También podría gustarte
- Diseño y Procesamiento MecánicoDocumento3 páginasDiseño y Procesamiento MecánicoEdgardo Sandoval100% (3)
- TEMA 3 Las Artes Figurativas en La Edad MediaDocumento23 páginasTEMA 3 Las Artes Figurativas en La Edad MediaMontserrat SantosAún no hay calificaciones
- Maquinados Convencionales PDFDocumento5 páginasMaquinados Convencionales PDFElias Obed Aguilar RosalesAún no hay calificaciones
- Tecnicas y Metodos de Remonicion de MaterialesDocumento7 páginasTecnicas y Metodos de Remonicion de MaterialesLuis CastilloAún no hay calificaciones
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- Equipamiento Taller Auto Entrega 2Documento4 páginasEquipamiento Taller Auto Entrega 2Lalosoftnet Johel Loayza Carrasco33% (3)
- Tpi Macrj PatatDocumento1 páginaTpi Macrj PatatMicaela MotturaAún no hay calificaciones
- PROYECTO Procesos de MaquinadosDocumento7 páginasPROYECTO Procesos de MaquinadosrocioAún no hay calificaciones
- Tarea 2 PDFDocumento12 páginasTarea 2 PDFCarolina Fuentes StuardoAún no hay calificaciones
- Procesos de Manufactura Unidad 2Documento20 páginasProcesos de Manufactura Unidad 2Jose Antonio Trejo CastellanosAún no hay calificaciones
- Maquinado de MetalesDocumento3 páginasMaquinado de MetalesJared EduardoAún no hay calificaciones
- Mecanizado Del MotorDocumento4 páginasMecanizado Del Motorcristian flores100% (1)
- Arranque de Viruta A ManoDocumento13 páginasArranque de Viruta A ManoAllisson ParralesAún no hay calificaciones
- Proceso de romocion de materialDocumento16 páginasProceso de romocion de materialDannie S. RamírezAún no hay calificaciones
- Clase 11 UltDocumento3 páginasClase 11 UltGina CamargoAún no hay calificaciones
- Arranque de Viruta Maquinas de Arranque de VirutaDocumento6 páginasArranque de Viruta Maquinas de Arranque de VirutaOMAgamer 34Aún no hay calificaciones
- Mecanizado por arranque de virutaDocumento21 páginasMecanizado por arranque de virutaDaisy AguilarAún no hay calificaciones
- VirutasDocumento10 páginasVirutasReymi Humalla VasquezAún no hay calificaciones
- MECANIZADODocumento16 páginasMECANIZADODeisy BastoAún no hay calificaciones
- INTRODUCCIONDocumento16 páginasINTRODUCCIONDiana OrtizAún no hay calificaciones
- Practica 1Documento25 páginasPractica 1EDAún no hay calificaciones
- Herramientas de Corte en Los Procesos de Arranque de VirutaDocumento6 páginasHerramientas de Corte en Los Procesos de Arranque de VirutaFernando Castro RodríguezAún no hay calificaciones
- Investigación Unidad 3-Procesos de FabricaciónDocumento12 páginasInvestigación Unidad 3-Procesos de FabricaciónBenjamin Morales UrbinaAún no hay calificaciones
- Mecanizado Por Arranque de VirutaDocumento7 páginasMecanizado Por Arranque de VirutajesusAún no hay calificaciones
- Arranque de VirutaDocumento4 páginasArranque de Virutamonica oñate100% (1)
- Arranque de VirutaDocumento7 páginasArranque de VirutaDejota FerndzAún no hay calificaciones
- Mauinas HerramientasDocumento13 páginasMauinas Herramientasandyandy888Aún no hay calificaciones
- Conformado Con Arranque de VirutaDocumento7 páginasConformado Con Arranque de VirutaJhon TorresAún no hay calificaciones
- Microsoft Word - Apuntes-Mecani - DPTODocumento50 páginasMicrosoft Word - Apuntes-Mecani - DPTOPablo AxeitosAún no hay calificaciones
- Taller de MaquinadosDocumento6 páginasTaller de MaquinadosLuis Mario Covarrubias VazquezAún no hay calificaciones
- Procesos de fabricación: conformación, maquinado y torneadoDocumento18 páginasProcesos de fabricación: conformación, maquinado y torneadoCESAR LUCAS GARCIAAún no hay calificaciones
- Mecanizado por arranque de viruta: procesos, herramientas y conceptos claveDocumento13 páginasMecanizado por arranque de viruta: procesos, herramientas y conceptos claveRobbinson CastroAún no hay calificaciones
