #Diagramas de Operaciones 2020Documento14 páginas#Diagramas de Operaciones 2020Sebastian Amago PratoAún no hay calificaciones
- 10 PDFDocumento1 página10 PDFSebastian Amago PratoAún no hay calificaciones
- #2021 Normativa de Trabajo en El Taller y Normas GeneralesDocumento2 páginas#2021 Normativa de Trabajo en El Taller y Normas GeneralesSebastian Amago PratoAún no hay calificaciones
- #AgujereadorasDocumento11 páginas#AgujereadorasSebastian Amago PratoAún no hay calificaciones
- #Planos y Diagramas 2020 PDFDocumento28 páginas#Planos y Diagramas 2020 PDFSebastian Amago PratoAún no hay calificaciones
- #Máquinas Herramientas 2019Documento7 páginas#Máquinas Herramientas 2019Sebastian Amago PratoAún no hay calificaciones
- #Apunte 1ºAM - 2020 PDFDocumento98 páginas#Apunte 1ºAM - 2020 PDFSebastian Amago PratoAún no hay calificaciones
- #LimadorasDocumento15 páginas#LimadorasSebastian Amago PratoAún no hay calificaciones
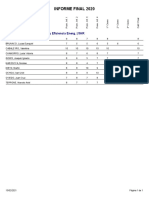
- Informe Final 2020Documento1 páginaInforme Final 2020Sebastian Amago PratoAún no hay calificaciones
- Grupo 3Documento1 páginaGrupo 3Sebastian Amago PratoAún no hay calificaciones
- #Transmisiones 2019Documento8 páginas#Transmisiones 2019Sebastian Amago PratoAún no hay calificaciones
- #AgujereadorasDocumento11 páginas#AgujereadorasSebastian Amago PratoAún no hay calificaciones
- Iti Prospectus 0719 ES No BleedDocumento20 páginasIti Prospectus 0719 ES No BleedSebastian Amago PratoAún no hay calificaciones
- InformedetraccinDocumento17 páginasInformedetraccinSebastian Amago PratoAún no hay calificaciones
- InformeFinal 6AMDocumento1 páginaInformeFinal 6AMSebastian Amago PratoAún no hay calificaciones
- InformeFinal 3AMDocumento1 páginaInformeFinal 3AMSebastian Amago PratoAún no hay calificaciones
- Fragmentos de Un Discurso AmorosoDocumento259 páginasFragmentos de Un Discurso AmorosoRominacarvallo100% (7)
- Respuestas Cuestionario Compensación Introduccion A TornosDocumento2 páginasRespuestas Cuestionario Compensación Introduccion A TornosSebastian Amago PratoAún no hay calificaciones
- InformeFinal 3AMDocumento1 páginaInformeFinal 3AMSebastian Amago PratoAún no hay calificaciones
- InformeFinal 5ARDocumento1 páginaInformeFinal 5ARSebastian Amago PratoAún no hay calificaciones
- Cap1-El Coaching Entra en El Aula - para AutoraDocumento30 páginasCap1-El Coaching Entra en El Aula - para AutoraSebastian Amago PratoAún no hay calificaciones
- Respuestas Cuestionario Compensación Movimientos Del TornoDocumento1 páginaRespuestas Cuestionario Compensación Movimientos Del TornoSebastian Amago PratoAún no hay calificaciones
- Respuestas Cuestionario Compensación Introduccion A TornosDocumento2 páginasRespuestas Cuestionario Compensación Introduccion A TornosSebastian Amago PratoAún no hay calificaciones
- Respuestas Cuestionario Compensación Movimientos de Los CarrosDocumento2 páginasRespuestas Cuestionario Compensación Movimientos de Los CarrosSebastian Amago PratoAún no hay calificaciones
- Hoja Producto Daiseikai 9 R32Documento2 páginasHoja Producto Daiseikai 9 R32Sebastian Amago PratoAún no hay calificaciones
- Respuestas Cuestionario Compensación Movimientos de Los CarrosDocumento2 páginasRespuestas Cuestionario Compensación Movimientos de Los CarrosSebastian Amago PratoAún no hay calificaciones
- Trituración y MoliendaDocumento10 páginasTrituración y MoliendaNatanael DiazAún no hay calificaciones
- Sección Típica en Puente: Calzada Berma Berma Vereda VeredaDocumento1 páginaSección Típica en Puente: Calzada Berma Berma Vereda VeredaRey AurichAún no hay calificaciones
