También podría gustarte
- Contabilidad BancariaDocumento183 páginasContabilidad BancariaMariana Torres100% (2)
- Procedimiento de Recepción de Insumos 2Documento13 páginasProcedimiento de Recepción de Insumos 2Luis Fernando Rondón PeñaAún no hay calificaciones
- Yu Lan, El Niño Aviador de ChinaDocumento75 páginasYu Lan, El Niño Aviador de ChinaAlejandro Care0% (1)
- Pocedimiento-Vidrio-Plástico DuroDocumento5 páginasPocedimiento-Vidrio-Plástico DuroMary Cuevas Vasquez100% (1)
- Informe Del Estudio de EstabilidadDocumento8 páginasInforme Del Estudio de EstabilidadRoberto Torrez SalinasAún no hay calificaciones
- Procedimiento para El Control de Quimicos de La EmpresaDocumento7 páginasProcedimiento para El Control de Quimicos de La EmpresaMarisol AguadoAún no hay calificaciones
- Recall Producto PnoDocumento9 páginasRecall Producto PnoMarcela Alexia Vázquez PosadaAún no hay calificaciones
- AC-MN-002 Manual de Buenas Practicas de Fabricacion BPF (2016)Documento23 páginasAC-MN-002 Manual de Buenas Practicas de Fabricacion BPF (2016)LeoGonzalezAún no hay calificaciones
- 012 - Procedimiento de Producto No ConformeDocumento7 páginas012 - Procedimiento de Producto No Conformejulio uzca100% (1)
- CAL-CDC-PRO-01 Inspeccion y Muestreo de ProductosDocumento6 páginasCAL-CDC-PRO-01 Inspeccion y Muestreo de ProductosErnesto PvP100% (1)
- POE 10 Toma de InventarioDocumento10 páginasPOE 10 Toma de Inventariozulmi herrera hurtadoAún no hay calificaciones
- Af 1.2.1 Evaluación de Riesgos de TerrenosDocumento5 páginasAf 1.2.1 Evaluación de Riesgos de TerrenosMary Cuevas VasquezAún no hay calificaciones
- POE ALM 007 - ContingenciaDocumento4 páginasPOE ALM 007 - ContingenciaMemo Aponte LevanoAún no hay calificaciones
- Informe Alicorp - Presentación ParcialDocumento29 páginasInforme Alicorp - Presentación ParcialKELLY STEFANY ALLAIN RAMOSAún no hay calificaciones
- Proc-022 Procedimiento Operativo Mantenimiento de Equipos. Rev 0Documento2 páginasProc-022 Procedimiento Operativo Mantenimiento de Equipos. Rev 0Lio Marin100% (2)
- Auditorias Tecnicas A Proveedores y Contratistas.Documento7 páginasAuditorias Tecnicas A Proveedores y Contratistas.Marina GRAún no hay calificaciones
- MP Droguería Andre'sDocumento75 páginasMP Droguería Andre'sKarolina MesaAún no hay calificaciones
- POES ProductoDocumento14 páginasPOES ProductoGUADALUPE ANAY GARCIA MARTINEZAún no hay calificaciones
- A. Lasp-008 - r15 Acciones Correctivas y PreventivasDocumento22 páginasA. Lasp-008 - r15 Acciones Correctivas y PreventivasOmar Eduardo Davalillo MarínAún no hay calificaciones
- Archivo Maestro de FarmacovigilanciaDocumento2 páginasArchivo Maestro de FarmacovigilanciaGianfranco Catenacci100% (2)
- TF Dirección M - Grupo 7 - PesqueraAustralDocumento66 páginasTF Dirección M - Grupo 7 - PesqueraAustralDiego EC100% (1)
- Gto Pno-Sr-006 Manejo y Conservación de Medicamentos y Demás Insumos para La SaludDocumento11 páginasGto Pno-Sr-006 Manejo y Conservación de Medicamentos y Demás Insumos para La SaludFARMACIAS EDSAún no hay calificaciones
- SAM-PO-PR-001 Procedimiento de Ingreso A Areas y Normas de Higiene PersonalDocumento5 páginasSAM-PO-PR-001 Procedimiento de Ingreso A Areas y Normas de Higiene PersonalJose Juvenal HenaoAún no hay calificaciones
- Buenas Prácticas de FabricaciónDocumento4 páginasBuenas Prácticas de FabricaciónDalid Chama CoriaAún no hay calificaciones
