También podría gustarte
- Un Enfoque Matemático para la Elaboración Artesanal de CervezaDe EverandUn Enfoque Matemático para la Elaboración Artesanal de CervezaAún no hay calificaciones
- Cartel BiodieselDocumento1 páginaCartel BiodieselNayelli CervantesAún no hay calificaciones
- Síntesis de biodiesel a partir de aceite de soya usado mediante transesterificaciónDocumento48 páginasSíntesis de biodiesel a partir de aceite de soya usado mediante transesterificaciónNikolas Barreto Vanegas100% (2)
- Regeneración de Tierras de Blanqueo Usadas y Conversión de Aceite Recuperado A BiodieselDocumento11 páginasRegeneración de Tierras de Blanqueo Usadas y Conversión de Aceite Recuperado A BiodieselCarlos GamarraAún no hay calificaciones
- Obtención de biodiesel UNAChDocumento16 páginasObtención de biodiesel UNAChSandra Lizbeth Garcia DueñasAún no hay calificaciones
- Un Modelo de Proceso para Estimar El Costo de La Producción de Biodiesel A Escala Industrial A Partir de Residuos de Aceite de Cocina Por Transesterificación SupercríticaDocumento20 páginasUn Modelo de Proceso para Estimar El Costo de La Producción de Biodiesel A Escala Industrial A Partir de Residuos de Aceite de Cocina Por Transesterificación SupercríticaBryan Miguel Lozano OrtizAún no hay calificaciones
- Practicas de LaboratorioDocumento15 páginasPracticas de LaboratorioWladimir EspinAún no hay calificaciones
- Grupo 3 - G3 - L8 - Biodiesel-AceiteSoyaDocumento12 páginasGrupo 3 - G3 - L8 - Biodiesel-AceiteSoyaleo HPAún no hay calificaciones
- BIOCOMBUSTIBLE AUFS PpsDocumento17 páginasBIOCOMBUSTIBLE AUFS PpsyAún no hay calificaciones
- ENTREGA DE TRABAJO TESIS I UltimoDocumento16 páginasENTREGA DE TRABAJO TESIS I UltimoDavid Torres RiveraAún no hay calificaciones
- Biodiesel A Partir de Aceite de FriturasDocumento21 páginasBiodiesel A Partir de Aceite de FriturasGuido CassanoAún no hay calificaciones
- Evaluación de adsorbentes para la purificación de biodiésel de aceites palma cruda y soya crudaDocumento6 páginasEvaluación de adsorbentes para la purificación de biodiésel de aceites palma cruda y soya crudaAlee AppAún no hay calificaciones
- Proyecto Balances de MateriaDocumento5 páginasProyecto Balances de MateriaManuelAún no hay calificaciones
- Articulo Mio ParcialDocumento6 páginasArticulo Mio ParcialCRISTIAN ALEJANDRO TELLO RODRIGUEZAún no hay calificaciones
- Optimización biodiésel OMA RSMDocumento36 páginasOptimización biodiésel OMA RSMMARTIN PINEDA TAVERAAún no hay calificaciones
- CRONOGRAMADocumento8 páginasCRONOGRAMAGreissy EncinasAún no hay calificaciones
- Efectos del fraccionamiento de acetona sobre las propiedades de TAG, fusión y cristalización de la grasa de grano de bambanganDocumento8 páginasEfectos del fraccionamiento de acetona sobre las propiedades de TAG, fusión y cristalización de la grasa de grano de bambanganJesús BuenoAún no hay calificaciones
- Obtencion de Biodiesel Proyecto Final Modulo 1Documento33 páginasObtencion de Biodiesel Proyecto Final Modulo 1Rodrigo DalenceAún no hay calificaciones
- Diseño Del Reactor Platos - En.esDocumento29 páginasDiseño Del Reactor Platos - En.esCarlos Ubillas AlcaldeAún no hay calificaciones
- Reporte Reactor BatchDocumento5 páginasReporte Reactor BatchDavid Tapia MtzAún no hay calificaciones
- Diseño de briquetas a partir de residuos de maízDocumento34 páginasDiseño de briquetas a partir de residuos de maízDissel VeraAún no hay calificaciones
- Practica Lab 2 - BiodieselDocumento11 páginasPractica Lab 2 - BiodieselAlejandrp Josue Cardeña BenitezAún no hay calificaciones
- Marco TeóricoDocumento17 páginasMarco TeóricoMiguel Angel MontoyaAún no hay calificaciones
