También podría gustarte
- Henry FordDocumento13 páginasHenry FordOscar Daniel Jiménez SantiagoAún no hay calificaciones
- Henry FordDocumento25 páginasHenry FordBeri DarioAún no hay calificaciones
- Caso M.E.T.A. MexicoDocumento9 páginasCaso M.E.T.A. MexicoCristopher CarrilloAún no hay calificaciones
- 1er PARCIAL ADIESTRAMIENTODocumento60 páginas1er PARCIAL ADIESTRAMIENTOLesli MarcosAún no hay calificaciones
- 2.1 La Constitucion Politica de Los Estados Unidos MexicanosDocumento13 páginas2.1 La Constitucion Politica de Los Estados Unidos MexicanosIzaac Mendoza33% (3)
- Regreso Al Liberal Salvaje - NexosDocumento16 páginasRegreso Al Liberal Salvaje - NexosC. Jenaro Jordán Pérez100% (1)
- Caso 2 La Casa Del RepuestoDocumento6 páginasCaso 2 La Casa Del RepuestoLUIGGI JEREMY ZEVALLOS AMBROCIOAún no hay calificaciones
- Unidad 6. La Capacitación y AdiestramientoDocumento27 páginasUnidad 6. La Capacitación y AdiestramientoAngel Chiroque100% (2)
- Ejercicios de Distribuciones de Probabilidades Discretas y Distribución de Probabilidad ContinuaDocumento12 páginasEjercicios de Distribuciones de Probabilidades Discretas y Distribución de Probabilidad ContinuaSofia Fernanda Guevara FloresAún no hay calificaciones
- Nummi ToyotaDocumento11 páginasNummi ToyotaEnrique EmmanuelAún no hay calificaciones
- Caso MetaDocumento3 páginasCaso MetaJose Bugarin100% (3)
- Ghy Actividad 2 Mercados Globales y Finanzas PersonalesDocumento5 páginasGhy Actividad 2 Mercados Globales y Finanzas PersonalesYokebedGalvez100% (1)
- La Política Cultural, Temas, Problemas y Oportunidades - BolánDocumento31 páginasLa Política Cultural, Temas, Problemas y Oportunidades - BolánJosé Oliveira Junior0% (1)
- MetaDocumento9 páginasMetaEdgar PomolAún no hay calificaciones
- MetaDocumento10 páginasMetaGustavo ValenciaAún no hay calificaciones
- Caso MetaDocumento3 páginasCaso MetaDANIEL MARTINEZ RODRIGUEZAún no hay calificaciones
- iNVESTIGACION LOCKTONDocumento3 páginasiNVESTIGACION LOCKTONJohnny RodriguezAún no hay calificaciones
- Ejemplo para Ejercico Final de NegociacionDocumento6 páginasEjemplo para Ejercico Final de NegociacionRicardoAún no hay calificaciones
- Caso FordDocumento6 páginasCaso FordAtzin LeonAún no hay calificaciones
- Debate Sobre El Salario Mínimo en El SalvadorDocumento1 páginaDebate Sobre El Salario Mínimo en El Salvadormanza16Aún no hay calificaciones
- Estimado Estudiante Por Favor Realice Ejemplo Práctico de Las Etapas de Proceso de NegociaciónDocumento6 páginasEstimado Estudiante Por Favor Realice Ejemplo Práctico de Las Etapas de Proceso de NegociaciónMarcelo ChuquizanAún no hay calificaciones
- Informe OmametDocumento5 páginasInforme OmametAlan SotoAún no hay calificaciones
- Grupo 2 Casos 7 y 8 WalmarDocumento7 páginasGrupo 2 Casos 7 y 8 WalmarVictor CardonaAún no hay calificaciones
- Caso FordDocumento11 páginasCaso FordEmily MoncadaAún no hay calificaciones
- Tarea 8. Liga 9Documento8 páginasTarea 8. Liga 9Bibi93Aún no hay calificaciones
- Trabajo Práctico - Ford - EstrategiaDocumento7 páginasTrabajo Práctico - Ford - EstrategiaJhoamz Dvid Daza Orozco0% (1)
- Caso NummiDocumento5 páginasCaso Nummimaria catalinaAún no hay calificaciones
- Caso Practico Primer ParcialDocumento1 páginaCaso Practico Primer Parcialsonia barriosAún no hay calificaciones
- A01133901 Aport. Caso Ford-FirestoneDocumento3 páginasA01133901 Aport. Caso Ford-Firestonedavidpadilla89Aún no hay calificaciones
- InnovacionDocumento2 páginasInnovacionSolo Jugar ParaAún no hay calificaciones
- Henry Ford - Grupo 3Documento8 páginasHenry Ford - Grupo 3Ariel MaxAún no hay calificaciones
- Caso PracticosDocumento2 páginasCaso PracticosPamela Rodriguez RodriguezAún no hay calificaciones
- La Ley de La SituaciónDocumento5 páginasLa Ley de La SituaciónKarina Barros ConsuegraAún no hay calificaciones
- Henry FordDocumento4 páginasHenry FordJesús García XDAún no hay calificaciones
- Miyashiro LadisyuntivadeJaimeDuranDocumento9 páginasMiyashiro LadisyuntivadeJaimeDuranDedrick JassoAún no hay calificaciones