- Conformado y MecanizadoDocumento11 páginasConformado y MecanizadoluishugoAún no hay calificaciones
- Mecanizado por arranqueDocumento12 páginasMecanizado por arranqueJuanAún no hay calificaciones
- Modulo Soldadura Unidad IDocumento32 páginasModulo Soldadura Unidad IMarlonAún no hay calificaciones
- Proceso de Maquinado o Mecanizado de Una PiezaDocumento2 páginasProceso de Maquinado o Mecanizado de Una PiezaRaul Roman Miramontes Arce50% (2)
- Mecanizado Sin Arranque de VirutaDocumento5 páginasMecanizado Sin Arranque de VirutaYuben SalazarAún no hay calificaciones
- Proceso de MecanizadoDocumento3 páginasProceso de MecanizadoJenni PulacheAún no hay calificaciones
- Mano FacturaDocumento16 páginasMano FacturaJORGE ANTONIO PEREZ ROBLESAún no hay calificaciones
- Mecanizado Por Arranque de VirutaDocumento9 páginasMecanizado Por Arranque de VirutaHermes MejíaAún no hay calificaciones
- Herramientas de CorteDocumento9 páginasHerramientas de CorteAnthony SerraAún no hay calificaciones
- Informe ExposicionDocumento10 páginasInforme ExposicionyorgelisAún no hay calificaciones
- Ensayo MaquinasDocumento3 páginasEnsayo MaquinasFernando Cornejo100% (1)
- MecanizadoDocumento41 páginasMecanizadoChristian Loayza100% (1)
- Proceso Industrial de Mecanizado Por Arranque de VirutaDocumento10 páginasProceso Industrial de Mecanizado Por Arranque de VirutaLenny MartinezAún no hay calificaciones
- Practica 1 LB CNC (1823187)Documento16 páginasPractica 1 LB CNC (1823187)Erick Muñoz GutiérrezAún no hay calificaciones
- Equivalencia Procedimientos Tecnicos 2do Año 2da EstapaDocumento24 páginasEquivalencia Procedimientos Tecnicos 2do Año 2da EstapaSebastian ZabalaAún no hay calificaciones
- Trabajo Fresadora y LimadoraDocumento14 páginasTrabajo Fresadora y LimadoraRicardoQuijoteAún no hay calificaciones
- Tipos de MecanizadoDocumento3 páginasTipos de MecanizadoDiana VigilAún no hay calificaciones
- Actividad Unidad 4Documento14 páginasActividad Unidad 4oscar gonzalezAún no hay calificaciones
- Mecanizado por arranque de viruta: procesos y tiposDocumento6 páginasMecanizado por arranque de viruta: procesos y tiposCesar MendozaAún no hay calificaciones
- Curso Centro de MaquinadoDocumento51 páginasCurso Centro de MaquinadoIrvin Jovani Torres Magaña100% (1)
- ManufacturaDocumento26 páginasManufacturaSofi ToledoAún no hay calificaciones
- Informe de ReconocimientoDocumento19 páginasInforme de ReconocimientoLuis ChasiluisaAún no hay calificaciones
- Trabajo Práctico para Equivalencia de Procedimientos Técnicos 2 Año Técnica (3er Parte) 2 EtapaDocumento24 páginasTrabajo Práctico para Equivalencia de Procedimientos Técnicos 2 Año Técnica (3er Parte) 2 EtapaSebastian ZabalaAún no hay calificaciones
- Tema 1. INTRODUCCION AL MECANIZADODocumento45 páginasTema 1. INTRODUCCION AL MECANIZADOKelly RamonAún no hay calificaciones
- Resumen Del Rossi Tecnología de FabricaciónDocumento132 páginasResumen Del Rossi Tecnología de FabricaciónAlexis Di LenaAún no hay calificaciones
- Apuntes 1 Mecanizado Por Arranque de VirutaDocumento23 páginasApuntes 1 Mecanizado Por Arranque de VirutaOscar MenaAún no hay calificaciones
- REMOCION DE MATERIAL Procesos de Manufactura 1Documento12 páginasREMOCION DE MATERIAL Procesos de Manufactura 1Christine PericheAún no hay calificaciones
- Los Mecanizados de Piezas Se Pueden Fabricar Con 4 MétodosDocumento8 páginasLos Mecanizados de Piezas Se Pueden Fabricar Con 4 Métodosana moralesAún no hay calificaciones
- Desprendimiento de VirutaDocumento14 páginasDesprendimiento de VirutaJesus GuerraAún no hay calificaciones
- MecanizadosDocumento16 páginasMecanizadosDiego Alexander Ceballos SanchezAún no hay calificaciones
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209De EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Calificación: 5 de 5 estrellas5/5 (1)