- Tratamiento de Desvíos - CNCDocumento6 páginasTratamiento de Desvíos - CNCpablo710Aún no hay calificaciones
- SGC-C-I-DV-001 Tratamiento Producto No C.Documento7 páginasSGC-C-I-DV-001 Tratamiento Producto No C.Yessika Valeria Camargo SierraAún no hay calificaciones
- 2020 - García BaldeónDocumento234 páginas2020 - García Baldeónlennin zelada100% (1)
- Guía de Verificación de Buenas Prácticas de AlmacenamientoDocumento30 páginasGuía de Verificación de Buenas Prácticas de AlmacenamientoMonserrath Alexandra Lema FernàndezAún no hay calificaciones
- Manual de Calidad (En Proceso)Documento17 páginasManual de Calidad (En Proceso)Juan St100% (1)
- 4a-Den-Pno-10 Control de Cambios 150323Documento15 páginas4a-Den-Pno-10 Control de Cambios 150323IsavAún no hay calificaciones
- Manual de Buenas Prácticas de FarmacovigilanciaDocumento46 páginasManual de Buenas Prácticas de FarmacovigilanciaMiracoli BaVi0% (1)
- Guia Recepcion TecnicaDocumento10 páginasGuia Recepcion TecnicaJenifer CaceresAún no hay calificaciones
- Recepcion de Los Productos Que Ingresan en La FarmaciaDocumento8 páginasRecepcion de Los Productos Que Ingresan en La FarmaciaAngie Espinoza UribeAún no hay calificaciones
- V-10 - P-Oc002 Dispensación de Medicamentos en El C.A.FDocumento17 páginasV-10 - P-Oc002 Dispensación de Medicamentos en El C.A.FGåbrïęl ĀlzątēAún no hay calificaciones
- 1234introduccion Al Curso de Registro Sanitario UcanDocumento25 páginas1234introduccion Al Curso de Registro Sanitario UcanKevin BlandonAún no hay calificaciones
- MAN OFU 001 V.001manual de Calidad PasadoDocumento27 páginasMAN OFU 001 V.001manual de Calidad PasadoJuan StAún no hay calificaciones
- Plan Marco INVIMADocumento4 páginasPlan Marco INVIMAJhonky TKAún no hay calificaciones
- Poe-18 Manejo de Extintor, Luces de Emergencia y Material InflamableDocumento5 páginasPoe-18 Manejo de Extintor, Luces de Emergencia y Material InflamableCqfd IcaAún no hay calificaciones
- Poes 015 Notificación de Sospecha de Reacciones Adversas A Productos FarmacéuticosDocumento7 páginasPoes 015 Notificación de Sospecha de Reacciones Adversas A Productos FarmacéuticosNayely GPAún no hay calificaciones
- ISO 046 Operación y Control de Tamices Manuales Rev 02Documento3 páginasISO 046 Operación y Control de Tamices Manuales Rev 02ApoloTrevinoAún no hay calificaciones
- Manual de Procedimientos Normalizados de Operacion Farmacia InternaDocumento27 páginasManual de Procedimientos Normalizados de Operacion Farmacia InternaMargarita Zapata100% (1)
- Poes 016 Notificación de Sospecha de Incidentes Adversos A Dispositivos MédicosDocumento7 páginasPoes 016 Notificación de Sospecha de Incidentes Adversos A Dispositivos MédicosNayely GP100% (1)
- Plan Validación 001Documento57 páginasPlan Validación 001Alejandro HolguinAún no hay calificaciones
- Retiro Del MercadoDocumento4 páginasRetiro Del MercadoLesly Canaza NinaAún no hay calificaciones
- N° Capa 22-008-DigDocumento4 páginasN° Capa 22-008-DigLuis Enrique Bustamante PeñalozaAún no hay calificaciones
- PROVEEDORESDocumento8 páginasPROVEEDORESerika100% (1)
- BPDT WordDocumento13 páginasBPDT WordGal ChrisAún no hay calificaciones
- SOP QUA019 Evaluación de ProveedoresDocumento14 páginasSOP QUA019 Evaluación de Proveedoreschristian reckziegelAún no hay calificaciones
- P-CL-LP Liberacion de ProductoDocumento3 páginasP-CL-LP Liberacion de ProductoYli S'cAún no hay calificaciones
