También podría gustarte
- Prueba de Hermetecidad en Cabina Del Conductor.Documento3 páginasPrueba de Hermetecidad en Cabina Del Conductor.vg chileAún no hay calificaciones
- Wps Smaw 106Documento1 páginaWps Smaw 106Frankho Ramos100% (1)
- WPS Precalificado GmawDocumento1 páginaWPS Precalificado Gmawjaime huertas100% (1)
- Ficha TMF Donato-GrandiDocumento6 páginasFicha TMF Donato-Grandioscartemu93Aún no hay calificaciones
- Tam 1101 Oh InnDocumento1 páginaTam 1101 Oh InnGerardoYanezAún no hay calificaciones
- Tam 1101 V InnDocumento1 páginaTam 1101 V InnGerardoYanezAún no hay calificaciones
- Copia de Copia de WPS FLS Finales 3Documento1 páginaCopia de Copia de WPS FLS Finales 3GerardoYanezAún no hay calificaciones
- Alejandro Pereira Camus ASMEDocumento1 páginaAlejandro Pereira Camus ASMEGerardoYanezAún no hay calificaciones
- WPS-PrecalificadosDocumento13 páginasWPS-PrecalificadosGerardoYanez50% (2)
- PQR Tam 1309 HDocumento2 páginasPQR Tam 1309 HGerardoYanezAún no hay calificaciones
- MC-001 Asme SmawDocumento1 páginaMC-001 Asme Smawvg chileAún no hay calificaciones
- PQR Tam 1309 OhDocumento2 páginasPQR Tam 1309 OhGerardoYanezAún no hay calificaciones
- Wpq-Mixto-2018-005 Gerardo Jara Aws D1.1 PDFDocumento1 páginaWpq-Mixto-2018-005 Gerardo Jara Aws D1.1 PDFGerardoYanez100% (1)
- WPS Gmaw 001Documento1 páginaWPS Gmaw 001Armando MendietaAún no hay calificaciones
- Wpq-Mixto-2018-006 Erick Choque Aws d1.1Documento1 páginaWpq-Mixto-2018-006 Erick Choque Aws d1.1GerardoYanezAún no hay calificaciones
- Calificacion Mauricio Gatica Estampa 32Documento1 páginaCalificacion Mauricio Gatica Estampa 32matias vargas apablazaAún no hay calificaciones
- Reg Calif de Soldadores VSFDocumento1 páginaReg Calif de Soldadores VSFDavid LopezAún no hay calificaciones
- 3687 W WP 000002 - 1 PDFDocumento13 páginas3687 W WP 000002 - 1 PDFlucianaAún no hay calificaciones
- WPQ GMAW 2018 002 Gerardo JaraDocumento1 páginaWPQ GMAW 2018 002 Gerardo JaraGerardoYanezAún no hay calificaciones
- PQR Tam 1309 AllDocumento2 páginasPQR Tam 1309 AllGerardoYanezAún no hay calificaciones
- WPSDocumento1 páginaWPSJuan Diego CarvajalAún no hay calificaciones
- Felix Mariño Desktop 7gmnvik 2Documento4 páginasFelix Mariño Desktop 7gmnvik 2GerardoYanezAún no hay calificaciones
- Soldador CalificadoDocumento1 páginaSoldador CalificadoFelix BoyerAún no hay calificaciones
- Formato Calificacion de ProcedimientoDocumento3 páginasFormato Calificacion de ProcedimientoJose Miguel GarciaAún no hay calificaciones
- Wps-Calificado - Sia-002Documento1 páginaWps-Calificado - Sia-002Logan Arcos IzaguirreAún no hay calificaciones
- Calificación de SoldadoresDocumento4 páginasCalificación de SoldadoresMiguel HerteAún no hay calificaciones
- WPS - GMAW Poblete y CastilloDocumento1 páginaWPS - GMAW Poblete y CastilloPOBLETE Y CASTILLO LIMITADAAún no hay calificaciones
