También podría gustarte
- Análisis inorgánico cualitativo sistemáticoDe EverandAnálisis inorgánico cualitativo sistemáticoCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Análisis integral de pruebas de trazadores en yacimientos: Diseño, ejecución e interpretaciónDe EverandAnálisis integral de pruebas de trazadores en yacimientos: Diseño, ejecución e interpretaciónAún no hay calificaciones
- Pi 11 01 02Documento11 páginasPi 11 01 02Uveimar Perez UsecheAún no hay calificaciones
- Pi 11 02 01Documento11 páginasPi 11 02 01Uveimar Perez UsecheAún no hay calificaciones
- Pi 12 09 01Documento17 páginasPi 12 09 01elmarcusIIAún no hay calificaciones
- Pi 12 14 02Documento14 páginasPi 12 14 02vladimirAún no hay calificaciones
- Pi 03 01 01Documento22 páginasPi 03 01 01Julio SalasAún no hay calificaciones
- Ensayo CharpyDocumento17 páginasEnsayo CharpyJoseLozadaAún no hay calificaciones
- Pi 04 03 01Documento10 páginasPi 04 03 01Julio SalasAún no hay calificaciones
- Pi 11 04 02Documento13 páginasPi 11 04 02Elvina Sara Sucre BuenoAún no hay calificaciones
- Pi 04 05 03Documento13 páginasPi 04 05 03César SantanaAún no hay calificaciones
- Pi 11 04 01Documento12 páginasPi 11 04 01Uveimar Perez UsecheAún no hay calificaciones
- Pi 10 01 03Documento14 páginasPi 10 01 03Uveimar Perez UsecheAún no hay calificaciones
- Pi - 12 - 06 - 01-Turbinas A GasDocumento18 páginasPi - 12 - 06 - 01-Turbinas A GasNavi JhonAún no hay calificaciones
- Reutilizacion de Tuberias en LineaDocumento16 páginasReutilizacion de Tuberias en LineaAquiles Matos100% (1)
- Pi 10 01 02Documento29 páginasPi 10 01 02Victor NietoAún no hay calificaciones
- Pi 12 14 01Documento13 páginasPi 12 14 01vladimirAún no hay calificaciones
- Pi 02 05 07Documento16 páginasPi 02 05 07Julio SalasAún no hay calificaciones
- Pi 17 02 10Documento14 páginasPi 17 02 10rpdicAún no hay calificaciones
- 908a44 1Documento8 páginas908a44 1José A. GilAún no hay calificaciones
- Pi 12 14 04Documento11 páginasPi 12 14 04elmarcusIIAún no hay calificaciones
- Manual PdvsaDocumento15 páginasManual PdvsaDouglas CarrascoAún no hay calificaciones
- CPVME07000Documento8 páginasCPVME07000denisAún no hay calificaciones
- Manual de Cercas de Malla de Ciclon Ah 211 PDFDocumento10 páginasManual de Cercas de Malla de Ciclon Ah 211 PDFJose Luis CrvAún no hay calificaciones
- Recuperacion de BridasDocumento11 páginasRecuperacion de BridasAquiles MatosAún no hay calificaciones
- 1 027Documento18 páginas1 027Nelson LeonAún no hay calificaciones
- Liquidos Penetrantes para BabbitadoDocumento15 páginasLiquidos Penetrantes para BabbitadoErick OlavarriaAún no hay calificaciones
- TURBINAS A VAPOR - Pi - 12 - 07 - 01Documento38 páginasTURBINAS A VAPOR - Pi - 12 - 07 - 01JesusAún no hay calificaciones
- Pi 03 02 01Documento20 páginasPi 03 02 01Julio SalasAún no hay calificaciones
- Ensayo de DurezaDocumento20 páginasEnsayo de DurezaEdgar SerafinAún no hay calificaciones
- Norma Inspeccion Revestimiento PDFDocumento13 páginasNorma Inspeccion Revestimiento PDFkingfanybAún no hay calificaciones
- Pi 12 01 01Documento15 páginasPi 12 01 01vladimirAún no hay calificaciones
- Manual Inspector 17Documento7 páginasManual Inspector 17AnaisAún no hay calificaciones
- Pi 12 01 02Documento31 páginasPi 12 01 02vladimir100% (2)
- Em 36 02 01 PDFDocumento10 páginasEm 36 02 01 PDFLourdes HRAún no hay calificaciones
- Pdvsa: Manual de Ingenieria de DiseñoDocumento9 páginasPdvsa: Manual de Ingenieria de Diseñogustavo diazAún no hay calificaciones
