También podría gustarte
- Selección de bomba hidráulica considerando cavitación con NPSHd y NPSHrDocumento6 páginasSelección de bomba hidráulica considerando cavitación con NPSHd y NPSHrFernando Picon MezaAún no hay calificaciones
- FisicaDocumento7 páginasFisicaDiego Alejandro UsugaAún no hay calificaciones
- Taller Tamizado #2 Ejercicios 3, 4 y 5Documento7 páginasTaller Tamizado #2 Ejercicios 3, 4 y 5Fabian Cuervo CruzAún no hay calificaciones
- Examen.1 Fluidos.2024Documento4 páginasExamen.1 Fluidos.2024fernando100% (1)
- Informe de La Visit Al Caldero Del Comedor de Universidad Nacionalde San AgustinDocumento7 páginasInforme de La Visit Al Caldero Del Comedor de Universidad Nacionalde San AgustinErick ValdiviaAún no hay calificaciones
- Práctica Perfiles de Velocidad en Flujo Laminar & TurbulentoDocumento10 páginasPráctica Perfiles de Velocidad en Flujo Laminar & TurbulentoSuria Fernanda DiisklAún no hay calificaciones
- Practica 2 - PRQ 401 - 2do ParcialDocumento4 páginasPractica 2 - PRQ 401 - 2do ParcialVanesaAún no hay calificaciones
- Sesión 21 Agua, Contaminación y TratamientoDocumento75 páginasSesión 21 Agua, Contaminación y TratamientoAna Maria Allain ChavezAún no hay calificaciones
- Trabajo de Metodos NumericosDocumento9 páginasTrabajo de Metodos Numericosnataly jimenezAún no hay calificaciones
- Banco de Preguntas Mecanica de FluidosDocumento5 páginasBanco de Preguntas Mecanica de FluidosSandra ColqueAún no hay calificaciones
- Ciclos de vapor y eficiencia térmicaDocumento3 páginasCiclos de vapor y eficiencia térmicaAnonymous uPcJzXOKAún no hay calificaciones
- Tabla SustanciasDocumento12 páginasTabla SustanciasVanesa LunaAún no hay calificaciones
- Ejercicio 1Documento5 páginasEjercicio 1Daniel LautaroAún no hay calificaciones
- Examen Parcial 2020-2Documento3 páginasExamen Parcial 2020-2Ricardo HernandezAún no hay calificaciones
- Tabla R22, R717 PDFDocumento2 páginasTabla R22, R717 PDFMaya SsAún no hay calificaciones
- Informe Quimica 1Documento22 páginasInforme Quimica 1Jhan Berrocal Huaman100% (1)
- Mathcad - SolucionDocumento6 páginasMathcad - SolucionDenise ChoqueAún no hay calificaciones
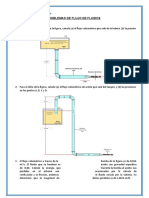
- Problemas de Flujo de FluidosDocumento5 páginasProblemas de Flujo de FluidosGian Paul Guevara PolinoAún no hay calificaciones
- Diseño de Un Evaporador de Circulación ForzadaDocumento2 páginasDiseño de Un Evaporador de Circulación ForzadaJesús B. PérezAún no hay calificaciones
- Ejemplo 16. de FoustDocumento3 páginasEjemplo 16. de FoustGustavo MayenAún no hay calificaciones
- Problemas Estatica FluidosDocumento2 páginasProblemas Estatica FluidosMiguel UcedaAún no hay calificaciones
- Motor TermicoDocumento5 páginasMotor TermicoXavier Bazante100% (1)
- Transferencia de calor IIDocumento14 páginasTransferencia de calor IIJose murciaAún no hay calificaciones
- Dulce de Guadua IndustrialDocumento5 páginasDulce de Guadua IndustrialLuisaAún no hay calificaciones
- PRÁCTICA N 7 Lixiviación CruzadaDocumento15 páginasPRÁCTICA N 7 Lixiviación CruzadaAngel Esmit Roca LaurenteAún no hay calificaciones
- Practica 3 Separaciones MecanicasDocumento8 páginasPractica 3 Separaciones MecanicasPerla MonroyAún no hay calificaciones
- Practica de AletasDocumento3 páginasPractica de AletasDavid Aguilar AngelAún no hay calificaciones
- Holafgfgb VB BVBDocumento27 páginasHolafgfgb VB BVBCrisThianElvisAún no hay calificaciones