- Tiempo para secar viruta a 6.54% humedadDocumento4 páginasTiempo para secar viruta a 6.54% humedadDavid PaezAún no hay calificaciones
- Biodiesel aceite usadoDocumento15 páginasBiodiesel aceite usadoCleopatra Stefania Olmos RiveraAún no hay calificaciones
- Práctica 4 - Producción de BiodieselDocumento11 páginasPráctica 4 - Producción de BiodieselJessica Escobar MendozaAún no hay calificaciones
- Alteraciones de Aceite Vegetal en Procesos de FrituraDocumento6 páginasAlteraciones de Aceite Vegetal en Procesos de FrituraMarcos A. Chamorro TrujilloAún no hay calificaciones
- V4n4a04 230515 202731Documento21 páginasV4n4a04 230515 202731Raquel Colque CarloAún no hay calificaciones
- La Hidrólisis de Materiales Lignocelulósicos para La Producción de Etanol (Primera Parte)Documento13 páginasLa Hidrólisis de Materiales Lignocelulósicos para La Producción de Etanol (Primera Parte)Sara GómezAún no hay calificaciones
- Articulo Científico (09.05.2020)Documento20 páginasArticulo Científico (09.05.2020)reolAún no hay calificaciones
- Biodisel A Partir de Aceite de FriturasDocumento24 páginasBiodisel A Partir de Aceite de FriturasAlfonso Jordan JaramilloAún no hay calificaciones
- Hidrocraqueo de mezclas de aceites para biocombustiblesDocumento7 páginasHidrocraqueo de mezclas de aceites para biocombustiblesluis carlos castilloAún no hay calificaciones
- Informe TransesterificaciónDocumento10 páginasInforme TransesterificaciónAmy GaonaAún no hay calificaciones
- Producción de biodiésel a partir de mezclas de aceite de palma y aceite de freírDocumento11 páginasProducción de biodiésel a partir de mezclas de aceite de palma y aceite de freírDiego BohórquezAún no hay calificaciones
- Caracterizacion de Los BiocombustiblesDocumento21 páginasCaracterizacion de Los BiocombustiblesGregorio Gutiérrez AranibarAún no hay calificaciones
- Biocombustible A Base de Aceite Residual de CocinaDocumento14 páginasBiocombustible A Base de Aceite Residual de Cocinanixon contrerasAún no hay calificaciones
- BIODICENDocumento11 páginasBIODICENLesli Medaline Tafur SaucedoAún no hay calificaciones
- Producción de biodiesel a base de aceite vegetal empleando hidróxido de sodioDocumento37 páginasProducción de biodiesel a base de aceite vegetal empleando hidróxido de sodioJESUS MARTINEZ HUERTAAún no hay calificaciones
- Aceite de Algodón BiodieselDocumento4 páginasAceite de Algodón BiodieselFélix BaezAún no hay calificaciones
- Plan de Tesis 1.1Documento18 páginasPlan de Tesis 1.1Jesus Enrique QCAún no hay calificaciones
- Simulación biorreactor membrana para biodieselDocumento8 páginasSimulación biorreactor membrana para biodieselAlexanderAún no hay calificaciones
- 095c-Plan de Tesis - Vera Camargo Diesel.Documento25 páginas095c-Plan de Tesis - Vera Camargo Diesel.Dissel VeraAún no hay calificaciones
- Planta MTBE 1 (Ruta)Documento3 páginasPlanta MTBE 1 (Ruta)Maria Alejandra Suarez UsecheAún no hay calificaciones
- Exposición de BioetanolDocumento31 páginasExposición de BioetanolManuel Gustavo Melgarejo ValladaresAún no hay calificaciones
- t3 - Aceites Usados y El Medio Ambiente - Grupo6 - TecamDocumento12 páginast3 - Aceites Usados y El Medio Ambiente - Grupo6 - TecamMaría Sagastegui CáceresAún no hay calificaciones
- Determinación de Las Condiciones Óptimas para La Regeneración Térmica y Caracterización de Una Tierra de Blanqueo AgotadaDocumento10 páginasDeterminación de Las Condiciones Óptimas para La Regeneración Térmica y Caracterización de Una Tierra de Blanqueo AgotadaCarlos GamarraAún no hay calificaciones
