También podría gustarte
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- SimproDocumento4 páginasSimproMiguel ToledoAún no hay calificaciones
- Desarrollo de Software Ágil: Extreme Programming y ScrumDe EverandDesarrollo de Software Ágil: Extreme Programming y ScrumCalificación: 5 de 5 estrellas5/5 (1)
- SIMPRODocumento6 páginasSIMPROjamy Merino HerreraAún no hay calificaciones
- Resumen de Coste & efecto de Robert S. Kaplan y Robin CooperDe EverandResumen de Coste & efecto de Robert S. Kaplan y Robin CooperAún no hay calificaciones
- Simulación en Gerencia de Operaciones - Simpro BasicoDocumento11 páginasSimulación en Gerencia de Operaciones - Simpro BasicoNicolás AmadoAún no hay calificaciones
- Resumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerDe EverandResumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerAún no hay calificaciones
- A3 GDMDocumento4 páginasA3 GDMAna Lizbeth parraAún no hay calificaciones
- Analisis Reemplazo Activo Fisico - Predictiva21e23Documento12 páginasAnalisis Reemplazo Activo Fisico - Predictiva21e23Cesar Augusto Morales CasanovaAún no hay calificaciones
- SistemaDocumento1 páginaSistemadiego luis orozcoAún no hay calificaciones
- Cuadro Comparativo Work Factor y Mtm-Diego Luis OrozcoDocumento2 páginasCuadro Comparativo Work Factor y Mtm-Diego Luis Orozcodiego luis orozcoAún no hay calificaciones
- Semana 5 Costos EstandarDocumento16 páginasSemana 5 Costos EstandarJohn ArnaldoAún no hay calificaciones
- Indicadores Que Se Utilizan en La MCCDocumento13 páginasIndicadores Que Se Utilizan en La MCCvmerinoloorAún no hay calificaciones
- A6.u3 Cuestionario de Planeación de La CapacidadDocumento4 páginasA6.u3 Cuestionario de Planeación de La CapacidadRoger ChanAún no hay calificaciones
- 06 Sistemas de Acumulación de CostosDocumento4 páginas06 Sistemas de Acumulación de CostosYolanda SanchezAún no hay calificaciones
- Gestión Integral de Mantenimiento (PG 102 113)Documento12 páginasGestión Integral de Mantenimiento (PG 102 113)Humberto Lopez EsquivelAún no hay calificaciones
- Tema5curso de Ingenieria EconomicaDocumento8 páginasTema5curso de Ingenieria EconomicaAdrián Alejandro Marín PeraltaAún no hay calificaciones
- 7-Capacidad de PlantaDocumento11 páginas7-Capacidad de PlantaNicol SalinasAún no hay calificaciones
- Costo de Mantenimiento y Valor de Reemplazo EstimadoDocumento3 páginasCosto de Mantenimiento y Valor de Reemplazo EstimadoISAIAS NO APLICA LOPEZ NINOAún no hay calificaciones
- Matriz Comparativa Demanda Independiente Vs DependienteDocumento6 páginasMatriz Comparativa Demanda Independiente Vs Dependientegiova0427Aún no hay calificaciones
- Decisión de Reemplazo o Reparación de Un EquipoDocumento16 páginasDecisión de Reemplazo o Reparación de Un Equipopeter100% (1)
- Herramientas APT en PDVSADocumento7 páginasHerramientas APT en PDVSASandro GastanagaAún no hay calificaciones
- Costo Minimo de ConservaciónDocumento3 páginasCosto Minimo de ConservaciónMiguel Espitia MuñozAún no hay calificaciones
- Sesion 1 - Indicadores de Productividad de Mantenimiento 2022Documento23 páginasSesion 1 - Indicadores de Productividad de Mantenimiento 2022Emily Campos PretelAún no hay calificaciones
- Diferencias Carlos Atencio Douvin ChaparroDocumento6 páginasDiferencias Carlos Atencio Douvin ChaparroJuanAlbertoPortilloAún no hay calificaciones
- Costos Estandar y Estimados Tarea 1Documento5 páginasCostos Estandar y Estimados Tarea 1MarcellaAún no hay calificaciones
- Ancho de Banda Manual v.5Documento27 páginasAncho de Banda Manual v.5Luis MolinaAún no hay calificaciones
- 15 Capacidad Distribucion PDFDocumento38 páginas15 Capacidad Distribucion PDFf_caro01Aún no hay calificaciones
