También podría gustarte
- Rodriguez Parrales Claudia AzenethDocumento59 páginasRodriguez Parrales Claudia AzenethEmiliano ZiniAún no hay calificaciones
- Coboce ..Documento9 páginasCoboce ..Carla VillarteAún no hay calificaciones
- Envase para FideosDocumento9 páginasEnvase para Fideosみ うAún no hay calificaciones
- El CusiDocumento3 páginasEl CusiRubén C. CamachoAún no hay calificaciones
- Azucarera UnagroDocumento3 páginasAzucarera Unagroyobana LucyAún no hay calificaciones
- CHAMPUVAJILLASDocumento15 páginasCHAMPUVAJILLASOrange JM BEAún no hay calificaciones
- Presentacion PDP Ruta Competitiva Pan de ArrozDocumento16 páginasPresentacion PDP Ruta Competitiva Pan de ArrozJuan Camilo Gomez GarciaAún no hay calificaciones
- IntroducciónDocumento26 páginasIntroducciónGabriela CondoriAún no hay calificaciones
- Procesos Industriales PresentacionDocumento15 páginasProcesos Industriales PresentacionRony Yerko CabreraAún no hay calificaciones
- Yogur Enriquecido Con Hierro OriginalDocumento47 páginasYogur Enriquecido Con Hierro OriginalErick BenitezAún no hay calificaciones
- BGEmpresa Dedicada Al Proceso de Elaboracion de Mermelada y Nectar de PiñaDocumento41 páginasBGEmpresa Dedicada Al Proceso de Elaboracion de Mermelada y Nectar de PiñaJuan Gonzalo Rose100% (1)
- Producción mantequilla palta HassDocumento5 páginasProducción mantequilla palta HassMaribel ReyesAún no hay calificaciones
- Informe - de Queso y Yogurt Micro IndDocumento12 páginasInforme - de Queso y Yogurt Micro Indtalento redAún no hay calificaciones
- Exportación de AmarantoDocumento29 páginasExportación de AmarantoAngelica100% (1)
- Almacenamiento y temperado de pasta de cacao y chocolateDocumento4 páginasAlmacenamiento y temperado de pasta de cacao y chocolatePablo QuirogaAún no hay calificaciones
- Administracion de Op Ii-Sistema de Planeacion de ProducciónDocumento8 páginasAdministracion de Op Ii-Sistema de Planeacion de ProducciónMaria Laura SalazarAún no hay calificaciones
- Envases activos e inteligentes preservan alimentosDocumento14 páginasEnvases activos e inteligentes preservan alimentosandreaAún no hay calificaciones
- Elaboración de YogurDocumento16 páginasElaboración de YogurSuarez Sulca MelanioAún no hay calificaciones
- Queso AmasadoDocumento10 páginasQueso AmasadoFernando CadenaAún no hay calificaciones
- Helados de Aguaymanto Universidad CajamarcaDocumento56 páginasHelados de Aguaymanto Universidad CajamarcaFlor De Maria P. SilvaAún no hay calificaciones
- Justificacion A La Inversion en Caña de Azucar 2012Documento1 páginaJustificacion A La Inversion en Caña de Azucar 2012Ricardo HernandezAún no hay calificaciones
- FORMATODocumento4 páginasFORMATOChristian SupeAún no hay calificaciones
- Tesis de Ron o Vodka PDFDocumento231 páginasTesis de Ron o Vodka PDFIngeniero Alfonzo Díaz GuzmánAún no hay calificaciones
- Informe CommetalDocumento17 páginasInforme CommetalAlvaro A. Kalle GonzalesAún no hay calificaciones
- Riles Leche GloriaDocumento35 páginasRiles Leche GloriaAnghela Ortiz Flores100% (1)
- Conserva tu alcoholDocumento13 páginasConserva tu alcohollizAún no hay calificaciones
- Codigos Deontológicos en La Ingeniería IndustrialDocumento6 páginasCodigos Deontológicos en La Ingeniería IndustrialStiven BedoyaAún no hay calificaciones
- Caso Empresarial AguirreDocumento16 páginasCaso Empresarial Aguirrealexpma100% (5)
- Enunciados EjerciciosDocumento7 páginasEnunciados EjerciciosFabian Camilo Amaya Gaona0% (1)
- Elaboración de mermelada de guayaba artesanal en La ManáDocumento17 páginasElaboración de mermelada de guayaba artesanal en La ManáJeancarlos CTaAún no hay calificaciones
- Proyecto de Prefactibilidad para Embutidos OriginalDocumento70 páginasProyecto de Prefactibilidad para Embutidos OriginalI ONLY100% (1)
- Trabajo Practico - Pil Andina SADocumento9 páginasTrabajo Practico - Pil Andina SAMARCELO ORELLANA CARTAGENAAún no hay calificaciones
- Ayudantia Ma SabadoDocumento18 páginasAyudantia Ma Sabadorodolfo escalanteAún no hay calificaciones