- Sint - de Espumas FlexiblesDocumento6 páginasSint - de Espumas FlexiblesLyn Portilla GarciaAún no hay calificaciones
- Proyecto PetróleoDocumento53 páginasProyecto PetróleoGaby Símbala FeijooAún no hay calificaciones
- Capsulas de Alginato Con Aceite Crudo de Palma Como Rejuvenecedor para La Autorreparacion de Asfaltos.Documento9 páginasCapsulas de Alginato Con Aceite Crudo de Palma Como Rejuvenecedor para La Autorreparacion de Asfaltos.José Alberto Yáñez MacíasAún no hay calificaciones
- PRACTICASQUIMICADocumento17 páginasPRACTICASQUIMICAalba sarabiaAún no hay calificaciones
- Biodiesel InformeDocumento22 páginasBiodiesel InformeEdson BohorquezAún no hay calificaciones
- Producción de butanolDocumento10 páginasProducción de butanolKATHERINE JURADO ERAZOAún no hay calificaciones
- Traduccion de Concha Pata de MulaDocumento8 páginasTraduccion de Concha Pata de MulaJulio V. RodrìguezAún no hay calificaciones
- Lubricación Industrial2docortepdfDocumento4 páginasLubricación Industrial2docortepdfLicenyAún no hay calificaciones
- Plan de Tesis de JabonesDocumento13 páginasPlan de Tesis de JabonesJesus Enrique QCAún no hay calificaciones
- Pràctica BiodieselDocumento14 páginasPràctica BiodieselMaria Berbet De PaulaAún no hay calificaciones
- Práctica 6Documento7 páginasPráctica 6Anonymous Ffmbp2Aún no hay calificaciones
- ReporteLab2 CerveraAndrea CoronaEduardo GonzalezMonserratDocumento13 páginasReporteLab2 CerveraAndrea CoronaEduardo GonzalezMonserratAndrea CerveraAún no hay calificaciones
- Capitulo IV Opcion 3Documento79 páginasCapitulo IV Opcion 3Eylyn AlejandraAún no hay calificaciones
- Trabajo Práctico No 3Documento4 páginasTrabajo Práctico No 3Valentina TellezAún no hay calificaciones
- Optimización Del Proceso de Regeneración de Tierras de Blanqueo UsadasDocumento5 páginasOptimización Del Proceso de Regeneración de Tierras de Blanqueo UsadasCarlos GamarraAún no hay calificaciones
- Análisis de Nuevas Formas de Medición de Aperturas Mediante Dinámica de Fluidos ComputacionalDocumento12 páginasAnálisis de Nuevas Formas de Medición de Aperturas Mediante Dinámica de Fluidos ComputacionalCarlos GamarraAún no hay calificaciones
- Procesos de Oxidación Avanzados Basados en La Cavitación HidrodinámicaDocumento10 páginasProcesos de Oxidación Avanzados Basados en La Cavitación HidrodinámicaCarlos GamarraAún no hay calificaciones
- Aplicación de Procesos Avanzados de Oxidación y Técnicas de Cavitación para El Tratamiento de Aguas Residuales de TeneríasDocumento9 páginasAplicación de Procesos Avanzados de Oxidación y Técnicas de Cavitación para El Tratamiento de Aguas Residuales de TeneríasCarlos GamarraAún no hay calificaciones
- Caracterización de Tierra de Blanqueo Gastada Como Material Adsorbente para La Eliminación de ColorantesDocumento9 páginasCaracterización de Tierra de Blanqueo Gastada Como Material Adsorbente para La Eliminación de ColorantesCarlos GamarraAún no hay calificaciones
- Determinación de Las Condiciones Óptimas para La Regeneración Térmica y Caracterización de Una Tierra de Blanqueo AgotadaDocumento10 páginasDeterminación de Las Condiciones Óptimas para La Regeneración Térmica y Caracterización de Una Tierra de Blanqueo AgotadaCarlos GamarraAún no hay calificaciones
- Un Estudio de Los Aceites Residuales Recuperados de La Tierra de Blanqueo GastadaDocumento5 páginasUn Estudio de Los Aceites Residuales Recuperados de La Tierra de Blanqueo GastadaCarlos GamarraAún no hay calificaciones
- Análisis Económico de Minimización de Residuos y Valorización Energética de Tierras de Blanqueo GastadasDocumento14 páginasAnálisis Económico de Minimización de Residuos y Valorización Energética de Tierras de Blanqueo GastadasCarlos GamarraAún no hay calificaciones
