También podría gustarte
- Aire ComprimidoDocumento6 páginasAire ComprimidoEdgar MartinezAún no hay calificaciones
- Conf 17, Ahorro de Energía Sistemas de Aire ComprimidoDocumento36 páginasConf 17, Ahorro de Energía Sistemas de Aire ComprimidoAnddyAún no hay calificaciones
- AirecompDocumento41 páginasAirecompckmauricioAún no hay calificaciones
- U4. Aire Comprimido.Documento7 páginasU4. Aire Comprimido.Josué ChanAún no hay calificaciones
- Sop Lad OresDocumento18 páginasSop Lad OresGonzalo Bellota ChacónAún no hay calificaciones
- El Aire ComprimidoDocumento2 páginasEl Aire ComprimidoMaria Fernanda Maldonado GámbuleAún no hay calificaciones
- Aire Comprimido IndustrialDocumento12 páginasAire Comprimido IndustrialAnonymous goBUaW100% (2)
- Aire Comprimido FinalDocumento32 páginasAire Comprimido FinalCeciliaMontillaAún no hay calificaciones
- Instalaciones de Aire ComprimidoDocumento31 páginasInstalaciones de Aire ComprimidoNicolas Gabriel OleaAún no hay calificaciones
- 1 Sistemas de Aire ComprimidoDocumento7 páginas1 Sistemas de Aire ComprimidoledailinAún no hay calificaciones
- Instalaciones NeumaticasDocumento58 páginasInstalaciones NeumaticasFrancisco Mario80% (5)
- E 04 CompresoresDocumento19 páginasE 04 CompresoresMauricioAún no hay calificaciones
- Sistema aire comprimido industrialDocumento8 páginasSistema aire comprimido industrialAlan GarciaAún no hay calificaciones
- Requisitos de Presión de AireDocumento18 páginasRequisitos de Presión de Airehugo mendozaAún no hay calificaciones
- CAPÍTULO IV - Primer Avance MetodologiaDocumento32 páginasCAPÍTULO IV - Primer Avance MetodologiaBrayan MorochoAún no hay calificaciones
- Cap2 Central CompresoraDocumento15 páginasCap2 Central CompresoraginergggAún no hay calificaciones
- esquema de produccion de aire comprimidoDocumento12 páginasesquema de produccion de aire comprimidocapogalleseAún no hay calificaciones
- Eficiencia Compres y BombeoDocumento5 páginasEficiencia Compres y BombeofmahieuAún no hay calificaciones
- Kaeser Consejos PracticosDocumento6 páginasKaeser Consejos PracticosAlfredo MarreroAún no hay calificaciones
- Balance Circuito de Aire ComprimidoDocumento21 páginasBalance Circuito de Aire ComprimidoBryan Alejandro Vera Garcia100% (1)
- Auditoría energética sistemas aire comprimidoDocumento25 páginasAuditoría energética sistemas aire comprimidoLuis Enrique Fernandez100% (2)
- Calculo de Aire ComprimidoDocumento65 páginasCalculo de Aire ComprimidoDaniel Josue Membrillo Martinez100% (4)
- Redes NeumaticasDocumento27 páginasRedes Neumaticasmartining237195Aún no hay calificaciones
- Calculo de Aire ComprimidoDocumento65 páginasCalculo de Aire Comprimidojoaquin torrano veraAún no hay calificaciones
- Sem 9Documento21 páginasSem 9LACT gamer 091Aún no hay calificaciones
- Centrales NeumaticasDocumento50 páginasCentrales NeumaticasIvan Betancourt Plaza50% (2)
- Diferentes Sistemas de Regulación de Un Compresor A TornilloDocumento6 páginasDiferentes Sistemas de Regulación de Un Compresor A TornilloJenny Cecilia Ureña ZuriAún no hay calificaciones
- Introducción A La Neumatica para AutomatizaciónDocumento9 páginasIntroducción A La Neumatica para AutomatizaciónEmmanuel Francisco Fernandez JaquezAún no hay calificaciones
- Consideraciones Costo Aire ComprimidoDocumento5 páginasConsideraciones Costo Aire ComprimidogefrancoAún no hay calificaciones
- Curso Electroneumatica PDFDocumento145 páginasCurso Electroneumatica PDFAlejandro ReyesAún no hay calificaciones
- Selecciona el compresor ideal: Guía para escoger entre compresores domésticos, profesionales e industrialesDocumento12 páginasSelecciona el compresor ideal: Guía para escoger entre compresores domésticos, profesionales e industrialescristobal de jesusAún no hay calificaciones