- Analisis de Reemplazo de Un Activo FisicoDocumento20 páginasAnalisis de Reemplazo de Un Activo Fisicoedgarfuenmayor13104100% (1)
- Tema 3 - Planeando La Capacidad-1Documento9 páginasTema 3 - Planeando La Capacidad-1Naiky 97Aún no hay calificaciones
- RODRIGUEZ NICOLAS Certamen 2 MEC 382 2021-1Documento18 páginasRODRIGUEZ NICOLAS Certamen 2 MEC 382 2021-1JORGE IGNACIO OYARZÚNAún no hay calificaciones
- 3-Capacidad de Planta PDFDocumento11 páginas3-Capacidad de Planta PDFJonathan ChiappeAún no hay calificaciones
- Producción Esbelta Sem 05 - 2022Documento21 páginasProducción Esbelta Sem 05 - 2022María Fernanda Quispe100% (1)
- EAM and CMMS - CostosDocumento16 páginasEAM and CMMS - CostosGabriel CuestaAún no hay calificaciones
- Los Costos EstandarDocumento26 páginasLos Costos EstandarROSA MEJIAAún no hay calificaciones
- Optimizacion Costo Riesgo Caso EstudioDocumento6 páginasOptimizacion Costo Riesgo Caso EstudioSandro GastanagaAún no hay calificaciones
- Administracion de La Capacidad OperativaDocumento4 páginasAdministracion de La Capacidad OperativaLuillyPonceAún no hay calificaciones
- Pía 6 Eq 3Documento15 páginasPía 6 Eq 3Melany AlonsoAún no hay calificaciones
- Presentación Datos Estándar y Propósito de Los Estándares de Tiempos, Equipo 3Documento41 páginasPresentación Datos Estándar y Propósito de Los Estándares de Tiempos, Equipo 3BERENICE ZAMORA CECEÑOAún no hay calificaciones
- Diagnostico de NecesidadesDocumento13 páginasDiagnostico de NecesidadesHUGO AGUILAR FLORESAún no hay calificaciones
- 3.6 Presupuesto para El MantenimientoDocumento25 páginas3.6 Presupuesto para El MantenimientoAldo FuentesAún no hay calificaciones
- Sistema TripticoDocumento2 páginasSistema TripticoElvira MoralesAún no hay calificaciones
- Disponibilidad Fisica y Mecanica EquipospdfDocumento15 páginasDisponibilidad Fisica y Mecanica EquipospdfRaul TicllacuriAún no hay calificaciones
- Resumen Montaje y Mantenimiento de EquipoDocumento18 páginasResumen Montaje y Mantenimiento de EquipoCésar OrozcoAún no hay calificaciones
- Presentacion de Nelson Laguado C.I 28.088.948 (2) - CompressedDocumento13 páginasPresentacion de Nelson Laguado C.I 28.088.948 (2) - CompressedNelson DaviidAún no hay calificaciones
- 3.10. Características Del TPMDocumento16 páginas3.10. Características Del TPMDayana Dairis Garcia LoorAún no hay calificaciones
- Costo IIDocumento6 páginasCosto IIklissethmr1901Aún no hay calificaciones
- Unidad 3Documento21 páginasUnidad 3victor55% (20)
- 2.-Modelo de Gestión para Reemplazo de Activos-UnacDocumento21 páginas2.-Modelo de Gestión para Reemplazo de Activos-Unacjuanchavarri_22100% (1)
- Estudio de Caso 4. Cindy Cruz.Documento6 páginasEstudio de Caso 4. Cindy Cruz.CINDY CRUZ PICADOAún no hay calificaciones
- Costos Iii 2023Documento12 páginasCostos Iii 2023RICHARD TARDENCILLAAún no hay calificaciones
- Analisis de Reemplazo de Un Activo Fisico PDFDocumento19 páginasAnalisis de Reemplazo de Un Activo Fisico PDFCIRO SILVAAún no hay calificaciones
- Simpro AvanzadoDocumento98 páginasSimpro AvanzadojhouesAún no hay calificaciones
- Análisis y Calculos de Rendimientos, Costos Horarios e Inversiones en Maquinaria MineraDocumento3 páginasAnálisis y Calculos de Rendimientos, Costos Horarios e Inversiones en Maquinaria MineraDiego Conde SalasAún no hay calificaciones
- Actividad 1 de AprendizajeDocumento4 páginasActividad 1 de AprendizajeZornYah ShinAún no hay calificaciones
- Costos 3-ADocumento29 páginasCostos 3-AF Arnaldo CastilloAún no hay calificaciones
- Clase 01 - 10 - 21Documento35 páginasClase 01 - 10 - 21Diego Ortiz LunaAún no hay calificaciones