- TURBINAS A GAS - Pi - 12 - 06 - 01Documento39 páginasTURBINAS A GAS - Pi - 12 - 06 - 01JesusAún no hay calificaciones
- Pi 04 01 02Documento8 páginasPi 04 01 02wilfran villegasAún no hay calificaciones
- Pi 02 05 05Documento7 páginasPi 02 05 0520jose12luisAún no hay calificaciones
- Pdvsa Instalacion de Accesorios y Equipos en Gasducto PDFDocumento13 páginasPdvsa Instalacion de Accesorios y Equipos en Gasducto PDFAlexander ChillitupaAún no hay calificaciones
- Cimentaciones para Equipos Reciprocantes lstc-003Documento15 páginasCimentaciones para Equipos Reciprocantes lstc-003Gilmar RojasAún no hay calificaciones
- Pdvsa: Manual de Ingeniería de DiseñoDocumento19 páginasPdvsa: Manual de Ingeniería de DiseñoJhonny Rafael Blanco CauraAún no hay calificaciones
- Pi 12 01 01Documento19 páginasPi 12 01 01Marcos CedeñoAún no hay calificaciones
- Pi 12 01 02Documento34 páginasPi 12 01 02Marcos CedeñoAún no hay calificaciones
- Pi 10 01 04Documento18 páginasPi 10 01 04Uveimar Perez UsecheAún no hay calificaciones
- Inspección en Parada de PlantasDocumento14 páginasInspección en Parada de PlantasCarlos GuanipaAún no hay calificaciones
- Pi 07 01 05Documento10 páginasPi 07 01 05Aquiles MatosAún no hay calificaciones
- Pi 17 02 02Documento9 páginasPi 17 02 02rpdicAún no hay calificaciones
- Ag 211 PRTDocumento17 páginasAg 211 PRThector thomasAún no hay calificaciones
- Pi 18 06 00Documento9 páginasPi 18 06 00rpdicAún no hay calificaciones
- Inspección de PasadoresDocumento8 páginasInspección de PasadoresGalaMartinezAún no hay calificaciones
- Pi-08-08-01 Cabezales de Pozo de Superficie y Sus AccesoriosDocumento24 páginasPi-08-08-01 Cabezales de Pozo de Superficie y Sus Accesoriosmleon37Aún no hay calificaciones
- Ac 211Documento13 páginasAc 211dsoto_1085360% (1)
- Pi 17 02 08Documento10 páginasPi 17 02 08rpdicAún no hay calificaciones
- Pi 12 03 01Documento17 páginasPi 12 03 01AlejandroPinoAún no hay calificaciones
- Pdvsa-906151002Documento15 páginasPdvsa-906151002danielAún no hay calificaciones
- Pdvsa H-221 (2013)Documento264 páginasPdvsa H-221 (2013)Alfredo Rafael AcostaAún no hay calificaciones
- Técnicas y medidas básicas en el laboratorio de químicaDe EverandTécnicas y medidas básicas en el laboratorio de químicaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Fundamentos de control estadístico de procesos para gestores y administradores tecnológicosDe EverandFundamentos de control estadístico de procesos para gestores y administradores tecnológicosAún no hay calificaciones
- Pi 10 03 01Documento14 páginasPi 10 03 01Uveimar Perez UsecheAún no hay calificaciones
- Administracion Por Proyecto Tomo 1Documento333 páginasAdministracion Por Proyecto Tomo 1AnaisAún no hay calificaciones
- Cómo Auditar Contexto de La Organización, Liderazgo y PlanificaciónDocumento26 páginasCómo Auditar Contexto de La Organización, Liderazgo y PlanificaciónAnaisAún no hay calificaciones
- Pi 11 01 03Documento6 páginasPi 11 01 03Uveimar Perez UsecheAún no hay calificaciones
- Administracion Por Proyecto Tomo 2Documento170 páginasAdministracion Por Proyecto Tomo 2AnaisAún no hay calificaciones
- Cómo Elegir, Usar y Limpiar Su Mascarilla - CDCDocumento4 páginasCómo Elegir, Usar y Limpiar Su Mascarilla - CDCAnaisAún no hay calificaciones
- Manual Inspector 14Documento19 páginasManual Inspector 14AnaisAún no hay calificaciones