- Efeciencia EnergeticaDocumento4 páginasEfeciencia EnergeticaBryan OmarAún no hay calificaciones
- Aire ComprimidoDocumento19 páginasAire Comprimidoyomel mendez torresAún no hay calificaciones
- Aire Comprimido ResumenDocumento3 páginasAire Comprimido ResumenCarlos AlavaAún no hay calificaciones
- Ventiladores en QuellavecoDocumento7 páginasVentiladores en QuellavecoElias PonteAún no hay calificaciones
- Especificacion Tecnica Distribucion Aire ComprimidoDocumento13 páginasEspecificacion Tecnica Distribucion Aire ComprimidoDaniel VelasquezAún no hay calificaciones
- Instalaciones de Aire ComprimidoDocumento11 páginasInstalaciones de Aire ComprimidoSergio TorresAún no hay calificaciones
- Ensayo de Aires ComprimidosDocumento8 páginasEnsayo de Aires ComprimidosAndreina RiegoAún no hay calificaciones
- TP5 - Aire ComprimidoDocumento37 páginasTP5 - Aire ComprimidoFacundo SantosAún no hay calificaciones
- Compresores y VentiladoresDocumento21 páginasCompresores y VentiladoresJoseph Guadalupe Bautista GarciaAún no hay calificaciones
- Redes de AireDocumento19 páginasRedes de AireOrganismAún no hay calificaciones
- Neumatica e HidraulicaDocumento22 páginasNeumatica e Hidraulicaluis fernando maldonado berumenAún no hay calificaciones
- Servicios Auxiliares Aire ComprimidoDocumento36 páginasServicios Auxiliares Aire ComprimidoFidelMedinaUlloa0% (1)
- Equipos Mecanicos CompresoresDocumento25 páginasEquipos Mecanicos CompresoresHenry MartinezAún no hay calificaciones
- Parcial 3-Auditorias EnergéticasDocumento5 páginasParcial 3-Auditorias EnergéticasMAURICIO RENE VIGIL MENDOZAAún no hay calificaciones
- Sistemas de Aire ComprimidoDocumento9 páginasSistemas de Aire ComprimidoJose CardozoAún no hay calificaciones
- UntitledDocumento11 páginasUntitledDaniela Castiblanco RamirezAún no hay calificaciones
- Capítulo 1Documento6 páginasCapítulo 1Mosquea CruzAún no hay calificaciones
- Neumática PrácticaDocumento30 páginasNeumática PrácticasergiomoomAún no hay calificaciones
- Comport A Mien To de Un Ventilador en Un SistemaDocumento8 páginasComport A Mien To de Un Ventilador en Un SistemaBruce Schuler FrantzenAún no hay calificaciones
- Informe de Termodinamica Avazne CompresoresDocumento10 páginasInforme de Termodinamica Avazne Compresoresj.m.vilchesruz02Aún no hay calificaciones
- Acumulador de NeumaticosDocumento17 páginasAcumulador de NeumaticosLorena MamaniAún no hay calificaciones
- CompresoresDocumento41 páginasCompresoresBnavidz RoJaz Lile100% (1)
- UntitledDocumento12 páginasUntitledDaniela Castiblanco RamirezAún no hay calificaciones
- Aire Comprimido Resumen - PDFDocumento7 páginasAire Comprimido Resumen - PDFJesus GonzalesAún no hay calificaciones
- Aire ComprimidoDocumento6 páginasAire ComprimidoJOFRE TITUAÑAAún no hay calificaciones
- Diseñar Una Red de Aire Comprimido para Un TallerDocumento13 páginasDiseñar Una Red de Aire Comprimido para Un TallerdiegoAún no hay calificaciones
- Ahorro Energetico en CompresoresDocumento16 páginasAhorro Energetico en CompresoresMaria Del Mar Cuesta SolarteAún no hay calificaciones
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Manual de instrumentación para aire acondicionado: Del termostato a los sistemas de control y gestión de edificios (BMS)De EverandManual de instrumentación para aire acondicionado: Del termostato a los sistemas de control y gestión de edificios (BMS)Calificación: 2 de 5 estrellas2/5 (1)
- 2023-05-09-20-50-19Documento6 páginas2023-05-09-20-50-19Hubert CcAún no hay calificaciones
- 57 INFORME SOBRE PERSONALDocumento2 páginas57 INFORME SOBRE PERSONALHubert CcAún no hay calificaciones
- Modulo 02 2dbenchDocumento43 páginasModulo 02 2dbenchJersson CappaAún no hay calificaciones
- 07 INFORME MENSUAL FEBRERODocumento6 páginas07 INFORME MENSUAL FEBREROHubert CcAún no hay calificaciones