- Actividad. Proyecto Integrador, Etapa 2Documento19 páginasActividad. Proyecto Integrador, Etapa 2Fernanda ReyesAún no hay calificaciones
- MPD 25.03Documento13 páginasMPD 25.03Roller RubioAún no hay calificaciones
- Presupuesto de Producciòn de Latas de Atún en Grated y Filete GRUPO 02Documento41 páginasPresupuesto de Producciòn de Latas de Atún en Grated y Filete GRUPO 02Gian Cuba LandaAún no hay calificaciones
- Informe Final - Cesim FirmDocumento10 páginasInforme Final - Cesim FirmGian Cuba LandaAún no hay calificaciones
- Impacto de Los Tributos en El Comercio Electrónico en El Sector Venta de Ropa y Calzado, Chimbote, Perú-2022Documento12 páginasImpacto de Los Tributos en El Comercio Electrónico en El Sector Venta de Ropa y Calzado, Chimbote, Perú-2022Gian Cuba LandaAún no hay calificaciones
- Presupuesto de Producciòn de Latas de Atún en Grated y Filete GRUPO 02Documento41 páginasPresupuesto de Producciòn de Latas de Atún en Grated y Filete GRUPO 02Gian Cuba LandaAún no hay calificaciones
- Decisión 3Documento13 páginasDecisión 3Gian Cuba LandaAún no hay calificaciones
- Grupo 04 Trabajo Final 111Documento51 páginasGrupo 04 Trabajo Final 111Gian Cuba LandaAún no hay calificaciones
- Cuestionario Control Interno GRUPO GLORIADocumento2 páginasCuestionario Control Interno GRUPO GLORIAGian Cuba LandaAún no hay calificaciones
- G01 PlanificacionDocumento7 páginasG01 PlanificacionGian Cuba LandaAún no hay calificaciones
- Examen I Unidad Auditoria Integral, Cuba Landa Gian VladimirDocumento33 páginasExamen I Unidad Auditoria Integral, Cuba Landa Gian VladimirGian Cuba LandaAún no hay calificaciones
- Control Interno y Gestion Administrativa en Las Contrataciones Publicas en La MPS, Chimbote 2022Documento1 páginaControl Interno y Gestion Administrativa en Las Contrataciones Publicas en La MPS, Chimbote 2022Gian Cuba LandaAún no hay calificaciones
- Memorandum GloriaDocumento32 páginasMemorandum GloriaGian Cuba LandaAún no hay calificaciones
- Diapositivas - Trabajo de InvestigaciónDocumento11 páginasDiapositivas - Trabajo de InvestigaciónGian Cuba LandaAún no hay calificaciones
- Memorandum Actual-1Documento15 páginasMemorandum Actual-1Gian Cuba LandaAún no hay calificaciones
- Simpro Basico - Laboratorio de NegociosDocumento9 páginasSimpro Basico - Laboratorio de NegociosGian Cuba LandaAún no hay calificaciones
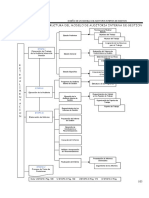
- Esquema y Formatos de La Estructura Del Modelo de Auditoria Interna de GestionDocumento29 páginasEsquema y Formatos de La Estructura Del Modelo de Auditoria Interna de GestionGian Cuba Landa100% (1)
- Control Interno y Gestion Adminsitrativa - Grupo4 - Final (1) 1Documento55 páginasControl Interno y Gestion Adminsitrativa - Grupo4 - Final (1) 1Gian Cuba LandaAún no hay calificaciones
- PROGRAMA DE AUDITORIA INGRESOS Y GASTOS TerminadoDocumento48 páginasPROGRAMA DE AUDITORIA INGRESOS Y GASTOS TerminadoGian Cuba LandaAún no hay calificaciones
- Deber 18 FebreroDocumento7 páginasDeber 18 FebreroRamiro CapaAún no hay calificaciones
- Análisis Comparativo Moneda Nacional Con La Moneda ExtranjeraDocumento4 páginasAnálisis Comparativo Moneda Nacional Con La Moneda ExtranjeraPatricia VargasAún no hay calificaciones
- Programacion Acto Civico (1) - 1Documento3 páginasProgramacion Acto Civico (1) - 1Arnulfo chen cacaoAún no hay calificaciones
- INFOGRAFIADocumento3 páginasINFOGRAFIAAndres van BochoveAún no hay calificaciones
- Consumo, Ahorro e InversiónDocumento2 páginasConsumo, Ahorro e InversióneL sEÑoR dE La tIEnDa ;vAún no hay calificaciones