- Informep4 g3 Liq IIDocumento20 páginasInformep4 g3 Liq IIGustavo AndreéAún no hay calificaciones
- Prepa Asignatura Mecanica FluidosDocumento16 páginasPrepa Asignatura Mecanica Fluidosancelotti9Aún no hay calificaciones
- Practica 1 1 2019Documento3 páginasPractica 1 1 2019fabAún no hay calificaciones
- EjerciciosDocumento3 páginasEjerciciosJackeline Condori sanchezAún no hay calificaciones
- Trabajo de TermodinamicaDocumento9 páginasTrabajo de TermodinamicaclarivethAún no hay calificaciones
- tareaMF 2doparcialDocumento9 páginastareaMF 2doparcialSalvatore42Aún no hay calificaciones
- Clase 6 - Proceso de Produccion de H2so4Documento31 páginasClase 6 - Proceso de Produccion de H2so4Gustavo AndreéAún no hay calificaciones
- 2015 07 04 BairstowDocumento23 páginas2015 07 04 BairstowCamila PerdomoAún no hay calificaciones
- Lab 2Documento12 páginasLab 2jhoanaveAún no hay calificaciones
- Psm-Guia-Disc-Operaciones de Filtracion-2019.Documento6 páginasPsm-Guia-Disc-Operaciones de Filtracion-2019.Hope GreenAún no hay calificaciones
- Clase de Repaso para El Primer Parcial Clase 6Documento5 páginasClase de Repaso para El Primer Parcial Clase 6lolaAún no hay calificaciones
- CCE. BalEnergTV - 2s2019Documento6 páginasCCE. BalEnergTV - 2s2019Máximo ValdésAún no hay calificaciones
- Ejercicios Grupo 1 - 6Documento9 páginasEjercicios Grupo 1 - 6Douglas SchmidtAún no hay calificaciones
- Discusion 2 2021Documento17 páginasDiscusion 2 2021Kevin Ernesto Campos RoldánAún no hay calificaciones
- Ciclo de Carnot Experimento FigmmDocumento2 páginasCiclo de Carnot Experimento FigmmJosue Gonza EscobarAún no hay calificaciones
- Probl Res IADocumento46 páginasProbl Res IArobertoam15100% (2)
- Practica 2 PRQ 202Documento1 páginaPractica 2 PRQ 202humbert_23Aún no hay calificaciones
- Proyecto de Maquinas Termicas para ImprimirDocumento43 páginasProyecto de Maquinas Termicas para ImprimirJuan CamiloAún no hay calificaciones
- Tarea 2 PBR Con Caída de Presión Operación Adiabática PDFDocumento9 páginasTarea 2 PBR Con Caída de Presión Operación Adiabática PDFRafael LópezAún no hay calificaciones
- Bases Fisicoquimicas de Elaboración de PanDocumento3 páginasBases Fisicoquimicas de Elaboración de PanIsabelle Mei Carrera MartinezAún no hay calificaciones
- Unidad 3. Ejemplos 5 y 6Documento4 páginasUnidad 3. Ejemplos 5 y 6Maria Fabiana Estrada ZambranoAún no hay calificaciones
- Laboratorio1 CorregidoDocumento17 páginasLaboratorio1 CorregidoDorothy RojasAún no hay calificaciones
- Ejercicio 9Documento2 páginasEjercicio 9YUREINE DAVILA MUNOZAún no hay calificaciones
- Balance de MateriaDocumento7 páginasBalance de MateriaLechugaGuerreroHerreraAún no hay calificaciones
- Transferencia de MasaDocumento5 páginasTransferencia de MasaELIZABETHAún no hay calificaciones
- Guia PresionesDocumento4 páginasGuia PresionesRicardo Alexis Rodriguez VelasquezAún no hay calificaciones
- Ejercicios ResueltosDocumento12 páginasEjercicios ResueltoserikaAún no hay calificaciones
- Taller BernoulliDocumento1 páginaTaller BernoulliKevin Eduardo Ochoa CasallasAún no hay calificaciones
- Facilidades JoaniDocumento13 páginasFacilidades JoaniAna RamirezAún no hay calificaciones
- Produccion de CervezaDocumento15 páginasProduccion de CervezaAlberth Costillo LevaAún no hay calificaciones
- Cerveza Artesanal EnotecniaDocumento12 páginasCerveza Artesanal EnotecniaconstanzaAún no hay calificaciones