- MODULO_02_2DBENCH_02Documento8 páginasMODULO_02_2DBENCH_02Hubert CcAún no hay calificaciones
- 2023-05-09-23-13-58 - copia (3)Documento5 páginas2023-05-09-23-13-58 - copia (3)Hubert CcAún no hay calificaciones
- HOJA DE MEMORIA MAYODocumento2 páginasHOJA DE MEMORIA MAYOHubert CcAún no hay calificaciones
- Imagen de WhatsApp 2023-10-17 a las 11.40.11 (1)Documento1 páginaImagen de WhatsApp 2023-10-17 a las 11.40.11 (1)Hubert CcAún no hay calificaciones
- 2023-03-26-20-59-57Documento5 páginas2023-03-26-20-59-57Hubert CcAún no hay calificaciones
- politicaSSO - doc 45448951 - CHARCCAHUANA CHOQQUE HUBERDocumento1 páginapoliticaSSO - doc 45448951 - CHARCCAHUANA CHOQQUE HUBERHubert CcAún no hay calificaciones
- 2023-05-09-22-47-08Documento5 páginas2023-05-09-22-47-08Hubert CcAún no hay calificaciones
- rp 8773 nv 720Documento4 páginasrp 8773 nv 720Hubert CcAún no hay calificaciones
- Adobe Scan 17 oct. 2023 (1)Documento1 páginaAdobe Scan 17 oct. 2023 (1)Hubert CcAún no hay calificaciones
- ficha de ingles 1,2,3 II. 03-04 exp. (1) (1)Documento4 páginasficha de ingles 1,2,3 II. 03-04 exp. (1) (1)Hubert CcAún no hay calificaciones
- anexo5 - doc 45448951 - CHARCCAHUANA CHOQQUE HUBERDocumento1 páginaanexo5 - doc 45448951 - CHARCCAHUANA CHOQQUE HUBERHubert CcAún no hay calificaciones
- Curso INDUCCIÓN Y ORIENTACIÓN BÁSICA DE SEGURIDAD - CONSORCIO MINERO HORIZONTE S.R.L - doc 45448951 - CHARCCAHUANA CHOQQUE HUBER (2)Documento1 páginaCurso INDUCCIÓN Y ORIENTACIÓN BÁSICA DE SEGURIDAD - CONSORCIO MINERO HORIZONTE S.R.L - doc 45448951 - CHARCCAHUANA CHOQQUE HUBER (2)Hubert CcAún no hay calificaciones
- Curso Inducción y Orientación Básica de Seguridad - Consorcio Minero Horizonte s.r.l - Doc 45448951 - Charccahuana Choqque HuberDocumento1 páginaCurso Inducción y Orientación Básica de Seguridad - Consorcio Minero Horizonte s.r.l - Doc 45448951 - Charccahuana Choqque HuberHubert CcAún no hay calificaciones
- Las Bromas Pesadas Son PeligrosasDocumento3 páginasLas Bromas Pesadas Son PeligrosasHubert CcAún no hay calificaciones
- Curso INDUCCIÓN Y ORIENTACIÓN BÁSICA DE SEGURIDAD - CONSORCIO MINERO HORIZONTE S.R.L - doc 45448951 - CHARCCAHUANA CHOQQUE HUBER (1)Documento1 páginaCurso INDUCCIÓN Y ORIENTACIÓN BÁSICA DE SEGURIDAD - CONSORCIO MINERO HORIZONTE S.R.L - doc 45448951 - CHARCCAHUANA CHOQQUE HUBER (1)Hubert CcAún no hay calificaciones
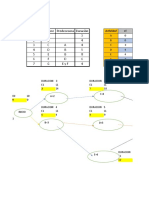
- Pert CPM EFDocumento3 páginasPert CPM EFHubert CcAún no hay calificaciones
- Hoja de RequerimientoDocumento2 páginasHoja de RequerimientoHubert CcAún no hay calificaciones
- entrega_politica_sso - doc 45448951 - CHARCCAHUANA CHOQQUE HUBERDocumento1 páginaentrega_politica_sso - doc 45448951 - CHARCCAHUANA CHOQQUE HUBERHubert CcAún no hay calificaciones
- Tareaje Agosto 22Documento24 páginasTareaje Agosto 22Hubert CcAún no hay calificaciones
- Libro 1Documento8 páginasLibro 1Hubert CcAún no hay calificaciones
- Mineros asoc. Pulpera informe agosto 2022Documento10 páginasMineros asoc. Pulpera informe agosto 2022Hubert CcAún no hay calificaciones
- Libro 1Documento3 páginasLibro 1Hubert CcAún no hay calificaciones
- Resumen de transporte de minerales agosto 2022Documento27 páginasResumen de transporte de minerales agosto 2022Hubert CcAún no hay calificaciones
- Informe 020, Informe Mensual SeptiembreDocumento10 páginasInforme 020, Informe Mensual SeptiembreHubert CcAún no hay calificaciones
- Informe de Operacion. Mesual de AgostoDocumento8 páginasInforme de Operacion. Mesual de AgostoHubert CcAún no hay calificaciones
- Ensayo Sistema Climatico y Sus Alteraciones.Documento4 páginasEnsayo Sistema Climatico y Sus Alteraciones.César UriasAún no hay calificaciones
- Hidráulica general y aplicada orificiosDocumento23 páginasHidráulica general y aplicada orificiosJuan Manuel BlancoAún no hay calificaciones