- La Historia de La Gestión Del Talento en El Mundo EmpresarialDocumento36 páginasLa Historia de La Gestión Del Talento en El Mundo EmpresarialomarAún no hay calificaciones
- CVHJKDocumento44 páginasCVHJKDILMER VELASQUEZ RONDONAún no hay calificaciones
- U1 - Contabilidad General-1 PDFDocumento2 páginasU1 - Contabilidad General-1 PDFgustavo orueAún no hay calificaciones
- Cap. 2 - Segmentación de Mercado y Marketing MixDocumento35 páginasCap. 2 - Segmentación de Mercado y Marketing MixDaniel MhAún no hay calificaciones
- Cómo Resolver Un Problema de Programación Lineal Con SolverDocumento10 páginasCómo Resolver Un Problema de Programación Lineal Con SolverIVAN CASTAON100% (1)
- Universidad Católica de Cuenca Ucacue-Matriz: Cod. Principal Cant. Descripción Precio Descuento Precio TotalDocumento2 páginasUniversidad Católica de Cuenca Ucacue-Matriz: Cod. Principal Cant. Descripción Precio Descuento Precio TotalMoises EspinosaAún no hay calificaciones
- Unidad I - Títulos de CreditosDocumento5 páginasUnidad I - Títulos de CreditosArnaldo SayagoAún no hay calificaciones
- Parcial de Macroeconomia 1er Cte111Documento3 páginasParcial de Macroeconomia 1er Cte111oboticarioAún no hay calificaciones
- Trabajo Tasas de InteresesDocumento14 páginasTrabajo Tasas de Interesesmelanie echenique riveraAún no hay calificaciones
- Pandemia y El Rol de RH Ante Crisis en Las EmpresasDocumento3 páginasPandemia y El Rol de RH Ante Crisis en Las EmpresasTicoAún no hay calificaciones
- Documento Informativo Comisiones Cuenta Online Sin Unicaja BancoDocumento4 páginasDocumento Informativo Comisiones Cuenta Online Sin Unicaja BancoRosa Aparisi TormoAún no hay calificaciones
- Ciclo PHVA - Agencia de ViajesDocumento1 páginaCiclo PHVA - Agencia de ViajesPracticante SenaAún no hay calificaciones
- Caso 3 Gerencia Estrategica - 20191115 - 132606562Documento4 páginasCaso 3 Gerencia Estrategica - 20191115 - 132606562Fabian MedinaAún no hay calificaciones
- Diapositiva Lectura N°2Documento25 páginasDiapositiva Lectura N°2Ana Alondra Damiano RoldanAún no hay calificaciones
- Ejercicio No. 1 Practica SupervisadaDocumento1 páginaEjercicio No. 1 Practica SupervisadaMynor Leal GarciaAún no hay calificaciones
- Ada V-Modelos de Oligopolio-Equipo 5-Completo-1Documento32 páginasAda V-Modelos de Oligopolio-Equipo 5-Completo-1Aicela AlcalaAún no hay calificaciones
- Ley 31365Documento79 páginasLey 31365Yolanda ZeñaAún no hay calificaciones
- Cómo Crear Un Curso en 10 Pasos y Ganar Dinero Crea y Publica Tu Primer Curso en Internet y Genera Ingresos Pasivos (Spanish... (José Ferrer) (Z-Library)Documento148 páginasCómo Crear Un Curso en 10 Pasos y Ganar Dinero Crea y Publica Tu Primer Curso en Internet y Genera Ingresos Pasivos (Spanish... (José Ferrer) (Z-Library)JuliaG.ChiapelloAún no hay calificaciones
- Actividad 1 Unidad 4Documento5 páginasActividad 1 Unidad 4ramses100% (1)
- Caso Práctico Unidad 2Documento3 páginasCaso Práctico Unidad 2Angela AceroAún no hay calificaciones
- Gestión de Talento HumanoDocumento28 páginasGestión de Talento HumanoMariel SilvaAún no hay calificaciones
- Ejes Fundamentales de La Política Nacional de TurismoDocumento29 páginasEjes Fundamentales de La Política Nacional de TurismoCarlos TapiaAún no hay calificaciones
- Presentación Economia ColaborativoDocumento19 páginasPresentación Economia ColaborativoMercedes FontalvoAún no hay calificaciones
- Evaluacion T1 Informacion de Costos 2Documento15 páginasEvaluacion T1 Informacion de Costos 2Jane SalazarAún no hay calificaciones
- Iso 45001Documento1 páginaIso 45001andrea solisAún no hay calificaciones