- Caso 8Documento2 páginasCaso 8Carlos JarquínAún no hay calificaciones
- Foro Del Caso 2Documento4 páginasForo Del Caso 2Carolina SarmientoAún no hay calificaciones
- Henry FordDocumento29 páginasHenry FordJose Luis evershsAún no hay calificaciones
- Francisco Rolandi Modificado 2Documento9 páginasFrancisco Rolandi Modificado 2Gimnasio Infantil Santa Cruz de la SierraAún no hay calificaciones
- Practico MitsubishiDocumento2 páginasPractico MitsubishiManuel SolanoAún no hay calificaciones
- Henry FordDocumento4 páginasHenry FordKaterin ShAún no hay calificaciones
- Caso Semana 1 - GeydeDocumento7 páginasCaso Semana 1 - GeydeDorfa Reyes GuzmanAún no hay calificaciones
- Gurus de La Calidad PDFDocumento4 páginasGurus de La Calidad PDFLeidy Biviana GelvezAún no hay calificaciones
- Ifam U3 A2 CRRMDocumento8 páginasIfam U3 A2 CRRMcristela reyesAún no hay calificaciones
- Qué Gano Toyota Con La Sociedad en Participación NUMIDocumento10 páginasQué Gano Toyota Con La Sociedad en Participación NUMIHeector RodrigoAún no hay calificaciones
- La Vida de Henry FordDocumento5 páginasLa Vida de Henry FordrafitovegaAún no hay calificaciones
- 3 Henry ForDocumento4 páginas3 Henry ForVe RoAún no hay calificaciones
- Biografía Henry FordDocumento8 páginasBiografía Henry FordSamantha Solo100% (1)
- 408S01 PDF Spa MegalithDocumento16 páginas408S01 PDF Spa MegalithJuan Quinto EgoavilAún no hay calificaciones
- P7 ActividadDocumento6 páginasP7 ActividadBrayan MesaAún no hay calificaciones
- Documental, La Historia de Ford, El Modelo TDocumento4 páginasDocumental, La Historia de Ford, El Modelo TJuan Carlos Martínez ZatarayAún no hay calificaciones
- Derecho EmpresarialDocumento7 páginasDerecho EmpresarialLorena DelgadoAún no hay calificaciones
- Caso Textiles Martin - Toma de DecisionesDocumento3 páginasCaso Textiles Martin - Toma de DecisionesLuisa Suárez CaballeroAún no hay calificaciones
- Henry FordDocumento4 páginasHenry FordAlejandro ContrerasAún no hay calificaciones
- Historia de IBM (Grupo 2)Documento35 páginasHistoria de IBM (Grupo 2)Marysol RoqueAún no hay calificaciones
- NummiDocumento32 páginasNummiKnibal Rojas MonroyAún no hay calificaciones
- NummiDocumento32 páginasNummiVíctor Narváez BolbaránAún no hay calificaciones
- Resumen Jeff Bezos y Henry FordDocumento3 páginasResumen Jeff Bezos y Henry FordRemanentes SkaAún no hay calificaciones
- Caso SemcoDocumento16 páginasCaso SemcoClaudia Velez100% (2)
- Administracion Sin Administradores EmpowermentDocumento10 páginasAdministracion Sin Administradores EmpowermentDIANA LICETH BERMUDEZ PAZAún no hay calificaciones
- Henry FordDocumento3 páginasHenry FordRicky Jhon MachacaAún no hay calificaciones
- Caso Eldora CompanyDocumento5 páginasCaso Eldora CompanyJOSE2finaAún no hay calificaciones
- Catalogo PCP Colombia 2018 (1) - WatermarkDocumento40 páginasCatalogo PCP Colombia 2018 (1) - WatermarkLuis PjAún no hay calificaciones
- Ensayo Henry FordDocumento6 páginasEnsayo Henry FordSamuel Bueno ArreolaAún no hay calificaciones
- Ford Motor CompanyDocumento3 páginasFord Motor CompanySabrina SpelmanAún no hay calificaciones
- Caso SemcoDocumento26 páginasCaso SemcoJuli CuervoAún no hay calificaciones
- Explicación Causal e Iden TeóricasDocumento2 páginasExplicación Causal e Iden TeóricasMARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Explicación HempelDocumento4 páginasExplicación HempelMARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Definición de ConceptosDocumento3 páginasDefinición de ConceptosMARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Recorrido Hist 2Documento4 páginasRecorrido Hist 2MARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- 2.1. - Artículo Del PeriódicoDocumento2 páginas2.1. - Artículo Del PeriódicoMARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Recorrido Hist 1Documento4 páginasRecorrido Hist 1MARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Círculo de VienaDocumento6 