- Tema 4 Interpretacion de Los SimbolosDocumento8 páginasTema 4 Interpretacion de Los SimbolosMontserrat SantosAún no hay calificaciones
- Tema 3 Estatuto Valenciano Titulos I y IiDocumento6 páginasTema 3 Estatuto Valenciano Titulos I y IiMontserrat SantosAún no hay calificaciones
- Tema 3 NomalizaciónDocumento6 páginasTema 3 NomalizaciónMontserrat SantosAún no hay calificaciones
- Tema 25 Riesgos LaboralesDocumento60 páginasTema 25 Riesgos LaboralesMontserrat SantosAún no hay calificaciones
- Tema 6 El Estatuto de Autonomía de La Comunitat ValencianaDocumento36 páginasTema 6 El Estatuto de Autonomía de La Comunitat ValencianaMontserrat SantosAún no hay calificaciones
- Tema 5 Estatuto Valenciano Las CompetenciasDocumento5 páginasTema 5 Estatuto Valenciano Las CompetenciasMontserrat SantosAún no hay calificaciones
- Planes de Igualdad EmpresaDocumento13 páginasPlanes de Igualdad EmpresaMontserrat SantosAún no hay calificaciones
- TEMA 41 El Constitucionalismo Español y Las Cortes Españolas en La Edad ContemporáneaDocumento6 páginasTEMA 41 El Constitucionalismo Español y Las Cortes Españolas en La Edad ContemporáneaMontserrat SantosAún no hay calificaciones
- Test Ley DependenciaDocumento13 páginasTest Ley DependenciaMontserrat SantosAún no hay calificaciones
- TEMA 43 La Administración Territorial en La Edad ContemporáneaDocumento4 páginasTEMA 43 La Administración Territorial en La Edad ContemporáneaMontserrat SantosAún no hay calificaciones
- Las 4 grandes agencias de noticias mundialesDocumento31 páginasLas 4 grandes agencias de noticias mundialesMontserrat SantosAún no hay calificaciones
- Tema 16 Transformaciones Urbanas y El Caso Centro Julio GonzalezDocumento21 páginasTema 16 Transformaciones Urbanas y El Caso Centro Julio GonzalezMontserrat SantosAún no hay calificaciones
- Tema 14 Contextos Geopolíticos EspecíficosDocumento22 páginasTema 14 Contextos Geopolíticos EspecíficosMontserrat SantosAún no hay calificaciones
- Constitucion Corona Cortes Gobierno Org Territ-FustymanDocumento293 páginasConstitucion Corona Cortes Gobierno Org Territ-FustymanMontserrat SantosAún no hay calificaciones
- La IgualdadDocumento34 páginasLa IgualdadMontserrat SantosAún no hay calificaciones
- Tema 14 Recursos AdministrativosDocumento9 páginasTema 14 Recursos AdministrativosMontserrat SantosAún no hay calificaciones
- Tema 12 Teoria de La Redacción PeriodisticaDocumento7 páginasTema 12 Teoria de La Redacción PeriodisticaMontserrat SantosAún no hay calificaciones
- Ley Oprganica Proteccion Datos ComentadaDocumento38 páginasLey Oprganica Proteccion Datos ComentadaMontserrat SantosAún no hay calificaciones
- TEMA 44 La Administración de Justicia y El Poder Judicial en La Edad ContemporáneaDocumento4 páginasTEMA 44 La Administración de Justicia y El Poder Judicial en La Edad ContemporáneaMontserrat SantosAún no hay calificaciones
- Tema 8 La Administracion General Del EstadoDocumento21 páginasTema 8 La Administracion General Del EstadoMontserrat SantosAún no hay calificaciones
- Actos Advos Con Motivacion2Documento50 páginasActos Advos Con Motivacion2Montserrat SantosAún no hay calificaciones
- Tema 50 Talleres de EmpleoDocumento12 páginasTema 50 Talleres de EmpleoMontserrat SantosAún no hay calificaciones
- Modelo EconomicoDocumento58 páginasModelo EconomicoMontserrat SantosAún no hay calificaciones
- Tema 5 Igualdad Violencia Genero Discapacidad Dependencia TransparenciaDocumento34 páginasTema 5 Igualdad Violencia Genero Discapacidad Dependencia TransparenciaMontserrat SantosAún no hay calificaciones
- Fechas Importantes de La C.e.2Documento4 páginasFechas Importantes de La C.e.2Montserrat SantosAún no hay calificaciones
- GuiaInfancia Tomo2Documento144 páginasGuiaInfancia Tomo2Montserrat SantosAún no hay calificaciones
