También podría gustarte
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Teoría Del Maquinado de MetalesDocumento67 páginasTeoría Del Maquinado de MetalesAnthony Quiroz Leon100% (1)
- Marco Teórico de Procesos de TorneadoDocumento5 páginasMarco Teórico de Procesos de TorneadoDiego Romero0% (1)
- Tecnicas y Metodos de Remonicion de MaterialesDocumento7 páginasTecnicas y Metodos de Remonicion de MaterialesLuis CastilloAún no hay calificaciones
- Trabajo Práctico para Equivalencia de Procedimientos Técnicos 2 Año Técnica (3er Parte) 2 EtapaDocumento24 páginasTrabajo Práctico para Equivalencia de Procedimientos Técnicos 2 Año Técnica (3er Parte) 2 EtapaSebastian ZabalaAún no hay calificaciones
- Procesos de Manufactura InvDocumento18 páginasProcesos de Manufactura InvCESAR LUCAS GARCIAAún no hay calificaciones
- Fabricacion Por Arranque de VirutaDocumento6 páginasFabricacion Por Arranque de Virutachino_lanus924Aún no hay calificaciones
- Procesos de Mecanizado Por Arranque de VirutaDocumento6 páginasProcesos de Mecanizado Por Arranque de VirutaCesar MendozaAún no hay calificaciones
- Procesos Con Arranque de Viruta, en Materiales Metálicos y No MetálicosDocumento14 páginasProcesos Con Arranque de Viruta, en Materiales Metálicos y No Metálicosantoniomendez252630Aún no hay calificaciones
- Arranque de VirutaDocumento4 páginasArranque de Virutamonica oñate100% (1)
- Arranque de VirutaDocumento7 páginasArranque de VirutaDejota FerndzAún no hay calificaciones
- El Mecanizado Por Arranque de VirutaDocumento21 páginasEl Mecanizado Por Arranque de VirutaDaisy AguilarAún no hay calificaciones
- Autónomo 1 Procesos de MecanizadoDocumento13 páginasAutónomo 1 Procesos de MecanizadoRobbinson CastroAún no hay calificaciones
- Teoría Del Maquinado de MetalesDocumento5 páginasTeoría Del Maquinado de MetalesJesus GarciaAún no hay calificaciones
- Herramientas de Corte en Los Procesos de Arranque de VirutaDocumento6 páginasHerramientas de Corte en Los Procesos de Arranque de VirutaFernando Castro RodríguezAún no hay calificaciones
- Procesos Basicos de MaquinadoDocumento11 páginasProcesos Basicos de MaquinadoGA EdgarAún no hay calificaciones
- Procesos de MaquinadoDocumento6 páginasProcesos de Maquinado6grimmjowAún no hay calificaciones
- Mecanizado Por Arranque de VirutaDocumento9 páginasMecanizado Por Arranque de VirutaHermes MejíaAún no hay calificaciones
- Consulta de Procesos Con TablasDocumento10 páginasConsulta de Procesos Con Tablasvaleria banda amayaAún no hay calificaciones
- Mecanizado Por Arranque de VirutaDocumento7 páginasMecanizado Por Arranque de VirutajesusAún no hay calificaciones
- Riesgos Relacionados Con MáquinasDocumento12 páginasRiesgos Relacionados Con MáquinasJuanAún no hay calificaciones
- Apuntes 1 Mecanizado Por Arranque de VirutaDocumento23 páginasApuntes 1 Mecanizado Por Arranque de VirutaOscar MenaAún no hay calificaciones
- Herramientas de Tornear FinalDocumento28 páginasHerramientas de Tornear FinalFrancisco OxaAún no hay calificaciones
- Teoria Del Maquinado. Parte 1 y 2Documento5 páginasTeoria Del Maquinado. Parte 1 y 2Nathali BakerAún no hay calificaciones
- REMOCION DE MATERIAL Procesos de Manufactura 1Documento12 páginasREMOCION DE MATERIAL Procesos de Manufactura 1Christine PericheAún no hay calificaciones