- 3VM11963EE320AA0 Datasheet EsDocumento7 páginas3VM11963EE320AA0 Datasheet EsDeividMullisacaAún no hay calificaciones
- Sistemas neumáticos: conceptos básicos de la neumáticaDocumento40 páginasSistemas neumáticos: conceptos básicos de la neumáticaLUIS MARIO MEJIA MUNGUIAAún no hay calificaciones
- Instructivo técnico cambio tanque aljibe HD785-7Documento25 páginasInstructivo técnico cambio tanque aljibe HD785-7Eduardo Cristian Campos PuchowskyAún no hay calificaciones
- SMCCpr0064 POE CAMBIO MOTOR HIDRAULICO APRON FEEDERDocumento9 páginasSMCCpr0064 POE CAMBIO MOTOR HIDRAULICO APRON FEEDERernesto huamanAún no hay calificaciones
- ADA - Máquinas SimplesDocumento11 páginasADA - Máquinas SimplesDavid Sam ChinchillaAún no hay calificaciones
- Manual para Armado de Sistema MultidireccionalDocumento17 páginasManual para Armado de Sistema MultidireccionalRosario GarciaAún no hay calificaciones
- Circuito disparo UJT 60Hz 4V 1.5mADocumento4 páginasCircuito disparo UJT 60Hz 4V 1.5mALOL PLAY0% (1)
- Hidraulica Taller 5Documento7 páginasHidraulica Taller 5Milton SaenzAún no hay calificaciones
- Turbinas FrancisDocumento22 páginasTurbinas FrancisManu Duran CuellarAún no hay calificaciones
- Ejercicios CANALESDocumento4 páginasEjercicios CANALESTomasSalazarCastillo0% (1)
- Tensor de polea Dibujo MecánicoDocumento8 páginasTensor de polea Dibujo MecánicoSergio TerronesAún no hay calificaciones
- 2.2 Taller #2 Equilibrio de Cargas InternasDocumento5 páginas2.2 Taller #2 Equilibrio de Cargas InternasHector CristanchoAún no hay calificaciones
- Analisis Seguro de Trabajo (Caliente)Documento1 páginaAnalisis Seguro de Trabajo (Caliente)Minerva ContrerasAún no hay calificaciones
- Soportes de Fierro Galvanizado para AguaDocumento3 páginasSoportes de Fierro Galvanizado para AguaDavid Aguilar BerriosAún no hay calificaciones
- ANEXO H - Inicio de Obra - VERIFICACION N°01-2023Documento4 páginasANEXO H - Inicio de Obra - VERIFICACION N°01-2023Anthony Martinez LopezAún no hay calificaciones
- Taller 2 Cinematica de Cuerpos Rigidos2Documento3 páginasTaller 2 Cinematica de Cuerpos Rigidos2Jûân LôpëzAún no hay calificaciones
- Presupuesto Multiservicios Electric-Man 2017Documento2 páginasPresupuesto Multiservicios Electric-Man 2017Renzo BracamonteAún no hay calificaciones
- HG6540160SB Empaques Motor Renault 19 Motor FDocumento1 páginaHG6540160SB Empaques Motor Renault 19 Motor FDavid Alonso Ruiz GonzalezAún no hay calificaciones
- Tablas de Medidas de Agujeros para Roscas y Mechas PDFDocumento1 páginaTablas de Medidas de Agujeros para Roscas y Mechas PDFjoanan_reyesAún no hay calificaciones
- Endodoncia - Preguntas de RefuerzoDocumento3 páginasEndodoncia - Preguntas de RefuerzoBlanquita Peñafiel MirandaAún no hay calificaciones
- Capítulo 03 Elementos de SujeciónDocumento89 páginasCapítulo 03 Elementos de SujeciónpabloAún no hay calificaciones
- Cielo BaffleDocumento2 páginasCielo BaffleSEBASTIAN TORRES RODRIGUEZAún no hay calificaciones
- Ajuste y ToleranciaDocumento11 páginasAjuste y ToleranciaElba Elena GuerreroAún no hay calificaciones
- Reg-Mass-069 Check List Equipo de Protección Respiratoria (Epr)Documento2 páginasReg-Mass-069 Check List Equipo de Protección Respiratoria (Epr)pablo herreraAún no hay calificaciones
- Momento de Una FuerzaDocumento6 páginasMomento de Una FuerzaJHOJAN ANTONI COTRINA JUIPAAún no hay calificaciones
- Problema 1Documento5 páginasProblema 1Fabian GimenezAún no hay calificaciones
- Tr2 Equpamiento de Taller AutomotrizDocumento5 páginasTr2 Equpamiento de Taller AutomotrizDarwin Majuán GonzalesAún no hay calificaciones
- INFODocumento6 páginasINFOEduardo PasacheAún no hay calificaciones