También podría gustarte
- Uv7231 PDF EngDocumento8 páginasUv7231 PDF EngmechiniAún no hay calificaciones
- Tema 4 Introduccion A La Metodologia Lean GreenDocumento78 páginasTema 4 Introduccion A La Metodologia Lean GreenSiro TagliaferroAún no hay calificaciones
- Cultura LeanDocumento5 páginasCultura LeantemaquijaAún no hay calificaciones
- Lean ProductionDocumento2 páginasLean ProductionNanaBoteroGarcíaAún no hay calificaciones
- 1 Qué Es Lean Production, VIDEODocumento3 páginas1 Qué Es Lean Production, VIDEOmauro monterrubioAún no hay calificaciones
- 1.-¿Qué Es Lean Production - Pontificia Universidad Católica de Chile - CourseraDocumento2 páginas1.-¿Qué Es Lean Production - Pontificia Universidad Católica de Chile - CourseraRahuLHumaredaAún no hay calificaciones
- Camino A La Excelencia en Gestión de ProyectosDocumento65 páginasCamino A La Excelencia en Gestión de Proyectoshamg81100% (1)
- Qué Es Lean ProductionDocumento2 páginasQué Es Lean ProductionLilibeth CalaAún no hay calificaciones
- Marco Teorico LeanDocumento39 páginasMarco Teorico Leandewin3615Aún no hay calificaciones
- Lectura - Just in TimeDocumento18 páginasLectura - Just in TimeJavier RomeroAún no hay calificaciones
- Lean MFG 1Documento75 páginasLean MFG 1Fam Cerrato LopezAún no hay calificaciones
- Metodo KaizenDocumento14 páginasMetodo KaizenDaniela Armijo100% (1)
- Seminario de Administracion - Tarea 6Documento11 páginasSeminario de Administracion - Tarea 6keylaAún no hay calificaciones
- 0 PDFDocumento282 páginas0 PDFFlavio Andres Acevedo FloresAún no hay calificaciones
- Tríptico Lean ManufacturingDocumento2 páginasTríptico Lean ManufacturingSánchez Salgado Luis GustavoAún no hay calificaciones
- Un Poco de Historia en Pensamiento Estratégico KAIZEMDocumento4 páginasUn Poco de Historia en Pensamiento Estratégico KAIZEMRodrigo ChamBilla Aduvire100% (1)
- El método Lean Startup de Eric Ries (Book Review): Las claves para aprender emprendiendoDe EverandEl método Lean Startup de Eric Ries (Book Review): Las claves para aprender emprendiendoCalificación: 4 de 5 estrellas4/5 (6)
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteAún no hay calificaciones
- Kaizen OriginalDocumento31 páginasKaizen OriginalzamoritaaaaaAún no hay calificaciones
- Manufactura EsbeltaDocumento26 páginasManufactura EsbeltaAnamaría Gómez LópezAún no hay calificaciones
- Lean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteDe EverandLean Seis Sigma: La guía definitiva sobre Lean Seis Sigma, Lean Enterprise y Lean Manufacturing, con herramientas para incrementar la eficiencia y la satisfacción del clienteCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Manufactura Esbelta o Manufactura FlexibleDocumento19 páginasManufactura Esbelta o Manufactura FlexibleBryan DormesAún no hay calificaciones
- Marco Teorico LeanDocumento39 páginasMarco Teorico LeanMartín MirelesAún no hay calificaciones
- Entrevista Kiyoshi SuzakiDocumento2 páginasEntrevista Kiyoshi SuzakiLeoncho0% (1)
- PIN-23 La Filosofía LeanDocumento19 páginasPIN-23 La Filosofía Leanpaocvl892Aún no hay calificaciones
- PSP-Lección 17.1 - Lean ManufacturingDocumento21 páginasPSP-Lección 17.1 - Lean Manufacturingmilton miguel ochoaAún no hay calificaciones
- Documento Modulo 5 EspañolDocumento19 páginasDocumento Modulo 5 EspañolEdmarie SantiagoAún no hay calificaciones
- Aspectos Generales de Lean Construction PDFDocumento33 páginasAspectos Generales de Lean Construction PDFsomakadasAún no hay calificaciones
- Resumen de Let's fix it! de Richard J. SchonbergerDe EverandResumen de Let's fix it! de Richard J. SchonbergerAún no hay calificaciones