- Mecanizado BásicoDocumento20 páginasMecanizado BásicoJacquelineMijaFarroAún no hay calificaciones
- Conformacion Por Desprendimiento de MaterialDocumento11 páginasConformacion Por Desprendimiento de MaterialAngelita GarciaAún no hay calificaciones
- Actividad Unidad 4Documento14 páginasActividad Unidad 4oscar gonzalezAún no hay calificaciones
- 3.1 Maquinados ConvencionalesDocumento22 páginas3.1 Maquinados ConvencionalesHector Lopez SotoAún no hay calificaciones
- Reduccion de MasaDocumento23 páginasReduccion de MasaVictor Yarleque OlayaAún no hay calificaciones
- Arranque de VirutaDocumento4 páginasArranque de VirutaGloria Espinoza0% (1)
- MaquinadosDocumento18 páginasMaquinadosIvan Edd Hernandez SalazarAún no hay calificaciones
- El Mecanizado Como Proceso de Extracción de MaterialDocumento4 páginasEl Mecanizado Como Proceso de Extracción de MaterialAlfred OchoaAún no hay calificaciones
- Teoria de Corte y Sus Aplicaciones en Procesos MecanicosDocumento15 páginasTeoria de Corte y Sus Aplicaciones en Procesos MecanicosLuis SantillanoAún no hay calificaciones
- Maquinado de MetalesDocumento57 páginasMaquinado de MetalesJairo Alejandro Martinez Marin100% (2)
- CONFORMADOS DE METALES MEDIANTE ELIMINACION DE MATERIAL Tecno1Documento19 páginasCONFORMADOS DE METALES MEDIANTE ELIMINACION DE MATERIAL Tecno1Fabricio Jaldin MoralesAún no hay calificaciones
- Marco Teorico ProcesosDocumento3 páginasMarco Teorico ProcesosGreg SandovalAún no hay calificaciones
- Mauinas HerramientasDocumento13 páginasMauinas Herramientasandyandy888Aún no hay calificaciones
- Fabricacion de Materiales Ii - Procesos de MaquinadoDocumento19 páginasFabricacion de Materiales Ii - Procesos de MaquinadoCalixto Cabrera MedranoAún no hay calificaciones
- Finl Exposicion Procesos Que Provocan Desprendimiento de VirutaDocumento6 páginasFinl Exposicion Procesos Que Provocan Desprendimiento de VirutaJuan MontañoAún no hay calificaciones
- Procesos de Arranque de VirutaDocumento14 páginasProcesos de Arranque de VirutaZedei Antonio100% (2)
- Procesos de Manufactura I - Mecanica de CorteDocumento57 páginasProcesos de Manufactura I - Mecanica de CortejuancarlosjuaquinAún no hay calificaciones
- Unidad VII y VIIIDocumento23 páginasUnidad VII y VIIIAnthony GuillentAún no hay calificaciones
- Tema 1. INTRODUCCION AL MECANIZADODocumento45 páginasTema 1. INTRODUCCION AL MECANIZADOKelly RamonAún no hay calificaciones
- Clase 11 UltDocumento3 páginasClase 11 UltGina CamargoAún no hay calificaciones
- UNIDAD 2 Procesos Con Arranque de VirutaDocumento7 páginasUNIDAD 2 Procesos Con Arranque de VirutaUlises NajeraAún no hay calificaciones
- Teoría de Corte Velocidades y Herramientas MaquinadoDocumento5 páginasTeoría de Corte Velocidades y Herramientas MaquinadoCesar Caballero OliveraAún no hay calificaciones
- Máquinas HerramientasDocumento4 páginasMáquinas Herramientasjchender515Aún no hay calificaciones
- Virutaje. MATEO PATIÑODocumento7 páginasVirutaje. MATEO PATIÑOMateo PatiñoAún no hay calificaciones
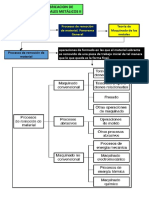
- Proceso de Remocion de MaterialDocumento17 páginasProceso de Remocion de Materialanalidiaguerra100% (1)
- INTRODUCCIONDocumento16 páginasINTRODUCCIONDiana OrtizAún no hay calificaciones
- Herramientas de CorteDocumento9 páginasHerramientas de CorteBYRON FRANCISCO LOZANO ARANAAún no hay calificaciones
- Tipos de MecanizadoDocumento3 páginasTipos de MecanizadoDiana VigilAún no hay calificaciones
- El Torno, Características y Procesos de CorteDocumento35 páginasEl Torno, Características y Procesos de CorteMarcela Trinidad Fiallos MezaAún no hay calificaciones
- Unidad 5Documento5 páginasUnidad 5Florencia MadridAún no hay calificaciones
- Arranque de Viruta Maquinas de Arranque de VirutaDocumento6 páginasArranque de Viruta Maquinas de Arranque de VirutaOMAgamer 34Aún no hay calificaciones
- Informe Taller Mecanizado de MetalesDocumento10 páginasInforme Taller Mecanizado de MetalesNICOLAS VELASQUEZAún no hay calificaciones
- Procesos de MecanizadoDocumento9 páginasProcesos de MecanizadoKatty CalderonAún no hay calificaciones
- Procesos de MaquinadoDocumento7 páginasProcesos de MaquinadoEduardo BandaAún no hay calificaciones
- Trabajo MatriceriaDocumento11 páginasTrabajo MatriceriaRosa RodriguezAún no hay calificaciones
- Trabajo Práctico de Equivalencias #1 de 3 Año ElectrónicaDocumento10 páginasTrabajo Práctico de Equivalencias #1 de 3 Año ElectrónicaSebastian ZabalaAún no hay calificaciones
- 1er Año Tecnica Equivalencias Zabala SebastianDocumento21 páginas1er Año Tecnica Equivalencias Zabala SebastianSebastian ZabalaAún no hay calificaciones
- Ensayos de FatigaDocumento17 páginasEnsayos de FatigaSebastian ZabalaAún no hay calificaciones
- SISTEMAS TECNOLOGICOS 3° ELECTRICIDAD Zabala SebastiánDocumento6 páginasSISTEMAS TECNOLOGICOS 3° ELECTRICIDAD Zabala SebastiánSebastian ZabalaAún no hay calificaciones
- Ensayo de FatigaDocumento26 páginasEnsayo de FatigaSebastian ZabalaAún no hay calificaciones
- 2do Año Tecnica Equivalencias Zabala SebastianDocumento19 páginas2do Año Tecnica Equivalencias Zabala SebastianSebastian ZabalaAún no hay calificaciones
- Densidad de Metales Zabala Sebastian 4to QuimicaDocumento3 páginasDensidad de Metales Zabala Sebastian 4to QuimicaSebastian ZabalaAún no hay calificaciones
- TRABAJO PRÁCTICO PARA EQUIVALENCIA DE PROCEDIMIENTOS TÉCNICOS 3 (Etapa 2) 5ta ParteDocumento3 páginasTRABAJO PRÁCTICO PARA EQUIVALENCIA DE PROCEDIMIENTOS TÉCNICOS 3 (Etapa 2) 5ta ParteSebastian ZabalaAún no hay calificaciones
- Trabajo Práctico para Equivalencia de Procedimientos Técnicos 1 Año Técnica (3er Parte) 1 EtapaDocumento28 páginasTrabajo Práctico para Equivalencia de Procedimientos Técnicos 1 Año Técnica (3er Parte) 1 EtapaSebastian ZabalaAún no hay calificaciones
- Trabajo Práctico para Equivalencia 2 Año (2da Parte) Etapa 2 de Zabala SebastianDocumento19 páginasTrabajo Práctico para Equivalencia 2 Año (2da Parte) Etapa 2 de Zabala SebastianSebastian ZabalaAún no hay calificaciones
- Ypf S.A. (Ypf)Documento7 páginasYpf S.A. (Ypf)Sebastian ZabalaAún no hay calificaciones
- Qué Es Un Paradigma CosmocentricoDocumento6 páginasQué Es Un Paradigma CosmocentricoSebastian ZabalaAún no hay calificaciones
- Cementación o Precipitación Con Chatarra de FierroDocumento8 páginasCementación o Precipitación Con Chatarra de FierroCarlos GuerratyAún no hay calificaciones
- Catalogo de Pernos de American Screw FijacionesDocumento143 páginasCatalogo de Pernos de American Screw Fijacionescempalf1Aún no hay calificaciones
- N 015 MaterialesDocumento19 páginasN 015 MaterialesNatalia_Fanari_7314Aún no hay calificaciones