- Pdro-0051-Retiro de Productos Del Mercado Mumuso V2Documento5 páginasPdro-0051-Retiro de Productos Del Mercado Mumuso V2Gean Paul Jesus Huapaya CorcueraAún no hay calificaciones
- VA-PNO-002 Equiquetado de InstrumentosDocumento4 páginasVA-PNO-002 Equiquetado de InstrumentosJuan TorresAún no hay calificaciones
- P041 Procedimiento Gestión de La Autenticidad y Cadena de Custodia - V01Documento4 páginasP041 Procedimiento Gestión de La Autenticidad y Cadena de Custodia - V01Inocuidad Embonor0% (1)
- Procedimiento Gestión de No ConformidadesDocumento3 páginasProcedimiento Gestión de No ConformidadesSANDRA MILENA MARTINEZ ROLONAún no hay calificaciones
- Pno-Gm-Gn-001 Elaboración de PnosDocumento12 páginasPno-Gm-Gn-001 Elaboración de PnosAlonso RomeroAún no hay calificaciones
- Check List AuditoriaDocumento52 páginasCheck List AuditoriaJesus vazquezAún no hay calificaciones
- Registro de Purga de CafeDocumento1 páginaRegistro de Purga de CafeALICAMEAún no hay calificaciones
- 22 Instructivo para La Vigilancia Del Rotulado de Alimentos Bebidas y Sus Materias Primas PDFDocumento18 páginas22 Instructivo para La Vigilancia Del Rotulado de Alimentos Bebidas y Sus Materias Primas PDFjduarte_441431Aún no hay calificaciones
- Inspecciones Industria FarmacéuticaDocumento75 páginasInspecciones Industria Farmacéuticaarjom01Aún no hay calificaciones
- PROC-005 PROCEDIMIENTOS DE ALMACENAMIENTO DE PRODUCTOS FARMACÉUTICOS, DISPOSITIVOS MÉDICOS Y PRODUCTOS SANITARIOS.. Rev 0Documento3 páginasPROC-005 PROCEDIMIENTOS DE ALMACENAMIENTO DE PRODUCTOS FARMACÉUTICOS, DISPOSITIVOS MÉDICOS Y PRODUCTOS SANITARIOS.. Rev 0Lio MarinAún no hay calificaciones
- Farmacovigilancia Ruda ModiDocumento29 páginasFarmacovigilancia Ruda ModiGuxtavo GrizalexAún no hay calificaciones
- Anexo 26 PO06 SS 6027 P001 Manejo de Resultados Fuera de EspecificacionesDocumento8 páginasAnexo 26 PO06 SS 6027 P001 Manejo de Resultados Fuera de EspecificacionesFredy AlvaroAún no hay calificaciones
- Pps0809 Programa de FarmacovigilanciaDocumento26 páginasPps0809 Programa de Farmacovigilanciasergio dazaAún no hay calificaciones
- Poes 014 FarmacovigilanciaDocumento5 páginasPoes 014 FarmacovigilanciaNayely GP100% (3)
- Clase 11 Control y Promocion de La PublicidadDocumento11 páginasClase 11 Control y Promocion de La PublicidadMartinAlbis2013Aún no hay calificaciones
- Cap 7 de La FarmacopeaDocumento16 páginasCap 7 de La FarmacopeaLuis Servando GuajardoAún no hay calificaciones
- Informe de Practicas Del Modulo N01 - Ruiz Polo Denis RodrigoDocumento31 páginasInforme de Practicas Del Modulo N01 - Ruiz Polo Denis Rodrigoedson tamayoAún no hay calificaciones
- MariadelosDocumento6 páginasMariadelosMary Cuevas VasquezAún no hay calificaciones
- Procedimiento de Capacitacion de PersonalDocumento3 páginasProcedimiento de Capacitacion de PersonalMary Cuevas VasquezAún no hay calificaciones
- Registro 18 de Cosecha 2020Documento22 páginasRegistro 18 de Cosecha 2020Mary Cuevas VasquezAún no hay calificaciones
- Organigrama TWF S.ADocumento1 páginaOrganigrama TWF S.AMary Cuevas VasquezAún no hay calificaciones
- Personal 2022Documento16 páginasPersonal 2022Mary Cuevas VasquezAún no hay calificaciones
- Reporte de CalidadDocumento3 páginasReporte de CalidadMary Cuevas VasquezAún no hay calificaciones
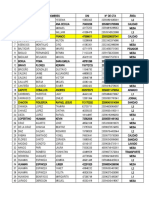
- Lista de Proveedores Con Codigos de Lugar de ProduccionDocumento2 páginasLista de Proveedores Con Codigos de Lugar de ProduccionMary Cuevas VasquezAún no hay calificaciones