páginasCírculo de VienaMARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Intro Razonamiento Cientif 1Documento4 páginasIntro Razonamiento Cientif 1MARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Intro Razonamiento Cientif 2Documento4 páginasIntro Razonamiento Cientif 2MARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Qué Es Un Reactor QuímicoDocumento6 páginasQué Es Un Reactor QuímicoMARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- HerramientasDocumento23 páginasHerramientasMARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Tarea 2Documento10 páginasTarea 2MARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Tarea 1Documento14 páginasTarea 1MARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- Líneas de DûhringDocumento11 páginasLíneas de DûhringMARIA DE JESUS RAMIREZ CASTANEDAAún no hay calificaciones
- 07 PS AyR21Documento133 páginas07 PS AyR21Ayme LoezaAún no hay calificaciones
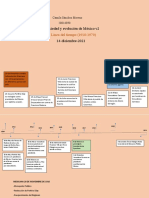
- Sánchez - Camila - Linea Del TiempooDocumento7 páginasSánchez - Camila - Linea Del TiempooCamila SanchezAún no hay calificaciones
- Un Nuevo Pacto Político para El Estado de Nuevo LeónDocumento101 páginasUn Nuevo Pacto Político para El Estado de Nuevo LeónSamuel García100% (3)
- Elva MacíasDocumento2 páginasElva MacíasHernández Rubín AlondraAún no hay calificaciones
- Trabajo Final Cualitativo Aborto RevisadoDocumento41 páginasTrabajo Final Cualitativo Aborto RevisadoDulce Saraí Valles Chávez50% (4)
- AOLM Operadores LogisticosDocumento13 páginasAOLM Operadores LogisticosAngelica Vazquez de la C.Aún no hay calificaciones
- Actividad 3Documento14 páginasActividad 3Angela Viviana SOTO LOPEZAún no hay calificaciones
- Poder EjecutivoDocumento1 páginaPoder EjecutivoGaby RamosAún no hay calificaciones
- Programa Actualizado de CSX 564 Hollywood y Los Problemas Sociales.Documento4 páginasPrograma Actualizado de CSX 564 Hollywood y Los Problemas Sociales.ElvinAún no hay calificaciones
- Ejercicio Prosado SREDocumento2 páginasEjercicio Prosado SREAlfredo Garcilazo MiguelenaAún no hay calificaciones
- Ruta Del Cacao Oct. 2011 FinalDocumento79 páginasRuta Del Cacao Oct. 2011 FinalAnonymous J5wG7jULaAún no hay calificaciones
- Carrillo 2001. El Sector Agropecuario en Mexico, PerspectivasDocumento235 páginasCarrillo 2001. El Sector Agropecuario en Mexico, PerspectivasAndresMariaAún no hay calificaciones
- MP-FP002 Evaluación Acreditación LAB 17025 35Documento36 páginasMP-FP002 Evaluación Acreditación LAB 17025 35Roberto Frias CarrilloAún no hay calificaciones
- Los Centros Integralmente Planeados (CIP S) en MéxicoDocumento18 páginasLos Centros Integralmente Planeados (CIP S) en MéxicoRaul VeraAún no hay calificaciones
- Anexo - Terremotos en México - Wikipedia, La Enciclopedia LibreDocumento28 páginasAnexo - Terremotos en México - Wikipedia, La Enciclopedia Librecupre_304114379Aún no hay calificaciones
- El Milagro MexicanoDocumento2 páginasEl Milagro MexicanoDIANA JAIMES ANDRADEAún no hay calificaciones
- Requisitos No ArancelariosDocumento3 páginasRequisitos No ArancelariosUlisesHernandezAún no hay calificaciones
- J Esain Concepto de Medio AmbienteDocumento39 páginasJ Esain Concepto de Medio AmbienteEmmanuel CardozoAún no hay calificaciones
- Qué Conozco Del TemaDocumento2 páginasQué Conozco Del TemaViridiana Monserrat Maldonado LopezAún no hay calificaciones
- Codigo de Ética de Los Servidores Públicos Del Ayuntamiento de Teotihuacán 2019-2021 y Las Reglas de IntegridadDocumento25 páginasCodigo de Ética de Los Servidores Públicos Del Ayuntamiento de Teotihuacán 2019-2021 y Las Reglas de IntegridadMon SeAún no hay calificaciones
- Edicionsabado 16Documento27 páginasEdicionsabado 16webelsigloAún no hay calificaciones
- PF L1co106 S3Documento5 páginasPF L1co106 S3mn.cornejoherreraAún no hay calificaciones
- Las Principales Constituciones en MéxicoDocumento3 páginasLas Principales Constituciones en MéxicoOrquesta Sensacion CaribeAún no hay calificaciones