- Curvas Planas, Ecuaciones Paramétricas y Coordenadas PolaresDocumento86 páginasCurvas Planas, Ecuaciones Paramétricas y Coordenadas PolaresAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Destilación fraccionadaDocumento13 páginasDestilación fraccionadaAxel Eduardo Carrasco MedinaAún no hay calificaciones
- A 2 4-MicotoxinasDocumento6 páginasA 2 4-MicotoxinasAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Práctica No. 5 CohesividadDocumento5 páginasPráctica No. 5 CohesividadAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Cartel de La CremaDocumento1 páginaCartel de La CremaAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Tabla de CerealesDocumento2 páginasTabla de CerealesAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Diagrama de Flujo de ProcesosDocumento7 páginasDiagrama de Flujo de ProcesosAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Signos Vitales NormalesDocumento5 páginasSignos Vitales NormalesAxel Eduardo Carrasco MedinaAún no hay calificaciones
- PRÁCTICA 5. Extracción de Cafeína de Un Refresco de ColaDocumento10 páginasPRÁCTICA 5. Extracción de Cafeína de Un Refresco de ColaAxel Eduardo Carrasco MedinaAún no hay calificaciones
- VISCOSIDADDocumento10 páginasVISCOSIDADAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Fundamentos Del Intercambio IónicoDocumento5 páginasFundamentos Del Intercambio IónicoAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Unidad Iii Fundamentos de La Ingenieria de Detalle 3.1 IntroduccionDocumento13 páginasUnidad Iii Fundamentos de La Ingenieria de Detalle 3.1 IntroduccionAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Manual de Microbiología de Los Alimentos PDFDocumento196 páginasManual de Microbiología de Los Alimentos PDFMiguel RamirezAún no hay calificaciones
- Diagrama flujo leche evaporadaDocumento1 páginaDiagrama flujo leche evaporadaAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Practica 7 DisolucionesDocumento1 páginaPractica 7 DisolucionesAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Muestreo Militar Standar y Dodge Roming Puntos Imporatntes y EjemplosDocumento3 páginasMuestreo Militar Standar y Dodge Roming Puntos Imporatntes y EjemplosAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Sistema de riego por goteoDocumento2 páginasSistema de riego por goteoAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Cuadro de Identificaion de HelmintosDocumento7 páginasCuadro de Identificaion de HelmintosAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Fosforilacio0n OxidativaDocumento1 páginaFosforilacio0n OxidativaAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Viscosidad - PRACTICA DE HOYDocumento6 páginasViscosidad - PRACTICA DE HOYAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Determinación de Agua LibreDocumento2 páginasDeterminación de Agua LibreAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Copia de PRÁCTICA 6. Extracción Sólido-Líquido y Líquido-LíquidoDocumento9 páginasCopia de PRÁCTICA 6. Extracción Sólido-Líquido y Líquido-LíquidoAxel Eduardo Carrasco MedinaAún no hay calificaciones
- Propiedades AislantesDocumento2 páginasPropiedades AislantesMaximiliano SanchezAún no hay calificaciones
- Practica 9 Transferencia de Calor PDFDocumento11 páginasPractica 9 Transferencia de Calor PDFAdrian Rolando Aguilar MaldonadoAún no hay calificaciones
- 1 MateriaDocumento7 páginas1 MateriaKarla Nicole Mendez RamosAún no hay calificaciones