- Wps-Calificado - Sia CorregidoDocumento5 páginasWps-Calificado - Sia CorregidoLogan Arcos IzaguirreAún no hay calificaciones
- Alejandro Pereira CamusDocumento4 páginasAlejandro Pereira CamusGerardoYanezAún no hay calificaciones
- 7 Registro de Homologacion Del Soldador Jorge Luis 1 PDFDocumento2 páginas7 Registro de Homologacion Del Soldador Jorge Luis 1 PDFMayra Roman HurtadoAún no hay calificaciones
- Calificación SoldadorDocumento1 páginaCalificación SoldadorJaime Julio Rosado DazaAún no hay calificaciones
- WPS-PRECALIFICADO (Típico) .Documento1 páginaWPS-PRECALIFICADO (Típico) .Jaime Muñoz SaezAún no hay calificaciones
- 001-SGT-PQR-6G-SMAW-Rev.01Documento2 páginas001-SGT-PQR-6G-SMAW-Rev.01Victor Hugo Tuanama GarciaAún no hay calificaciones
- PQR, WPS-HomologacionesDocumento6 páginasPQR, WPS-HomologacionesVictor Hugo Tuanama Garcia100% (1)
- PQR Calificado Sia 001Documento1 páginaPQR Calificado Sia 001Logan Arcos IzaguirreAún no hay calificaciones
- Formato Aws d1.1 PQR - Wps AcostaDocumento10 páginasFormato Aws d1.1 PQR - Wps Acostadavid holguinAún no hay calificaciones
- Wps-Calificado - Sia-001Documento1 páginaWps-Calificado - Sia-001Logan Arcos IzaguirreAún no hay calificaciones
- WPS 5G Api 1104Documento4 páginasWPS 5G Api 1104johan esleyder santodomingo navarroAún no hay calificaciones
- EPS 0-016 Rev 00Documento2 páginasEPS 0-016 Rev 00lourival arrudaAún no hay calificaciones
- CT WPS Gtaw Smaw 001Documento2 páginasCT WPS Gtaw Smaw 001jean carlosAún no hay calificaciones
- Control 5 - ADocumento1 páginaControl 5 - AAnonymous dDQyO0vAún no hay calificaciones
- Relacion y Calificacion de Soldadores - Copia 01 10Documento1 páginaRelacion y Calificacion de Soldadores - Copia 01 10JORGE LUIS MAMANIAún no hay calificaciones
- Formato Wps-001 Smaw Rev 1Documento2 páginasFormato Wps-001 Smaw Rev 1Richard VillónAún no hay calificaciones
- Especificación de Procedimiento de Soldadura (WPS) : Welding Procedure SpecificationDocumento1 páginaEspecificación de Procedimiento de Soldadura (WPS) : Welding Procedure SpecificationPerlaAún no hay calificaciones
- Uso de Códigos Al Momento de InspeccionarDocumento1 páginaUso de Códigos Al Momento de Inspeccionarjorge luis rivera arrauttAún no hay calificaciones
- Wa0001.Documento2 páginasWa0001.alberto collazoAún no hay calificaciones
- JCV WPS 001Documento2 páginasJCV WPS 001Cesar Astorayme MarochoAún no hay calificaciones
- FormatoDocumento2 páginasFormatoGerardoYanezAún no hay calificaciones
- WPS Smaw Oh AsmeDocumento2 páginasWPS Smaw Oh AsmeGerardoYanezAún no hay calificaciones
- WPS Precalificado WPS-PREQ-MOR-AWS - 005 Rev1Documento2 páginasWPS Precalificado WPS-PREQ-MOR-AWS - 005 Rev1Gonzalo EscobarAún no hay calificaciones
- 3687 W WP 000002 - 2 PDFDocumento13 páginas3687 W WP 000002 - 2 PDFlucianaAún no hay calificaciones