- Historia de ToyotaDocumento3 páginasHistoria de ToyotaKARLA ALEJANDRA ZILLMANN GARCIAAún no hay calificaciones
- Lean ManufacturingDocumento10 páginasLean ManufacturingPaolaMontealegreAún no hay calificaciones
- Conlos Beneficios de Aplicar Lean A Los Sist de ProduccionDocumento10 páginasConlos Beneficios de Aplicar Lean A Los Sist de ProduccionLieselott Ziller OrellanaAún no hay calificaciones
- NOTAS Curso LEAN PRODUCTIONDocumento61 páginasNOTAS Curso LEAN PRODUCTIONVictor AcostaAún no hay calificaciones
- Las Tres Revoluciones Galgano PDFDocumento416 páginasLas Tres Revoluciones Galgano PDFWladimir David Huilcaleo InalAún no hay calificaciones
- Resumen Del Libro ToyotaDocumento5 páginasResumen Del Libro ToyotaJ Esteban Copara HerreraAún no hay calificaciones
- Unsa - Sesión 3Documento32 páginasUnsa - Sesión 3Eder ChuraAún no hay calificaciones
- El Desafio Del LiderazgoDocumento4 páginasEl Desafio Del Liderazgojaviera roblesAún no hay calificaciones
- Evolución de Lean en El Mundo EmpresarialDocumento9 páginasEvolución de Lean en El Mundo EmpresarialEsteban RojasAún no hay calificaciones
- KaizenDocumento5 páginasKaizenLuis AlonsoAún no hay calificaciones
- ¿Que Es Lean Construction TraducidoDocumento13 páginas¿Que Es Lean Construction TraducidoJosé Fernando Pérez ApazaAún no hay calificaciones
- El método Kaizen: Pequeños cambios, grandes resultadosDe EverandEl método Kaizen: Pequeños cambios, grandes resultadosAún no hay calificaciones
- Lean Lexicon EspañolDocumento98 páginasLean Lexicon EspañolRonald Pedroza Rodriguez100% (1)
- Léxico Lean - Lean Institute Enterprise PDFDocumento98 páginasLéxico Lean - Lean Institute Enterprise PDFedwardhtAún no hay calificaciones
- Unidad3 pdf3Documento25 páginasUnidad3 pdf3Aldiix FsRsAún no hay calificaciones
- Sesión 6 - Gestión Del CambioDocumento23 páginasSesión 6 - Gestión Del CambioYomara100% (1)
- El Metodo Kaizen La Mejora Continua Es Un Tema Cultural.Documento2 páginasEl Metodo Kaizen La Mejora Continua Es Un Tema Cultural.Don VerdugoAún no hay calificaciones
- Toyota Cap 1Documento5 páginasToyota Cap 1LUIS EDUARDO MELENDEZ MARTINEZAún no hay calificaciones
- Origen de Las HerramientasDocumento8 páginasOrigen de Las HerramientasJose Marcos Rodriguez MagallanesAún no hay calificaciones
- Construccion Lean PDFDocumento62 páginasConstruccion Lean PDFIrma Galego PazAún no hay calificaciones
- Construccion LeanDocumento62 páginasConstruccion LeanAnonymous Me42VYfQAún no hay calificaciones
- Sistema Produccion Toyota PDFDocumento11 páginasSistema Produccion Toyota PDFedualoviAún no hay calificaciones
- Relatoria de Manufactura EsbeltaDocumento3 páginasRelatoria de Manufactura EsbeltaGuillo NavarroAún no hay calificaciones
- Las Claves Del Exito ToyotaDocumento8 páginasLas Claves Del Exito ToyotaMahomy AlvarezAún no hay calificaciones
- Clase Semana 1Documento29 páginasClase Semana 1luis perlaAún no hay calificaciones
- 1 Introducción Al Lean ConstrucciónDocumento26 páginas1 Introducción Al Lean ConstrucciónVictor MezaAún no hay calificaciones
- Camino A La Excelencia en Gestión de ProyectosDocumento59 páginasCamino A La Excelencia en Gestión de ProyectosAndrésAún no hay calificaciones
- KaizenDocumento2 páginasKaizenCarlos HernandezAún no hay calificaciones
- Introducción A La Producción Esbelta 1Documento21 páginasIntroducción A La Producción Esbelta 1luisAún no hay calificaciones
- Monografia KAIZEN Parte 2Documento11 páginasMonografia KAIZEN Parte 2Mary GamarraAún no hay calificaciones
- Material para Trainer KEPC V082020A SPDocumento105 páginasMaterial para Trainer KEPC V082020A SPChuyHidrogoAún no hay calificaciones
- Informe 1 Fisica 3Documento4 páginasInforme 1 Fisica 3Gabriela GarciaAún no hay calificaciones