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Organizacion Integral de Eventos. Abordaje pedagogico y multidisciplinario.De EverandOrganizacion Integral de Eventos. Abordaje pedagogico y multidisciplinario.Calificación: 4.5 de 5 estrellas4.5/5 (6)
- Responsabilidad social empresarial: Un desafío corporativoDe EverandResponsabilidad social empresarial: Un desafío corporativoAún no hay calificaciones
- Esquivar la mediocridad: Notas sobre management: complejidad, estrategia e innovaciónDe EverandEsquivar la mediocridad: Notas sobre management: complejidad, estrategia e innovaciónCalificación: 5 de 5 estrellas5/5 (1)
- Calidad de Aguas: Usos y AprovechamientoDe EverandCalidad de Aguas: Usos y AprovechamientoCalificación: 5 de 5 estrellas5/5 (1)
- La cultura organizacional y su impacto en la gestión empresarial: Un acercamiento a tres compañías peruanasDe EverandLa cultura organizacional y su impacto en la gestión empresarial: Un acercamiento a tres compañías peruanasCalificación: 4.5 de 5 estrellas4.5/5 (6)
- La economía de las desigualdades: Cómo implementar una redistribución justa y eficaz de la riquezaDe EverandLa economía de las desigualdades: Cómo implementar una redistribución justa y eficaz de la riquezaCalificación: 5 de 5 estrellas5/5 (1)
- Técnicas de patronaje: Carrera de Diseño y Gestión en Moda (Tomo I - Mujer)De EverandTécnicas de patronaje: Carrera de Diseño y Gestión en Moda (Tomo I - Mujer)Calificación: 4.5 de 5 estrellas4.5/5 (18)
- Finanzas 3: Mercados financierosDe EverandFinanzas 3: Mercados financierosCalificación: 5 de 5 estrellas5/5 (2)
- La gran colusión: Libre mercado a la chilenaDe EverandLa gran colusión: Libre mercado a la chilenaCalificación: 5 de 5 estrellas5/5 (2)
- EL ANÁLISIS FUNDAMENTAL DEL TRADING DE UNA FORMA SENCILLA. La guía de introducción a las técnicas estratégicas de anticipación de los mercados a través del análisis fundamental.De EverandEL ANÁLISIS FUNDAMENTAL DEL TRADING DE UNA FORMA SENCILLA. La guía de introducción a las técnicas estratégicas de anticipación de los mercados a través del análisis fundamental.Calificación: 4 de 5 estrellas4/5 (16)
- Finanzas 2: Finanzas corporativas: una propuesta metodológicaDe EverandFinanzas 2: Finanzas corporativas: una propuesta metodológicaCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Kanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)De EverandKanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)Calificación: 4.5 de 5 estrellas4.5/5 (6)
- Análisis de estados financieros: Fundamentos, análisis prospectivo e interpretación bajo distintas perspectivasDe EverandAnálisis de estados financieros: Fundamentos, análisis prospectivo e interpretación bajo distintas perspectivasCalificación: 4 de 5 estrellas4/5 (2)
- Desarrollando la Identidad de Marca (Brand Identity Breakthrough): Como Crear una Historia Unica Sobre tu Negocio para Volver Irresistibles tus Productos (Spanish Edition)De EverandDesarrollando la Identidad de Marca (Brand Identity Breakthrough): Como Crear una Historia Unica Sobre tu Negocio para Volver Irresistibles tus Productos (Spanish Edition)Calificación: 4.5 de 5 estrellas4.5/5 (9)
- Dirección estratégica de RR.HH.: Vol. 1. Gestión por competenciasDe EverandDirección estratégica de RR.HH.: Vol. 1. Gestión por competenciasCalificación: 4 de 5 estrellas4/5 (1)
- Big data: La revolución de los datos masivosDe EverandBig data: La revolución de los datos masivosCalificación: 3.5 de 5 estrellas3.5/5 (124)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Yo también puedo emprender: ¿Por qué quedarse con la idea si puedes hacerla realidad?De EverandYo también puedo emprender: ¿Por qué quedarse con la idea si puedes hacerla realidad?Calificación: 5 de 5 estrellas5/5 (1)