- Sgi-Op-Pt-17 - Procedimiento Soldadura SmawDocumento2 páginasSgi-Op-Pt-17 - Procedimiento Soldadura SmawLuis Miguel Torres SayasAún no hay calificaciones
- WPQ de WPS-33Documento4 páginasWPQ de WPS-33MA RCasasAún no hay calificaciones
- FORMATO PQR EXCEL ORIGINAL para Diligenciar - OABDocumento3 páginasFORMATO PQR EXCEL ORIGINAL para Diligenciar - OABOscar BonillaAún no hay calificaciones
- W-14 SPC-002Documento1 páginaW-14 SPC-002danielAún no hay calificaciones
- WPS - 11 - Rev 0 - GMAWDocumento1 páginaWPS - 11 - Rev 0 - GMAWIngenieria SuministroAún no hay calificaciones
- Ejerc.1 RCPDocumento4 páginasEjerc.1 RCPAndres MelianAún no hay calificaciones
- Fromato WPS PersanDocumento1 páginaFromato WPS PersanBrandon PérezAún no hay calificaciones
- PQR HojaDocumento2 páginasPQR Hojacarlos caiza100% (1)
- Incol Sas - PQR Smaw 001 Asme Ix-23-12-20Documento8 páginasIncol Sas - PQR Smaw 001 Asme Ix-23-12-20Maritza HernandezAún no hay calificaciones
- WPS 01 Smaw SoldaduraDocumento3 páginasWPS 01 Smaw SoldaduraENDECOT SATAún no hay calificaciones
- LM-DG-7714-2022 (7890-1) Gy LearningDocumento2 páginasLM-DG-7714-2022 (7890-1) Gy Learningvg chileAún no hay calificaciones
- MC-001 Asme SmawDocumento1 páginaMC-001 Asme Smawvg chileAún no hay calificaciones
- T82-UB00-A0130 Notificación Informe de VigilanciaDocumento1 páginaT82-UB00-A0130 Notificación Informe de Vigilanciavg chileAún no hay calificaciones
- Etiqueta Cal MitecchDocumento1 páginaEtiqueta Cal Mitecchvg chileAún no hay calificaciones
- SCSR 00066Documento4 páginasSCSR 00066vg chileAún no hay calificaciones
- PRC 22085Documento5 páginasPRC 22085vg chileAún no hay calificaciones
- Registro Fotografico de Montaje y DesmantelamientoDocumento4 páginasRegistro Fotografico de Montaje y Desmantelamientovg chileAún no hay calificaciones
- PQR-001 Pag2Documento1 páginaPQR-001 Pag2vg chileAún no hay calificaciones
- PQR-001 Pag2Documento1 páginaPQR-001 Pag2vg chileAún no hay calificaciones
- ACFrOgA5Jnw04tldcyj9h6q6rIh3iX9sIexg xyF2iUqrXlewcruM 8QNlvthO I5OrqEiJCQd5ldfpIjQ4CD5kWIjt uU9xVoBUGHhtbZDde - 2FJU6HgWsSXHfNZ3sDocumento16 páginasACFrOgA5Jnw04tldcyj9h6q6rIh3iX9sIexg xyF2iUqrXlewcruM 8QNlvthO I5OrqEiJCQd5ldfpIjQ4CD5kWIjt uU9xVoBUGHhtbZDde - 2FJU6HgWsSXHfNZ3svg chileAún no hay calificaciones
- Asme - Luis Ordoñez Calificacion 6G #00251 HintekDocumento2 páginasAsme - Luis Ordoñez Calificacion 6G #00251 Hintekvg chileAún no hay calificaciones
- 349 PRC22085 000 20 Po 0001Documento22 páginas349 PRC22085 000 20 Po 0001vg chileAún no hay calificaciones
- 21-06-2020-Balde NDT Particulas Magnetica.Documento3 páginas21-06-2020-Balde NDT Particulas Magnetica.vg chileAún no hay calificaciones
- PT Victor Gonzalez S.Documento1 páginaPT Victor Gonzalez S.vg chileAún no hay calificaciones