- Tierra de Blanqueo Gastada Carbonizada Como Adsorbente de Bajo Costo - Una Estrategia de Revalorización Fácil A Través de La Metodología de Superficie de RespuestaDocumento16 páginasTierra de Blanqueo Gastada Carbonizada Como Adsorbente de Bajo Costo - Una Estrategia de Revalorización Fácil A Través de La Metodología de Superficie de RespuestaCarlos GamarraAún no hay calificaciones
- Desarrollo y Análisis Económico de Instalaciones de Producción de Bioetanol Utilizando Biomasa LignocelulósicaDocumento9 páginasDesarrollo y Análisis Económico de Instalaciones de Producción de Bioetanol Utilizando Biomasa LignocelulósicaCarlos GamarraAún no hay calificaciones
- Producción Más Limpia - Una Breve Revisión de La LiteraturaDocumento7 páginasProducción Más Limpia - Una Breve Revisión de La LiteraturaCarlos GamarraAún no hay calificaciones
- Fosfatación superficies metalDocumento47 páginasFosfatación superficies metalCarlos GamarraAún no hay calificaciones
- Degradación Del Fenol Con Ozonización Catalítica Heterogénea Mejorada Por La Tecnología de Alta GravedadDocumento15 páginasDegradación Del Fenol Con Ozonización Catalítica Heterogénea Mejorada Por La Tecnología de Alta GravedadCarlos GamarraAún no hay calificaciones
- Una Visión General Sobre La Producción de Bioetanol A Partir de Materias Primas LignocelulósicasDocumento16 páginasUna Visión General Sobre La Producción de Bioetanol A Partir de Materias Primas LignocelulósicasCarlos GamarraAún no hay calificaciones
- Degradación Del Tinte Azul KN-R en Efluente de Batik Mediante Un Proceso de Oxidación Avanzado Utilizando Una Combinación de Ozonización y Cavitación HidrodinámicaDocumento8 páginasDegradación Del Tinte Azul KN-R en Efluente de Batik Mediante Un Proceso de Oxidación Avanzado Utilizando Una Combinación de Ozonización y Cavitación HidrodinámicaCarlos GamarraAún no hay calificaciones
- Evaluación Tecnoeconómica de La Producción de Etanol Mediante Conversión Termoquímica de Biomasa Por Gasificación de Flujo ArrastradoDocumento18 páginasEvaluación Tecnoeconómica de La Producción de Etanol Mediante Conversión Termoquímica de Biomasa Por Gasificación de Flujo ArrastradoCarlos GamarraAún no hay calificaciones
- Diseño y Análisis de Biorefinerías Basadas en Glicerol CrudoDocumento13 páginasDiseño y Análisis de Biorefinerías Basadas en Glicerol CrudoCarlos GamarraAún no hay calificaciones
- Estudios Sobre La Producción de Bioetanol de Levadura Comercial de Panadería y Alcohol en Cultivo Aireado Utilizando Melaza de Caña de Azúcar Como MedioDocumento6 páginasEstudios Sobre La Producción de Bioetanol de Levadura Comercial de Panadería y Alcohol en Cultivo Aireado Utilizando Melaza de Caña de Azúcar Como MedioCarlos GamarraAún no hay calificaciones
- ResumenDocumento5 páginasResumenCarlos GamarraAún no hay calificaciones
- Una Biorefinería de Residuos de Cáscaras de Cítricos para La Producción de Etanol y MetanoDocumento8 páginasUna Biorefinería de Residuos de Cáscaras de Cítricos para La Producción de Etanol y MetanoCarlos GamarraAún no hay calificaciones
- Producción de Bioetanol - Materia Prima y Tecnologías ActualesDocumento19 páginasProducción de Bioetanol - Materia Prima y Tecnologías ActualesCarlos GamarraAún no hay calificaciones
- Degradación Intensificada de Las Aguas Residuales Textiles Utilizando Un Nuevo Tratamiento de Cavitación Hidrodinámica Con La Combinación de OzonoDocumento11 páginasDegradación Intensificada de Las Aguas Residuales Textiles Utilizando Un Nuevo Tratamiento de Cavitación Hidrodinámica Con La Combinación de OzonoCarlos GamarraAún no hay calificaciones