- Del Poder JudicialDocumento46 páginasDel Poder JudicialMontserrat SantosAún no hay calificaciones
- Historia y competencias Tribunal CuentasDocumento23 páginasHistoria y competencias Tribunal CuentasMontserrat SantosAún no hay calificaciones
- Cronograma General de Exposiciones y ListadoDocumento3 páginasCronograma General de Exposiciones y ListadoJAMA REALPE ELIAN FERNANDOAún no hay calificaciones
- NitrurosDocumento20 páginasNitrurosmiguelAún no hay calificaciones
- Cotizaciones PreciosDocumento46 páginasCotizaciones Precioscristian mendoza quispeAún no hay calificaciones
- Identificacion de ActividadesDocumento5 páginasIdentificacion de ActividadesKaren MurilloAún no hay calificaciones
- Detalles - Materiales - Precio Halavisi VaneDocumento282 páginasDetalles - Materiales - Precio Halavisi VaneYeico Marquez GonzalesAún no hay calificaciones
- FT - Cobertura de Aluzinc Tr4 RectoDocumento2 páginasFT - Cobertura de Aluzinc Tr4 RectoLuck Mars ChukAún no hay calificaciones
- OK AUTROD 12.22 2.50mm 30.00kgDocumento1 páginaOK AUTROD 12.22 2.50mm 30.00kgadanmeneses1Aún no hay calificaciones
- Alineado y Soldadura A Tope en Tuberías de Acero Al CarbónDocumento24 páginasAlineado y Soldadura A Tope en Tuberías de Acero Al CarbónAdrian GonzalezAún no hay calificaciones
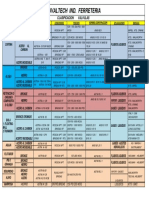
- TUVALTECH IND. FERRETERIA CLASIFICACION VALVULASDocumento1 páginaTUVALTECH IND. FERRETERIA CLASIFICACION VALVULASFabian AyalaAún no hay calificaciones
- Dop Obtención de Cable Desnudo de Cobre.Documento2 páginasDop Obtención de Cable Desnudo de Cobre.rodrigoAún no hay calificaciones
- Check List - Pre-Uso Linea de Vida y Puntos de AnclajeDocumento1 páginaCheck List - Pre-Uso Linea de Vida y Puntos de AnclajeJose Antonio Valle PelaezAún no hay calificaciones
- TAREADocumento2 páginasTAREASthefanie Guerrero SilvaAún no hay calificaciones
- Proceso Tecnologico Del Sulfato de Cobre PentahidratadoDocumento20 páginasProceso Tecnologico Del Sulfato de Cobre PentahidratadoAileen Paolita Cortez MamaniAún no hay calificaciones
- Capitulo 79 Cinc y Sus ManufacturasDocumento6 páginasCapitulo 79 Cinc y Sus ManufacturasEnrique PonceAún no hay calificaciones
- 6-Procedimiento Seguro de Trabajo Con PulidoraDocumento6 páginas6-Procedimiento Seguro de Trabajo Con PulidoraPedro ZuletaAún no hay calificaciones
- Empresa TorreyDocumento5 páginasEmpresa TorreyDiego RodriguezAún no hay calificaciones
- Examen de Soldadura Mig MagDocumento1 páginaExamen de Soldadura Mig MagJESUS MANUEL POLO FERNANDEZAún no hay calificaciones
- El AluminioDocumento76 páginasEl AluminioChristian CornejoAún no hay calificaciones
- Luminotecnia (Rincon Del Vago)Documento17 páginasLuminotecnia (Rincon Del Vago)Lndr VldAún no hay calificaciones
- Especificaciones TecnicasDocumento109 páginasEspecificaciones TecnicasJorge Humeres ContrerasAún no hay calificaciones
- ApusDocumento130 páginasApusAndres MontoyaAún no hay calificaciones
- Gama Europea de Equipos de Soldadura EutecticDocumento48 páginasGama Europea de Equipos de Soldadura EutecticJean CarlosAún no hay calificaciones
- Listado Nombres CargoDocumento13 páginasListado Nombres CargoEydan VargasAún no hay calificaciones
- Metalurgia en PolvosDocumento38 páginasMetalurgia en PolvosJean Franco Lazo VillalvaAún no hay calificaciones
- HerramientasDocumento35 páginasHerramientasBriggitte OrtizAún no hay calificaciones
- 000 3 Et 003Documento17 páginas000 3 Et 003Frank Sedano RuttiAún no hay calificaciones
- Tubería galvanizada NPT instaladaDocumento2 páginasTubería galvanizada NPT instaladaJorge RestrepoAún no hay calificaciones
- Diametro de Tuberias Comerciales y Quienes La FabricanDocumento34 páginasDiametro de Tuberias Comerciales y Quienes La FabricanRoberto Amado MárquezAún no hay calificaciones