- 238 PRC21178 000 20 Po 0006Documento3 páginas238 PRC21178 000 20 Po 0006vg chileAún no hay calificaciones
- 42 Certificado Aprobacion UT 2 IsaacDocumento1 página42 Certificado Aprobacion UT 2 Isaacvg chileAún no hay calificaciones
- 10-02-2022-Tolva Komatsu Particulas MagneticaDocumento4 páginas10-02-2022-Tolva Komatsu Particulas Magneticavg chileAún no hay calificaciones
- 21-06-2020-Tolva Komatsu 980 N°1 NDT Particulas Magnetica.Documento3 páginas21-06-2020-Tolva Komatsu 980 N°1 NDT Particulas Magnetica.vg chileAún no hay calificaciones
- 02-11-2020-Tolva Komatsu 211 Particulas MagneticaDocumento3 páginas02-11-2020-Tolva Komatsu 211 Particulas Magneticavg chileAún no hay calificaciones
- Formato Informe Tecnico FaenaDocumento18 páginasFormato Informe Tecnico Faenavg chileAún no hay calificaciones
- Camión Grua SinotrukDocumento7 páginasCamión Grua Sinotrukvg chileAún no hay calificaciones
- 308-2020-19-04 Ultrasonido A Estanque N°2Documento3 páginas308-2020-19-04 Ultrasonido A Estanque N°2vg chileAún no hay calificaciones
- Balde Komatsu Pc800Documento3 páginasBalde Komatsu Pc800vg chileAún no hay calificaciones
- ProcedimientoDocumento30 páginasProcedimientovg chileAún no hay calificaciones
- Certificado de Laboratorio INNDocumento1 páginaCertificado de Laboratorio INNvg chileAún no hay calificaciones
- 2020-11-22 - Ultrasonido A Plataforma para Cambio de Filtro de AireDocumento3 páginas2020-11-22 - Ultrasonido A Plataforma para Cambio de Filtro de Airevg chileAún no hay calificaciones
- P-Opr-8013-14 Procedimiento Operativo de Soldadura de Tuberia Hdpe-FrpDocumento23 páginasP-Opr-8013-14 Procedimiento Operativo de Soldadura de Tuberia Hdpe-Frpvg chileAún no hay calificaciones
- Instructivo Beneficiarios 2022Documento23 páginasInstructivo Beneficiarios 2022Perla YedroAún no hay calificaciones
- Examen de Suficiencia de La Residencia de M.G.IDocumento8 páginasExamen de Suficiencia de La Residencia de M.G.IAnonymous fDD9157kgAún no hay calificaciones
- Lectura Comprensiva MichelleDocumento1 páginaLectura Comprensiva Michellemichellelamus3Aún no hay calificaciones
- Curso de Tarot Nivel IIDocumento33 páginasCurso de Tarot Nivel IIAna Iris Sanchez100% (4)
- Determinantes Sociales Eq5Documento4 páginasDeterminantes Sociales Eq5KENIA YEDID SANTIAGO CONTRERASAún no hay calificaciones
- ÍNDICE DE MASCULINIDAD EN ESTADOS UNIDOS - InformeDocumento4 páginasÍNDICE DE MASCULINIDAD EN ESTADOS UNIDOS - InformeKellyAún no hay calificaciones
- triptico-BRONQUITIS de LuisDocumento2 páginastriptico-BRONQUITIS de LuisRuben Ochoa bustamante100% (1)
- Mercados Imperfectos-MedicamentosDocumento15 páginasMercados Imperfectos-MedicamentosMia IsabellaAún no hay calificaciones
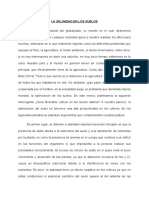
- La Salinidad de Los SuelosDocumento6 páginasLa Salinidad de Los SuelosAlon PlasenciaAún no hay calificaciones