- Manual Inspector 22Documento17 páginasManual Inspector 22AnaisAún no hay calificaciones
- Administracion de Recursos Humanos Por Idalberto ChavenatoDocumento362 páginasAdministracion de Recursos Humanos Por Idalberto ChavenatoAnais100% (1)
- MATERIAL APOYO Invest. AdministrativaDocumento10 páginasMATERIAL APOYO Invest. AdministrativaAnaisAún no hay calificaciones
- Decreto 1257 Normas Sobre Evaluacion Ambiental de Actividades Susceptibles de Degradar El AmbienteDocumento21 páginasDecreto 1257 Normas Sobre Evaluacion Ambiental de Actividades Susceptibles de Degradar El Ambienteyzamora_5100% (2)
- Manual Inspector 17Documento7 páginasManual Inspector 17AnaisAún no hay calificaciones
- Las Preguntas Más Frecuentes Acerca Del Covid-19Documento11 páginasLas Preguntas Más Frecuentes Acerca Del Covid-19AnaisAún no hay calificaciones
- Dec 883 Normas para La Clasificacion y El Control de La Calidad Del Los Cuerpos de Agua y Vertidos o Efluentes Liquidos.Documento32 páginasDec 883 Normas para La Clasificacion y El Control de La Calidad Del Los Cuerpos de Agua y Vertidos o Efluentes Liquidos.serviciosthassosAún no hay calificaciones
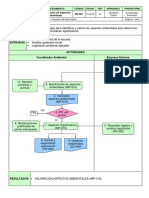
- Identificacion y Evaluación de Aspectos Ambientales E0330Documento7 páginasIdentificacion y Evaluación de Aspectos Ambientales E0330AnaisAún no hay calificaciones
- Art 23Documento19 páginasArt 23AnaisAún no hay calificaciones
- Ley de Residuos y Desechos SolidosDocumento19 páginasLey de Residuos y Desechos SolidosAnais100% (1)
- Ley de Residuos SólidosDocumento23 páginasLey de Residuos Sólidosproyecto.ecos100% (11)
- Procedimiento Evaluacion de Los Aspectos Ambientales SignificativosDocumento4 páginasProcedimiento Evaluacion de Los Aspectos Ambientales SignificativosAnaisAún no hay calificaciones
- Decreto 1257 Normas Sobre Evaluacion Ambiental de Actividades Susceptibles de Degradar El AmbienteDocumento21 páginasDecreto 1257 Normas Sobre Evaluacion Ambiental de Actividades Susceptibles de Degradar El Ambienteyzamora_5100% (2)
- Decreto 1847 Reglamento General de PlaguicidasDocumento10 páginasDecreto 1847 Reglamento General de PlaguicidasDanielPadillaAún no hay calificaciones
- Decreto 638 Normas Sobre Calidad Del Aire y Control de La Contaminacion AtmosfericaDocumento15 páginasDecreto 638 Normas Sobre Calidad Del Aire y Control de La Contaminacion AtmosfericaricharhenAún no hay calificaciones
- Po-Int-24-01 Identificacion y Evaluacion de Aspectos AmbientalesDocumento8 páginasPo-Int-24-01 Identificacion y Evaluacion de Aspectos AmbientalesAnaisAún no hay calificaciones
- Gaceta Oficial 39147Documento2 páginasGaceta Oficial 39147AnaisAún no hay calificaciones
- Vuela Más AltoDocumento1 páginaVuela Más AltoAnaisAún no hay calificaciones
- Ser ExcelentesDocumento1 páginaSer ExcelentesAnaisAún no hay calificaciones
- Benchmarking Equipo 2Documento51 páginasBenchmarking Equipo 2AnaisAún no hay calificaciones
- Un Gran Mensaje Quién Empacó Mi ParacaidasDocumento2 páginasUn Gran Mensaje Quién Empacó Mi ParacaidasAnaisAún no hay calificaciones
- Proc de Quema de HidrocarburosDocumento13 páginasProc de Quema de HidrocarburosUlysses JimenezAún no hay calificaciones
- Valor Absoluto de Los NumerosDocumento12 páginasValor Absoluto de Los NumerosMilagros Sanchez CanazaAún no hay calificaciones