- Resolucion de Caso Practico N1 - Tecnicas Analiticas de SeguridadDocumento7 páginasResolucion de Caso Practico N1 - Tecnicas Analiticas de SeguridadGre Romero SalazarAún no hay calificaciones
- Determinación de La Presión de Vapor de Derivados Del PetróleoDocumento11 páginasDeterminación de La Presión de Vapor de Derivados Del PetróleoSergio Lazarte Mercado100% (1)
- GR8-1202 ES Instruction ManualsDocumento52 páginasGR8-1202 ES Instruction ManualsbiospwrAún no hay calificaciones
- AnalisisEquilibriotermodinamico.. PDFDocumento13 páginasAnalisisEquilibriotermodinamico.. PDFNelly Quintana ZapataAún no hay calificaciones
- Plan de Accion Camper CriolloDocumento13 páginasPlan de Accion Camper Criollokate0210Aún no hay calificaciones
- Folleto de Etica 2Documento2 páginasFolleto de Etica 2Tatiiana100% (2)
- MATEMATICaDocumento6 páginasMATEMATICafran_gonzalez_difeAún no hay calificaciones
- Germinación de Semillas y Espesor Del Tape.Documento18 páginasGerminación de Semillas y Espesor Del Tape.Dylan Oswaldo100% (2)
- Francisca Tarea 4 EspañolDocumento3 páginasFrancisca Tarea 4 EspañolBLACLAún no hay calificaciones
- TCCS Escobar 2Documento3 páginasTCCS Escobar 2Miguel Escobar MelguizoAún no hay calificaciones
- Comp Principales 2007Documento14 páginasComp Principales 2007Mar TinAún no hay calificaciones
- Participación Foro 2Documento8 páginasParticipación Foro 2Juan Pablo Valencia GiraldoAún no hay calificaciones
- Programa Maquiavelo y El PopulismookDocumento3 páginasPrograma Maquiavelo y El PopulismookEugeniaAún no hay calificaciones
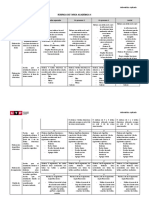
- Semana 16 - PDF - Rúbrica de Tarea Académica 4Documento3 páginasSemana 16 - PDF - Rúbrica de Tarea Académica 4jazmin jessica quispe ore ́ ́Aún no hay calificaciones
- Clase 5 - Teoría de Maq. Pesada......Documento37 páginasClase 5 - Teoría de Maq. Pesada......Rebeca LizanoAún no hay calificaciones
- Educación Vial Es El Conjunto de Acciones Encaminadas A Enseñar El Buen Uso y Conservación de Los Caminos TerrestresDocumento5 páginasEducación Vial Es El Conjunto de Acciones Encaminadas A Enseñar El Buen Uso y Conservación de Los Caminos TerrestresJuank RsAún no hay calificaciones
- LavadoDocumento91 páginasLavadoFiliberto Edecio Barrientos CanoAún no hay calificaciones
- Trabajo de PsicologiaDocumento42 páginasTrabajo de PsicologiaJhon Jerley Torres TorresAún no hay calificaciones
- S04 S08 ML2 MA526 LecturaMicroscopio LAB2Documento4 páginasS04 S08 ML2 MA526 LecturaMicroscopio LAB2AndreaAún no hay calificaciones
- Masa MolarDocumento6 páginasMasa MolarRolando Quispe GarciaAún no hay calificaciones
- ASPEN Dos ModelosDocumento19 páginasASPEN Dos ModeloslisusedAún no hay calificaciones
- Difusor y Generador de VaporDocumento2 páginasDifusor y Generador de Vaporluly palmaAún no hay calificaciones
- ResultadoexamenDocumento6 páginasResultadoexamenNicole YamettiAún no hay calificaciones
- IE II-EJE 1 Temas 1 y 2Documento9 páginasIE II-EJE 1 Temas 1 y 2Danisa MaldonadoAún no hay calificaciones
- HyS Un Modelo para ArmarDocumento80 páginasHyS Un Modelo para ArmarEduardo RustoyAún no hay calificaciones
- Revista Médica Clínica Las CondesDocumento6 páginasRevista Médica Clínica Las CondesBleidys CarvajalAún no hay calificaciones
- TESIS I - Seminario 04-Medidas de Tendencia Central y DispersiónDocumento29 páginasTESIS I - Seminario 04-Medidas de Tendencia Central y DispersiónJosé GómezAún no hay calificaciones
- Matrimonio Igualitario en El PeruDocumento4 páginasMatrimonio Igualitario en El PeruCRISTIAN MANUEL MARTINEZ JULCAAún no hay calificaciones
- Granhito 1Documento21 páginasGranhito 1Norberto MuzzachiodiAún no hay calificaciones