- TEMA 4. El ClimaDocumento4 páginasTEMA 4. El ClimaNorberto Astorga GonzalezAún no hay calificaciones
- EquilibrioFasesUNADDocumento113 páginasEquilibrioFasesUNADyenixsa fuentesAún no hay calificaciones
- Ficha Informativa N°3 - Cambio Climático y Fenómenos Atmosféricos - 5° GradoDocumento2 páginasFicha Informativa N°3 - Cambio Climático y Fenómenos Atmosféricos - 5° GradoLisset Duran FernandezAún no hay calificaciones
- Termodinámica en la PUC: Problemas de interro 1Documento5 páginasTermodinámica en la PUC: Problemas de interro 1wwwweeeAún no hay calificaciones
- Nociones Básicas para Interpretar Un Mapa Meteorológico o Del TiempoDocumento3 páginasNociones Básicas para Interpretar Un Mapa Meteorológico o Del TiempoJorge Trallero AlastueyAún no hay calificaciones
- Leyes de Los Gases IdealesDocumento9 páginasLeyes de Los Gases IdealesTonalli GaonaAún no hay calificaciones
- Solucionario Guia 3Documento5 páginasSolucionario Guia 3Nils RodriguezAún no hay calificaciones
- Acción Climática en El Perú - Lineamientos Del Reglamento de La Ley Marco Sobre Cambio ClimáticoDocumento156 páginasAcción Climática en El Perú - Lineamientos Del Reglamento de La Ley Marco Sobre Cambio Climáticoaracely huertaAún no hay calificaciones
- FisicaDocumento21 páginasFisicaVioleta AlmaguerAún no hay calificaciones
- Informe Laboratorios de Fisica MecanicaDocumento3 páginasInforme Laboratorios de Fisica MecanicaJulián VelascoAún no hay calificaciones
- Formulas M.IDocumento6 páginasFormulas M.IJulio Benites NoblecillaAún no hay calificaciones
- HidrostaticaDocumento48 páginasHidrostaticaDeiber Javier Serna CastañoAún no hay calificaciones
- Serie de Prolemas de Transferencia de CalorDocumento10 páginasSerie de Prolemas de Transferencia de CalorYessica LeyvaAún no hay calificaciones
- Sistema de Gas Inerte A BordoDocumento18 páginasSistema de Gas Inerte A BordoOrlando QuevedoAún no hay calificaciones
- Válvula neumática 3010 con asiento inclinadoDocumento2 páginasVálvula neumática 3010 con asiento inclinadoLeonardo GonzálezAún no hay calificaciones
- Análisis Climograma - Leandro ItzaDocumento1 páginaAnálisis Climograma - Leandro Itzaleandroitza7Aún no hay calificaciones
- Programa de gestión para trabajos en espacios confinadosDocumento134 páginasPrograma de gestión para trabajos en espacios confinadosMalben VargasAún no hay calificaciones
- AIREDocumento5 páginasAIRECintya MaritzaAún no hay calificaciones
- PDF Informe de Fisicoquimica Termodinamica de Gases DDDocumento13 páginasPDF Informe de Fisicoquimica Termodinamica de Gases DDYomer CernaAún no hay calificaciones
- Corrientes MarinasDocumento6 páginasCorrientes MarinasHenry VelascoAún no hay calificaciones
- Ciclos de turbina de gas de 2 etapas de compresión y 2 etapas de expansiónDocumento4 páginasCiclos de turbina de gas de 2 etapas de compresión y 2 etapas de expansiónminatominatoAún no hay calificaciones
- Carta AstralDocumento23 páginasCarta AstralDiego SangriAún no hay calificaciones
- Actividades de Evaluacion Unidad Cambio Climatico GlobalDocumento4 páginasActividades de Evaluacion Unidad Cambio Climatico GlobalJosefa Thiers SánchezAún no hay calificaciones
- Clase 11Documento32 páginasClase 11MARYAún no hay calificaciones
- Destilación de aceite esencial de molleDocumento12 páginasDestilación de aceite esencial de molleIVAN SILVESTRE SALGUEROAún no hay calificaciones
- Capas de la atmósfera terrestre y propagación ionosféricaDocumento24 páginasCapas de la atmósfera terrestre y propagación ionosféricaKranklin CandiottiAún no hay calificaciones
- 03 PlastiglomeradosDocumento4 páginas03 PlastiglomeradosDenebo LaAún no hay calificaciones
- Ejercicio D Mecanica de FluidosDocumento2 páginasEjercicio D Mecanica de FluidosFernando Mera AlvarezAún no hay calificaciones