- Trabajo Práctico #9Documento67 páginasTrabajo Práctico #9Juli HolgadoAún no hay calificaciones
- ESPAÑOL - Ficha de Análisis Organoléptico de La SalDocumento3 páginasESPAÑOL - Ficha de Análisis Organoléptico de La SalmanagerbracamonteAún no hay calificaciones
- Hoja Seguridad - Dosis Quimica Tierra GelDocumento4 páginasHoja Seguridad - Dosis Quimica Tierra Gelronald baldeon bernabe100% (1)
- Libro Del Ingeniero Morales Contamiancion HdricaDocumento152 páginasLibro Del Ingeniero Morales Contamiancion HdricaPARTIBOYAún no hay calificaciones
- S05.s2 Material 2-Solucionario de Práctica Calificada 1 de Operaciones Unitarias-CGTDocumento12 páginasS05.s2 Material 2-Solucionario de Práctica Calificada 1 de Operaciones Unitarias-CGTmichelson buster manchego rodriguezAún no hay calificaciones
- Unidad 5. Fases de Dos y Tres ComponentesDocumento25 páginasUnidad 5. Fases de Dos y Tres ComponentesKade CadeAún no hay calificaciones
- Resistencia de materiales - Ejercicios de deformación en varillas compuestasDocumento5 páginasResistencia de materiales - Ejercicios de deformación en varillas compuestasAlex Castillo EspinoAún no hay calificaciones
- RAPS 3. Ingeniería MecánicaDocumento12 páginasRAPS 3. Ingeniería MecánicaJavier Guerrero RamosAún no hay calificaciones
- RESPIROMETRIADocumento7 páginasRESPIROMETRIApapo622Aún no hay calificaciones
- Guia Quimica de CarbohidratosDocumento26 páginasGuia Quimica de CarbohidratosMerlisys ParraAún no hay calificaciones
- Protocolo #6Documento3 páginasProtocolo #6Marcos Hurtado Calderon100% (1)
- MSDS Desinfectante PinoDocumento4 páginasMSDS Desinfectante PinoJerry William Leon CrisostomoAún no hay calificaciones
- Texto San Martin de PorresDocumento2 páginasTexto San Martin de PorresLiset Milder Ramirez DiazAún no hay calificaciones
- Biologia 1 BachilleratoDocumento6 páginasBiologia 1 BachilleratoAna Belen PinascoAún no hay calificaciones
- Mapa Mental VideoDocumento1 páginaMapa Mental VideoZer Gio Art100% (1)
- Clase 2 Teoría AtómicaDocumento16 páginasClase 2 Teoría AtómicaveronicaAún no hay calificaciones
- PGO-C2M-MA-02 Procedimiento Manejo Sustancias PeligrosasDocumento18 páginasPGO-C2M-MA-02 Procedimiento Manejo Sustancias PeligrosasMarco BustosAún no hay calificaciones
- Unidad 4 EjerciciosDocumento13 páginasUnidad 4 EjerciciosJocy Zamora100% (1)
- Fibras AgroindustrialesDocumento13 páginasFibras AgroindustrialesPaul ZapataAún no hay calificaciones
- Ciencias Exactas - Velocidad de Reacciones QuímicasDocumento8 páginasCiencias Exactas - Velocidad de Reacciones Químicasp.c.106578Aún no hay calificaciones
- Bacteria Del Acido AceticoDocumento9 páginasBacteria Del Acido AceticoJoseLuisAún no hay calificaciones
- Guia de Ejercicios de EquilibrioDocumento2 páginasGuia de Ejercicios de EquilibrioOrneeh CarpAún no hay calificaciones
- NOMENCLATURA DE COMPUESTOS ORGÁNICOS CÍCLICOSDocumento72 páginasNOMENCLATURA DE COMPUESTOS ORGÁNICOS CÍCLICOSRodrigo Gutierrez Villca0% (1)
- Procedimiento de Colocación FRPArequipaDocumento5 páginasProcedimiento de Colocación FRPArequipaALMA ESTEBAN100% (1)
- HinrichsDocumento3 páginasHinrichskmongar676Aún no hay calificaciones
- Area de Quimica Clinica 1Documento2 páginasArea de Quimica Clinica 1alaudys matos senaAún no hay calificaciones
- Estudio Capilla San Juan H. ADocumento38 páginasEstudio Capilla San Juan H. AJesus Ruiz CondeAún no hay calificaciones