- PRE - AIS - AGENCIA NACIONAL de INVESTIGACIÓN Y DESARROLLO - Informe para Medición de Aislamiento en Cabinas de Videoconferencias Santiago CentroDocumento8 páginasPRE - AIS - AGENCIA NACIONAL de INVESTIGACIÓN Y DESARROLLO - Informe para Medición de Aislamiento en Cabinas de Videoconferencias Santiago CentroLucas GradoAún no hay calificaciones
- Manual de Guías de Turismo y Operación TurísticaDocumento16 páginasManual de Guías de Turismo y Operación Turísticasaibag56% (9)
- Deficiencia de MCH 1Documento16 páginasDeficiencia de MCH 1Fernando OviedoAún no hay calificaciones
- Number Thirteen - Bella Jewel PDFDocumento231 páginasNumber Thirteen - Bella Jewel PDFLuluAún no hay calificaciones
- Kamisama Hajimemashita 9-12Documento123 páginasKamisama Hajimemashita 9-12CvalespinozaAún no hay calificaciones
- Instructivo Paz y SalvoDocumento7 páginasInstructivo Paz y SalvoPao RAún no hay calificaciones
- Emka Sac Catalogo 03112022Documento131 páginasEmka Sac Catalogo 03112022Mabel MunguíaAún no hay calificaciones
- Eucoplug ToxementDocumento2 páginasEucoplug ToxementPaola FigueroaAún no hay calificaciones
- Parada - Calabacito - 2020Documento1 páginaParada - Calabacito - 2020INGCESA PANAMAAún no hay calificaciones
- Ciudad UtopicaDocumento2 páginasCiudad UtopicaYuriAún no hay calificaciones
- Ballard, J G - El Mundo SumergidoDocumento109 páginasBallard, J G - El Mundo Sumergidoturudrummer50% (2)
- Grado 10 Sociales Segunda Guerra MundialDocumento3 páginasGrado 10 Sociales Segunda Guerra Mundialblanca isabel tapieroAún no hay calificaciones
- Trigonometría Ecuaciones y TriángulosDocumento3 páginasTrigonometría Ecuaciones y TriángulosRodrigo Plata PazAún no hay calificaciones
- Plan Estratégico de Desarrollo Local Colonia Caroya: Área: Usos Del Suelo Y Ordenamiento UrbanoDocumento33 páginasPlan Estratégico de Desarrollo Local Colonia Caroya: Área: Usos Del Suelo Y Ordenamiento UrbanoAlicia Marina CavallinAún no hay calificaciones
- Act 6 Trabajo Colaborativo 102004 120Documento23 páginasAct 6 Trabajo Colaborativo 102004 120luisrizzo2Aún no hay calificaciones
- Examen Nancy Comportamiento OrganizacionbalDocumento8 páginasExamen Nancy Comportamiento OrganizacionbalNANCY GONZALEZ0% (1)
- CaféDocumento22 páginasCaféDenis OlivasAún no hay calificaciones
- Titulacion Karl FischerDocumento18 páginasTitulacion Karl FischerCharlydeAvila0% (1)
- Condicionamiento OperanteDocumento24 páginasCondicionamiento OperanteJuliana GomezAún no hay calificaciones
- Inbound 6482583581859146906Documento15 páginasInbound 6482583581859146906Abel Quispe SantosAún no hay calificaciones
- Asma OcupacionalDocumento12 páginasAsma OcupacionalFRBM2Aún no hay calificaciones
- Jayma RuralDocumento39 páginasJayma RuralGobierno Autónomo Municipal de La PazAún no hay calificaciones
- Inclinación Del BarrenoDocumento7 páginasInclinación Del BarrenoAgustin Cabrera AlvaracinAún no hay calificaciones
- Los Muleros. Cometen Estafa o Blanqueo de CapitalesDocumento3 páginasLos Muleros. Cometen Estafa o Blanqueo de CapitalesDaniel RecraAún no hay calificaciones
- Curso Basico Sellos Mecanicos APSADocumento89 páginasCurso Basico Sellos Mecanicos APSAPablo Edelman100% (1)
- Formula de Destilacion Binaria y Multicomponente Del Libro de WankatDocumento18 páginasFormula de Destilacion Binaria y Multicomponente Del Libro de WankatAna Ruth ValladaresAún no hay calificaciones
- Capitulo 10 (Ecuaciones Diferenciales de Bernoulli)Documento9 páginasCapitulo 10 (Ecuaciones Diferenciales de Bernoulli)Luis Guayta50% (2)
- Album EcologiaDocumento21 páginasAlbum EcologiaFernando José Soto HernándezAún no hay calificaciones