100% encontró este documento útil (1 voto)
440 vistas15 páginasPpap Apqp
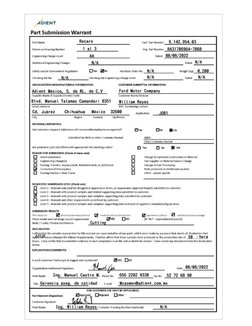
El documento describe los requisitos y procesos para la validación de la producción de una parte, incluyendo: 1) la realización de una corrida de producción de prueba para validar la capacidad del proceso de producir 60 conjuntos por hora; 2) el análisis de sistemas de medición para verificar las características clave; y 3) la aprobación de partes para producción para validar que los productos cumplen con las especificaciones técnicas.
Cargado por
JONATHAN MENDEZDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
100% encontró este documento útil (1 voto)
440 vistas15 páginasPpap Apqp
El documento describe los requisitos y procesos para la validación de la producción de una parte, incluyendo: 1) la realización de una corrida de producción de prueba para validar la capacidad del proceso de producir 60 conjuntos por hora; 2) el análisis de sistemas de medición para verificar las características clave; y 3) la aprobación de partes para producción para validar que los productos cumplen con las especificaciones técnicas.
Cargado por
JONATHAN MENDEZDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd