También podría gustarte
- Terea de Asimetria y CurtosisDocumento1 páginaTerea de Asimetria y CurtosisMargarita HernandezAún no hay calificaciones
- Carrera - Juan Manuel - Grafico - AtributosDocumento12 páginasCarrera - Juan Manuel - Grafico - AtributosVentas Hotel Real Rex100% (1)
- COC U2 AA1 EA4 FormatoDocumento12 páginasCOC U2 AA1 EA4 FormatoANTONIO LOPEZ AMARAL0% (4)
- Eba U3 A1 OsrmDocumento6 páginasEba U3 A1 OsrmOscar RomeroAún no hay calificaciones
- Caso 3 - G8Documento10 páginasCaso 3 - G8Jeremy Perez RubiAún no hay calificaciones
- 7 Dietas para Excitados y PasivosDocumento1 página7 Dietas para Excitados y PasivosFran Fdez Mtnez100% (2)
- Eje Estriado y Cubo BrochadoDocumento2 páginasEje Estriado y Cubo BrochadoLuciano VittoneAún no hay calificaciones
- Eje Estriado y Cubo Brochado PDFDocumento2 páginasEje Estriado y Cubo Brochado PDFGonzaloAún no hay calificaciones
- Eje Estriado y Cubo BrochadoDocumento2 páginasEje Estriado y Cubo BrochadoGonzaloAún no hay calificaciones
- Eje Estriado y Cubo Brochado PDFDocumento2 páginasEje Estriado y Cubo Brochado PDFGonzaloAún no hay calificaciones
- Taller Graficos ControlDocumento8 páginasTaller Graficos ControlTania LeonAún no hay calificaciones
- Coc U2 Aa1 Ea4Documento15 páginasCoc U2 Aa1 Ea4Sarah JuarezAún no hay calificaciones
- Morales Gráficos AtributosDocumento13 páginasMorales Gráficos AtributosSILVERIO MARES GARCÍAAún no hay calificaciones
- Tecnopower Eje Estriado Din 5463 Iso 14Documento2 páginasTecnopower Eje Estriado Din 5463 Iso 14Andrés Ramírez100% (2)
- Perez Jose Gráficos AtributosDocumento14 páginasPerez Jose Gráficos AtributosKarla PérezAún no hay calificaciones
- Carta NP Solicitud de PagoDocumento4 páginasCarta NP Solicitud de PagoA. RoblesAún no hay calificaciones
- TECNOPOWER Eje EstriadoDocumento4 páginasTECNOPOWER Eje EstriadoMaria Jose Ruiz CarrascosaAún no hay calificaciones
- Examen de Análisis de Estructuras Hiperestáticas "Método de Rigideces"Documento15 páginasExamen de Análisis de Estructuras Hiperestáticas "Método de Rigideces"Damian AndradeAún no hay calificaciones
- ExtraDocumento3 páginasExtraRikardo VergaraAún no hay calificaciones
- Carta Curaduria 2Documento7 páginasCarta Curaduria 2Juan Pablo Granada CastañoAún no hay calificaciones
- Práctica Tema 5 Control Estadístico de La CalidadDocumento13 páginasPráctica Tema 5 Control Estadístico de La CalidadFlia CarreraAún no hay calificaciones
- Ejercicios Cartas de Control Por AtributosDocumento13 páginasEjercicios Cartas de Control Por Atributosolivia balerianoAún no hay calificaciones
- Ejercicios de SimuDocumento7 páginasEjercicios de SimuLuis LemaAún no hay calificaciones
- Avila Emigdio Graficos AtributosDocumento12 páginasAvila Emigdio Graficos AtributosJULIOE SOLISAún no hay calificaciones
- Catalogo IpeDocumento2 páginasCatalogo IpeJhon Sebastian Reyes DiazAún no hay calificaciones
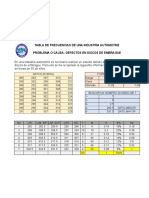
- Tabla de FrecuenciasDocumento6 páginasTabla de Frecuenciasmonika100% (1)
- Unidad 3-Clase 10Documento38 páginasUnidad 3-Clase 10Katerin Stefany Funes BonillaAún no hay calificaciones
- Graficas de ControlDocumento2 páginasGraficas de ControlAlexandra Álvarez MedinaAún no hay calificaciones
- Ejemplo PDocumento6 páginasEjemplo PJhosep SAAún no hay calificaciones
- Ejercicio Unidad 4Documento7 páginasEjercicio Unidad 4JoseAún no hay calificaciones
- Ea4 Graficos de Control Por AtributosDocumento7 páginasEa4 Graficos de Control Por AtributosMartel Quiroz100% (2)
- Pregunta 6Documento9 páginasPregunta 6hugoAún no hay calificaciones
- Lista de Precios 2015.Documento44 páginasLista de Precios 2015.Jonathan Escobar Molina100% (2)
- ControlDocumento2 páginasControljosemaresh8Aún no hay calificaciones
- Anexo 6215426 1Documento6 páginasAnexo 6215426 1María Elsa CoronelAún no hay calificaciones
- Probabilidad y EstadisticaDocumento15 páginasProbabilidad y EstadisticaOscar MartínezAún no hay calificaciones
- Laboratorio - Calidad - Cepillos y LaminasDocumento9 páginasLaboratorio - Calidad - Cepillos y LaminasJeison JaraAún no hay calificaciones
- Análisis de Datos para La Toma de DecisionesDocumento11 páginasAnálisis de Datos para La Toma de DecisionesLenny Nair Quezada InostrozaAún no hay calificaciones
- Catálogo Plataforma Galvanizada (Es)Documento1 páginaCatálogo Plataforma Galvanizada (Es)Lisprene, SAAún no hay calificaciones
- LicitacionesDocumento36 páginasLicitacionesfranklin castellanos meloAún no hay calificaciones
- 107-Protocolo Medicion de La PendienteDocumento7 páginas107-Protocolo Medicion de La PendienteJose Ventura Cante DiazAún no hay calificaciones
- Evaluación de Conocimiento Unidad 3-Control EstadisticoDocumento4 páginasEvaluación de Conocimiento Unidad 3-Control EstadisticoJose EscamillaAún no hay calificaciones
- RotarDocumento8 páginasRotarAnonymous HfKXXiAún no hay calificaciones
- LAB.5 MateDocumento6 páginasLAB.5 MateNicole Flores GenebrozoAún no hay calificaciones
- Ejercicios Disperrsion 2Documento6 páginasEjercicios Disperrsion 2Grisel CabreraAún no hay calificaciones
- Lista de Precios 2015 Comprimida PolifusionDocumento44 páginasLista de Precios 2015 Comprimida PolifusionanipaitoAún no hay calificaciones
- Primer Ejercicio PortafolioDocumento9 páginasPrimer Ejercicio PortafolioEddsonRafaileAún no hay calificaciones
- ENVIAR - Trabajo Fisica I - Centro de GravedadDocumento6 páginasENVIAR - Trabajo Fisica I - Centro de GravedadMaria EsmeraldaAún no hay calificaciones
- Medidas de Dispersion de Datos No AgrupadosDocumento7 páginasMedidas de Dispersion de Datos No AgrupadosShanery QuiñonesAún no hay calificaciones
- EstadísticaDocumento6 páginasEstadísticaLilian MuciaAún no hay calificaciones
- Estadisticas Deber 5 ResolucionDocumento10 páginasEstadisticas Deber 5 ResolucionLuis Robelly50% (2)
- Anexo SismoDocumento4 páginasAnexo SismoJose Pacheco VizaAún no hay calificaciones
- Solucion Del Capitulo 8Documento26 páginasSolucion Del Capitulo 8Eber LoliAún no hay calificaciones
- Metodos NumericosDocumento35 páginasMetodos NumericosWendy MantillaAún no hay calificaciones
- Informe Vertederos Cresta DelgadaDocumento9 páginasInforme Vertederos Cresta DelgadaKaren Gonzalez CorrealesAún no hay calificaciones
- Catalogo Tablas y Equivalencias 1 (4) 22Documento1 páginaCatalogo Tablas y Equivalencias 1 (4) 22Hugo MenendezAún no hay calificaciones
- Practica 4 & 5 - Cartas de Control XRDocumento6 páginasPractica 4 & 5 - Cartas de Control XRAdriana Rafael HernándezAún no hay calificaciones
- Ejercicios CEPDocumento5 páginasEjercicios CEPENRIQUE MACIAS VALADEZAún no hay calificaciones
- 2019 Ejercicio Tablas de FrecuenciaDocumento13 páginas2019 Ejercicio Tablas de FrecuencialorenaAún no hay calificaciones
- Taller Fuentes MovilesDocumento26 páginasTaller Fuentes MovilesEsteban AmezquitaAún no hay calificaciones
- Informe de Ruta de SolDocumento19 páginasInforme de Ruta de SolMario MontoyaAún no hay calificaciones