- Mapa de EmpatíaDocumento7 páginasMapa de EmpatíaEfraín Sovero HidalgoAún no hay calificaciones
- Velero de CristalDocumento2 páginasVelero de CristalHugo Tarco ValenciaAún no hay calificaciones
- Guia Forense 2PDocumento32 páginasGuia Forense 2PLauren GonzalezAún no hay calificaciones
- Tarea 3Documento11 páginasTarea 3Chabely Navarro Del RosarioAún no hay calificaciones
- Propuesta de Intervención para Evitar El Abandono Escolar en La Educación Media Superior Fidel Martinez AguilarDocumento4 páginasPropuesta de Intervención para Evitar El Abandono Escolar en La Educación Media Superior Fidel Martinez AguilarFIDEL MARTINEZ AGUILARAún no hay calificaciones
- Aborto Sentencia C-055-22 - 1Documento3 páginasAborto Sentencia C-055-22 - 1elvis ojedaAún no hay calificaciones
- Quiz 2 - Semana 7 - RA - SEGUNDO BLOQUE-CONSTRUCCION Y DIDACTICA DE LA LECTO ESCRITURA - (GRUPO1)Documento9 páginasQuiz 2 - Semana 7 - RA - SEGUNDO BLOQUE-CONSTRUCCION Y DIDACTICA DE LA LECTO ESCRITURA - (GRUPO1)Xilena Campo100% (1)
- Sistema Clas Funcion Motora Gruesa Paralisis CerebralDocumento10 páginasSistema Clas Funcion Motora Gruesa Paralisis CerebralEvelyn_D_az_Ha_8434Aún no hay calificaciones
- Conclusiones AnatomiaDocumento2 páginasConclusiones AnatomiaLuisa Fernanda100% (1)
- Pa-La-M03-F11 v01 Invitacion Minima Cuantia 1 0 2Documento61 páginasPa-La-M03-F11 v01 Invitacion Minima Cuantia 1 0 2Camilo CurreaAún no hay calificaciones
- Medidas de TendenciaDocumento5 páginasMedidas de TendenciaEliza MartinezAún no hay calificaciones
- Anemia Hemolitica AutoinmuneDocumento14 páginasAnemia Hemolitica Autoinmunesharon contreras marteloAún no hay calificaciones
- El Caso de Maria JoséDocumento2 páginasEl Caso de Maria JoséGuillermo GonzalesAún no hay calificaciones
- Mapa Conceptual Protocolo de Trasplante RenalDocumento1 páginaMapa Conceptual Protocolo de Trasplante RenalJohn Padierna100% (1)
- Norly Tesis Licenciatura 2020Documento126 páginasNorly Tesis Licenciatura 2020Jhordan HuamanAún no hay calificaciones
- 4008B Operacion Español 10 11 99 v49Documento346 páginas4008B Operacion Español 10 11 99 v49Roger Rogelio100% (1)
- Presentacion General de SCTRDocumento28 páginasPresentacion General de SCTRcentroopticoangelslensAún no hay calificaciones
- Iniciación Sexual ForzadaDocumento4 páginasIniciación Sexual ForzadanehealAún no hay calificaciones
- Albuja Rivadeneira Verónica LitamarDocumento82 páginasAlbuja Rivadeneira Verónica LitamarCarolina YepezAún no hay calificaciones
- Rosado Pacherres, Rubert Andry y Sale (..) (2019) - Intervenciones Sistemicas Constructivistas, Las Historias Que Nos Contamos A Nosotros (..)Documento2 páginasRosado Pacherres, Rubert Andry y Sale (..) (2019) - Intervenciones Sistemicas Constructivistas, Las Historias Que Nos Contamos A Nosotros (..)Daniel Aranda MartínezAún no hay calificaciones