- Produccion MariaDocumento22 páginasProduccion MariaMary Cuevas VasquezAún no hay calificaciones
- CONSTANCIA DE PRÁCTICA PRE PROFESIONAL UnabDocumento2 páginasCONSTANCIA DE PRÁCTICA PRE PROFESIONAL UnabMary Cuevas VasquezAún no hay calificaciones
- Capacitacion Primeros AuxiliosDocumento3 páginasCapacitacion Primeros AuxiliosMary Cuevas VasquezAún no hay calificaciones
- 5 EjercDocumento3 páginas5 EjercVictoria Vegas SandovalAún no hay calificaciones
- Contabilidad Cif - Mod - Moi - CostosDocumento149 páginasContabilidad Cif - Mod - Moi - CostosCirilo LaimeAún no hay calificaciones
- CLASE - SEMANA 5 - Factores Que Afectan La ProductividadDocumento33 páginasCLASE - SEMANA 5 - Factores Que Afectan La Productividadmartin vasquezAún no hay calificaciones
- Panaderia Dulce PaladarDocumento28 páginasPanaderia Dulce PaladarDayanne MujicaAún no hay calificaciones
- Taller 3Documento3 páginasTaller 3William Hernandez0% (1)
- Situación MPD MPI MOD MOI CDF CIFDocumento2 páginasSituación MPD MPI MOD MOI CDF CIFAlejandro ZuñigaAún no hay calificaciones
- 2712 OemDocumento2 páginas2712 OemLastenia BrownAún no hay calificaciones
- Trabajo Conta LuisDocumento2 páginasTrabajo Conta LuisLaura CalderónAún no hay calificaciones
- Diagrama de Proceso. QueseraDocumento1 páginaDiagrama de Proceso. QueseraKaroll PerezAún no hay calificaciones
- Edward 2023 Acd Obs Emba 2310 Eeg Inf #04 Sector AéreoDocumento42 páginasEdward 2023 Acd Obs Emba 2310 Eeg Inf #04 Sector AéreoErnesto Pacheco AlcazarAún no hay calificaciones
- Reporte PULSO 2021 - FINALDocumento38 páginasReporte PULSO 2021 - FINALAlexis Ernesto BecerraAún no hay calificaciones
- Metodo ABC 3333Documento9 páginasMetodo ABC 3333Eliana MarcaAún no hay calificaciones
- Resumen NarrativoDocumento3 páginasResumen NarrativoNicole Saldarriaga GarciaAún no hay calificaciones
- Capitalizacion AndinaDocumento13 páginasCapitalizacion AndinaLaura AraizaAún no hay calificaciones
- Modelo Ficha Tecnica Autoservicio LacteosDocumento4 páginasModelo Ficha Tecnica Autoservicio LacteosTermosoluciones sasAún no hay calificaciones
- Sinupot 2Documento6 páginasSinupot 2Rafael PalaciosAún no hay calificaciones
- Operador Logístico 3PLDocumento8 páginasOperador Logístico 3PLIris LinAún no hay calificaciones
- Material de Repaso-Auditoria I-SegundoExamenParcialDocumento12 páginasMaterial de Repaso-Auditoria I-SegundoExamenParcialSoloDecimeMarlonAún no hay calificaciones
- Digital Spain 2026 PDFDocumento164 páginasDigital Spain 2026 PDFjalfaromarquezAún no hay calificaciones
- 11 08 Soluci N Ejercicio SubqueryDocumento2 páginas11 08 Soluci N Ejercicio SubqueryHildemaro Sanchez CardozoAún no hay calificaciones
- 1 Parcial - Procesos IndustrialesDocumento12 páginas1 Parcial - Procesos IndustrialesNicolas GonzalezAún no hay calificaciones
- Dialnet ElCircuitoDelCacaoEnVenezuela19901999Caracterizaci 3229270Documento10 páginasDialnet ElCircuitoDelCacaoEnVenezuela19901999Caracterizaci 3229270jeanrodc1508Aún no hay calificaciones
- Wittington - Capitulos 1 Al 4Documento133 páginasWittington - Capitulos 1 Al 4Calle Lopez Carolina IsomarAún no hay calificaciones
- Libreta Pequeñas - Búsqueda de GoogleDocumento1 páginaLibreta Pequeñas - Búsqueda de GooglelluviaAún no hay calificaciones
- Trabajo de InvestigacionDocumento21 páginasTrabajo de InvestigacionDanny EnriqueAún no hay calificaciones
- ComprasmarzoDocumento4 páginasComprasmarzoJherson Jhanpiere Nicola FloresAún no hay calificaciones