- Pretratamiento Del Lavado Gastado de La Destilería (Vinaza) Con Cavitación A Base de Vórtice y Su Influencia en La Generación de BiogásDocumento13 páginasPretratamiento Del Lavado Gastado de La Destilería (Vinaza) Con Cavitación A Base de Vórtice y Su Influencia en La Generación de BiogásCarlos GamarraAún no hay calificaciones
- Valorización Del Glicerol CrudoDocumento6 páginasValorización Del Glicerol CrudoCarlos GamarraAún no hay calificaciones
- Desarrollo de Cuero Bioaceptable Utilizando BagazoDocumento16 páginasDesarrollo de Cuero Bioaceptable Utilizando BagazoCarlos GamarraAún no hay calificaciones
- Valorización Del Glicerol CrudoDocumento6 páginasValorización Del Glicerol CrudoCarlos GamarraAún no hay calificaciones
- Un Enfoque de Bajo Costo y Rentable para El Procesamiento de Desechos de Frutas y Cítricos para La Producción de BioetanolDocumento11 páginasUn Enfoque de Bajo Costo y Rentable para El Procesamiento de Desechos de Frutas y Cítricos para La Producción de BioetanolCarlos GamarraAún no hay calificaciones
- Extracción Supercrítica de Aceite de Semilla de Uva A Escala IndustrialDocumento12 páginasExtracción Supercrítica de Aceite de Semilla de Uva A Escala IndustrialCarlos GamarraAún no hay calificaciones
- Desglose de GraderiaDocumento1 páginaDesglose de GraderiaJuan MoralesAún no hay calificaciones
- Ejercicios Propuestos PERT CPMDocumento3 páginasEjercicios Propuestos PERT CPMpauloAún no hay calificaciones
- Conceptos Melvin Kay 2022Documento4 páginasConceptos Melvin Kay 2022LuísAún no hay calificaciones
- Media, desviación estándar y distribuciones de probabilidad discretas y continuasDocumento2 páginasMedia, desviación estándar y distribuciones de probabilidad discretas y continuasOliver BvAún no hay calificaciones
- 263 - Simulador Ready Rep LT - Sparsa - 23 Febrero 2022Documento1 página263 - Simulador Ready Rep LT - Sparsa - 23 Febrero 2022Supervisor 2Aún no hay calificaciones
- Proced Inventarios FísicosDocumento3 páginasProced Inventarios Físicosjose farroAún no hay calificaciones
- Documentación SIGLA03Documento20 páginasDocumentación SIGLA03Luis Alberto Sanchez RamirezAún no hay calificaciones
- Mesa de AyudaDocumento2 páginasMesa de AyudaLuis Alfredo Agudelo EscobarAún no hay calificaciones
- Bujías IncandescentesDocumento4 páginasBujías IncandescentesA-t Hector100% (4)
- Banco HidrodinamicoDocumento10 páginasBanco HidrodinamicoJoshua SchultzAún no hay calificaciones
- Medidor de Campo TelevesDocumento4 páginasMedidor de Campo TelevesPaco TrashorrasAún no hay calificaciones
- Tips de MecanicaDocumento7 páginasTips de Mecanicacrypsys100% (1)
- Partes Brazo Scaler PauzDocumento6 páginasPartes Brazo Scaler Pauzmax coteraAún no hay calificaciones
- Estatuto Del CIPDocumento54 páginasEstatuto Del CIPLUIS MIGUEL LARICO CAMAAún no hay calificaciones
- Espesificaciones Tecnicas Planta de Alimentos BalanceadosDocumento54 páginasEspesificaciones Tecnicas Planta de Alimentos BalanceadosFernando Chirinos GarateAún no hay calificaciones
- Phase LogDocumento3 páginasPhase LogHenry Avilés ChongAún no hay calificaciones
- Metodología de La Ruta CríticaDocumento14 páginasMetodología de La Ruta CríticaAlfredoMejia100% (2)
- Lista PreciosDocumento6 páginasLista PreciosAlex German Mazabuel FernandezAún no hay calificaciones
- Acta de Constitución Del Proyecto - Jaime CarrascoDocumento9 páginasActa de Constitución Del Proyecto - Jaime CarrascoLopez Caballero KelvinAún no hay calificaciones
- Inspección grupos electrogenosDocumento2 páginasInspección grupos electrogenosEdwin Chavez BenavidesAún no hay calificaciones