- Los Inventos de GuatemalaDocumento14 páginasLos Inventos de GuatemalaMarcelino ReynosoAún no hay calificaciones
- Pollos BuenoDocumento15 páginasPollos Buenodomitila montenegro de aguilarAún no hay calificaciones
- FUNCIONES POR AREAS DEL COMPLEJO TurísticoDocumento9 páginasFUNCIONES POR AREAS DEL COMPLEJO TurísticofaustoAún no hay calificaciones
- Anexo 1 - Actividad Grupo 102059 - 195 Angie y SandraDocumento117 páginasAnexo 1 - Actividad Grupo 102059 - 195 Angie y SandraAngie LaverdeAún no hay calificaciones
- Act 2Documento5 páginasAct 2JOSHUE FREY BENAVIDES BERROCALAún no hay calificaciones
- Clase 1 - Lab. Tec. AlimentariaDocumento14 páginasClase 1 - Lab. Tec. AlimentariaCharles CarvajalAún no hay calificaciones
- Lactancia ArtificialDocumento8 páginasLactancia ArtificialpytherAún no hay calificaciones
- 1) La LecheDocumento45 páginas1) La LecheAlejandra BastidasAún no hay calificaciones
- PRACTICA N°07 DETERMINACION DE MESOFILOS AEROBIOS MicroDocumento19 páginasPRACTICA N°07 DETERMINACION DE MESOFILOS AEROBIOS MicroStephanie ZapataAún no hay calificaciones
- UntitledDocumento10 páginasUntitledAldo TejedaAún no hay calificaciones
- 6 Comidas y Bebidas de HondurasDocumento5 páginas6 Comidas y Bebidas de HondurasRafael MachadoAún no hay calificaciones
- Anexo INFOGRAFIA LOS ALIMENTOSDocumento4 páginasAnexo INFOGRAFIA LOS ALIMENTOSRosa Del Pilar Velásquez ChávezAún no hay calificaciones
- Regímenes Básicos: Nta. Maria Belen PeraltaDocumento21 páginasRegímenes Básicos: Nta. Maria Belen PeraltaTyare RiveraAún no hay calificaciones
- Estudio Socioeconomico Mamahuasi OkDocumento21 páginasEstudio Socioeconomico Mamahuasi OkJosé Albino GorenaAún no hay calificaciones
- Plan Lector Abril 23Documento2 páginasPlan Lector Abril 23sandra LaraAún no hay calificaciones
- Merengue ItalianoDocumento7 páginasMerengue ItalianoDaniela Chacon100% (1)
- Analisis de SencibilidadDocumento18 páginasAnalisis de Sencibilidadkelvin ronaldoAún no hay calificaciones
- Diagrama de Flujo Fiambre RDocumento10 páginasDiagrama de Flujo Fiambre RImperio ImperioAún no hay calificaciones
- Carnes en ConservaDocumento7 páginasCarnes en ConservasaraAún no hay calificaciones
- Cuadernillo de Alimentación SaludableDocumento20 páginasCuadernillo de Alimentación SaludableIliana KoyocAún no hay calificaciones
- Playa ExpoDocumento8 páginasPlaya Exponashly paola vega juarezAún no hay calificaciones
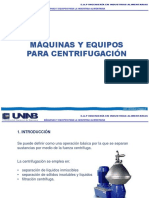
- 1 1-CentrifugaciónDocumento28 páginas1 1-CentrifugaciónGabriela Pasion BazanAún no hay calificaciones
- Materia PrimaDocumento3 páginasMateria Primajulian perezosaAún no hay calificaciones
- Taller Numero 2 Idea de Negocio Snack para PerrosDocumento7 páginasTaller Numero 2 Idea de Negocio Snack para Perrosmaria alejandra gordillo davilaAún no hay calificaciones
- Universidad Nacional Autonoma de Honduras: Asignatura 1700 - Microeconomia Catedratica Fatima Yamileth HumanzorDocumento8 páginasUniversidad Nacional Autonoma de Honduras: Asignatura 1700 - Microeconomia Catedratica Fatima Yamileth HumanzorAderly GarciaAún no hay calificaciones
- Cuestionario CertificaciónDocumento12 páginasCuestionario CertificaciónLiz CalidadAún no hay calificaciones
- La Fuga - Aventura Señor de Los Anillos - Rol, Libro, Sdla, Merp, Módulo, EbookDocumento41 páginasLa Fuga - Aventura Señor de Los Anillos - Rol, Libro, Sdla, Merp, Módulo, EbookGabi Alemany FernandezAún no hay calificaciones
- 05 MatrimoniosDocumento6 páginas05 MatrimoniosrenexsAún no hay calificaciones