- Triptico Steel FramingDocumento6 páginasTriptico Steel FramingAndres SuarezAún no hay calificaciones
- Prensa de Los CracksDocumento1 páginaPrensa de Los CracksKEVIN ALEXANDER PE�A GAMBAAún no hay calificaciones
- Mapa Conceptual CultivosDocumento1 páginaMapa Conceptual CultivosGema Bernal100% (1)
- Presentacion Vigas AligeradasDocumento24 páginasPresentacion Vigas AligeradasJCMark_Aún no hay calificaciones
- Fundicion de CobreDocumento16 páginasFundicion de CobrebettyAún no hay calificaciones
- Horno de CrisolDocumento9 páginasHorno de CrisolMarco MenchacaAún no hay calificaciones
- Formulas Generales de MecanizadoDocumento8 páginasFormulas Generales de MecanizadoOscar Mena100% (1)
- Lixiviacion de Minerales de OroDocumento2 páginasLixiviacion de Minerales de OroCarolay Chavez CallupeAún no hay calificaciones
- La Soldadura Aluminotérmica Es Un Procedimiento de Soldadura Utilizado en Carriles de Vías FérreasDocumento3 páginasLa Soldadura Aluminotérmica Es Un Procedimiento de Soldadura Utilizado en Carriles de Vías FérreasGilka Lavive Espejo0% (1)
- Charla CorrosionDocumento2 páginasCharla CorrosionMaricarmen DíazAún no hay calificaciones
- MALLAS ExpandidasDocumento16 páginasMALLAS ExpandidasCarlos E. Matallana MartínezAún no hay calificaciones
- Soldadura en Oleoductos y Gasoductos-API 1104 Rollino PDFDocumento80 páginasSoldadura en Oleoductos y Gasoductos-API 1104 Rollino PDFAlan Rodrigo Miranda YaretaAún no hay calificaciones
- Catálogo Kubiteja TradicionalDocumento7 páginasCatálogo Kubiteja TradicionalLeonel CalvaAún no hay calificaciones
- MT 322Documento2 páginasMT 322Von PereiraAún no hay calificaciones
- Norma Aws D1.3Documento34 páginasNorma Aws D1.3Alejandro Garcés100% (1)
- 2.4 Diseño de Transportadores de Cadena y Tratamientos Térmicos - Brian Rodrigo Aguilar LópezDocumento7 páginas2.4 Diseño de Transportadores de Cadena y Tratamientos Térmicos - Brian Rodrigo Aguilar LópezBRIAN RODRIGO AGUILAR LOPEZAún no hay calificaciones
- OtfhDocumento176 páginasOtfhLuis SanchezAún no hay calificaciones
- NC MN OC08 20 SoldaduraDocumento15 páginasNC MN OC08 20 Soldadurawilrz91Aún no hay calificaciones
- Informe Materiales No FerrososDocumento12 páginasInforme Materiales No FerrososBrayanJosueReyesHerrera100% (1)
- Anexo-Tabla de Propiedades Del Acero Empleado en Los EjesDocumento1 páginaAnexo-Tabla de Propiedades Del Acero Empleado en Los EjesElvis RodriguezAún no hay calificaciones
- Informe Analitica 4 Gravimetría y VolumetríaDocumento10 páginasInforme Analitica 4 Gravimetría y VolumetríaValeria Berrio AlvarezAún no hay calificaciones
- Dimenciones de Valvulas de MariposaDocumento10 páginasDimenciones de Valvulas de MariposaroisellaAún no hay calificaciones
- Guía Nº8 - Grado Décimo - Semana4 - P2 - Tabla - PeriodicaDocumento4 páginasGuía Nº8 - Grado Décimo - Semana4 - P2 - Tabla - PeriodicaCesar MedinaAún no hay calificaciones
- Preguntas para El Examen Final de MC 112 Ciclo 2020Documento6 páginasPreguntas para El Examen Final de MC 112 Ciclo 2020RafaelAún no hay calificaciones
- 02 Pares AprieteDocumento17 páginas02 Pares AprieteJohn DoeAún no hay calificaciones
- Ejemplo SGS TurbinaDocumento2 páginasEjemplo SGS TurbinaAlfredo MazziniAún no hay calificaciones
- Sesion 3 Instrumental QuirúrgicoDocumento25 páginasSesion 3 Instrumental QuirúrgicoCarlos Jair Herrera CamposAún no hay calificaciones