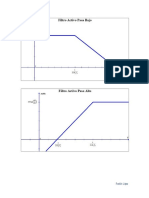
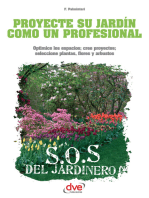
- Circuito Limitador, Zona Muerta, Rectificador y Comparador.Documento14 páginasCircuito Limitador, Zona Muerta, Rectificador y Comparador.Paulo De FariaAún no hay calificaciones
- Controles ISO 27001-2014Documento12 páginasControles ISO 27001-2014RicardoAún no hay calificaciones
- Vigas de AceroDocumento3 páginasVigas de AceroHayro Córdova PaloAún no hay calificaciones
- Tubo Rígido de PVC curvable en fríoDocumento20 páginasTubo Rígido de PVC curvable en fríomhakasAún no hay calificaciones
- DI PACE - Corrosion de ArmadurasDocumento18 páginasDI PACE - Corrosion de Armadurasgonzalez_m_aAún no hay calificaciones
- Programa Minimo de Capacitacion para Conductores en El Servicio de AutotransporteDocumento23 páginasPrograma Minimo de Capacitacion para Conductores en El Servicio de AutotransporteAZUCENAAún no hay calificaciones
- Problemas Resueltos Sobre Gases IdealesDocumento6 páginasProblemas Resueltos Sobre Gases IdealesjulioAún no hay calificaciones
- Ajuste de Un Carburador StrombergDocumento13 páginasAjuste de Un Carburador StrombergAdrian Gimenez100% (1)
- Qué Es Ingeniería MilitarDocumento3 páginasQué Es Ingeniería MilitarJoel MarcanoAún no hay calificaciones
- Eslinga de Cadena G8 3 RamalDocumento1 páginaEslinga de Cadena G8 3 Ramalalexis arayaAún no hay calificaciones
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- La tabla periódica de los elementos químicosDe EverandLa tabla periódica de los elementos químicosCalificación: 1 de 5 estrellas1/5 (1)
- Bioquímica: metabolismo energético, conceptos y aplicaciónDe EverandBioquímica: metabolismo energético, conceptos y aplicaciónCalificación: 4 de 5 estrellas4/5 (7)
- Proyecte su jardín como un profesionalDe EverandProyecte su jardín como un profesionalCalificación: 5 de 5 estrellas5/5 (1)
- Los hidropónicos: La guia suprema de los hidroponicos para salvar tiempo y dinero: Hidropónicos / serie agrícola y jardineraDe EverandLos hidropónicos: La guia suprema de los hidroponicos para salvar tiempo y dinero: Hidropónicos / serie agrícola y jardineraCalificación: 3 de 5 estrellas3/5 (5)
- Hidroponía. Cultivo sin tierraDe EverandHidroponía. Cultivo sin tierraCalificación: 4.5 de 5 estrellas4.5/5 (15)
- La química es la cuestión: El orden de la vida y el caos que llevamos encimaDe EverandLa química es la cuestión: El orden de la vida y el caos que llevamos encimaCalificación: 5 de 5 estrellas5/5 (5)
- Aportes de la biología del suelo a la agroecologíaDe EverandAportes de la biología del suelo a la agroecologíaCalificación: 5 de 5 estrellas5/5 (1)
- Sistema de mejora continua de la calidad en el laboratorio: Teoría y prácticaDe EverandSistema de mejora continua de la calidad en el laboratorio: Teoría y prácticaAún no hay calificaciones
- Energía solar fotovoltaica: 3a ediciónDe EverandEnergía solar fotovoltaica: 3a ediciónCalificación: 5 de 5 estrellas5/5 (3)
- El gran libro de las plantas de interiorDe EverandEl gran libro de las plantas de interiorCalificación: 5 de 5 estrellas5/5 (7)
- Mediciones y métodos de uso común en el laboratorio de QuímicaDe EverandMediciones y métodos de uso común en el laboratorio de QuímicaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Cambio climático: Lecciones de y para ciudades de América LatinaDe EverandCambio climático: Lecciones de y para ciudades de América LatinaCalificación: 4 de 5 estrellas4/5 (2)
- Curso Práctico de Química GeneralDe EverandCurso Práctico de Química GeneralCalificación: 4 de 5 estrellas4/5 (4)