- Quiz #1Documento5 páginasQuiz #1linda marcela correa fernandezAún no hay calificaciones
- Producción de PrepizzasDocumento9 páginasProducción de PrepizzasDavid SilvaAún no hay calificaciones
- Acuerdos Horizontales y Relaciones VerticalesDocumento2 páginasAcuerdos Horizontales y Relaciones VerticalesEbed A. Mamani ChAún no hay calificaciones
- Proyecto de Programación Lineal3Documento8 páginasProyecto de Programación Lineal3Alan David Rodriguez VediaAún no hay calificaciones
- Visita PIL PotosíDocumento12 páginasVisita PIL PotosíMichael TellezAún no hay calificaciones
- Ingenieria ComercialDocumento1 páginaIngenieria ComercialAna MamaniAún no hay calificaciones
- Codigo de Barra y LogotipoDocumento30 páginasCodigo de Barra y LogotipoMalena PosamAún no hay calificaciones
- Comercializacion de Almidon de Yuca PDFDocumento207 páginasComercializacion de Almidon de Yuca PDFJuan Tapia NievesAún no hay calificaciones
- Proyecto "Horchatas Grijalva"Documento6 páginasProyecto "Horchatas Grijalva"Gabriela SánchezAún no hay calificaciones
- Comercialización del café de habas orgánico para Guayaquil y exportaciónDocumento6 páginasComercialización del café de habas orgánico para Guayaquil y exportaciónOswald Robert Lopez RojasAún no hay calificaciones
- Proyecto Final EvaporacionDocumento8 páginasProyecto Final EvaporacionCecy Portillo100% (1)
- MATRIZ FODA Sombreros paja toquillaDocumento3 páginasMATRIZ FODA Sombreros paja toquilladavidAún no hay calificaciones
- Pepinos Encurtidos (Encurtido de Pepinos)Documento10 páginasPepinos Encurtidos (Encurtido de Pepinos)Mauricio Cruz CastilloAún no hay calificaciones
- Proyecto VitivinícolaDocumento55 páginasProyecto VitivinícolaLuz ApazaAún no hay calificaciones
- Generalidades: Planta de Tratamiento de Aguas Residuales Bello Informe Diseño Final Lote 1.1Documento10 páginasGeneralidades: Planta de Tratamiento de Aguas Residuales Bello Informe Diseño Final Lote 1.1Jose CastilloAún no hay calificaciones
- Proyecto de Seminario96969696996Documento30 páginasProyecto de Seminario96969696996Emilio EsparragozaAún no hay calificaciones
- Inversión óptima en acciones A y B maximizando interés anualDocumento3 páginasInversión óptima en acciones A y B maximizando interés anualWendy Noemi Lopez HerreraAún no hay calificaciones
- Planeación y ProyectoDocumento12 páginasPlaneación y ProyectoEduvigues SerrudoAún no hay calificaciones
- Dispensador de Comida para Mascotas - luzcamilaBoteroAbregoDocumento13 páginasDispensador de Comida para Mascotas - luzcamilaBoteroAbregoCamila BoteroAún no hay calificaciones
- V-Ingenieria de Proyecto - FrutillaDocumento45 páginasV-Ingenieria de Proyecto - FrutillaRuthSuaznabarCubaAún no hay calificaciones
- Materiales - Conserva de DuraznoDocumento4 páginasMateriales - Conserva de DuraznoElmer Santisteban SanchezAún no hay calificaciones
- Ejercicios Aplicaciones en ExcelDocumento1 páginaEjercicios Aplicaciones en ExcelDanny Marcelo Tomichá0% (1)
- GUIA PRACTICA 3 Cultivos LacticosDocumento4 páginasGUIA PRACTICA 3 Cultivos LacticosRosa Beltran Mora0% (1)
- PROYECTO FINAL Seguridad IndustrialDocumento15 páginasPROYECTO FINAL Seguridad IndustrialLeo AñazgoAún no hay calificaciones
- Envase de Tetra Gemina Aseptic Por GloriaDocumento4 páginasEnvase de Tetra Gemina Aseptic Por GloriaEduardoGironAún no hay calificaciones
- Automat Ind P4Documento4 páginasAutomat Ind P4txagusAún no hay calificaciones
- Grafcet II - Maq. Lavar RopaDocumento4 páginasGrafcet II - Maq. Lavar RopaRaul SullaAún no hay calificaciones
- Plan de estudios Ingeniería ComercialDocumento2 páginasPlan de estudios Ingeniería ComercialJorge Andrés AntonioAún no hay calificaciones
- Comercio ExteriorDocumento3 páginasComercio ExteriorJorge Andrés AntonioAún no hay calificaciones
- Plan MinasDocumento3 páginasPlan MinasJorge Andrés AntonioAún no hay calificaciones
- Carrera de Administracion de EmpresasDocumento1 páginaCarrera de Administracion de EmpresasJorge Andrés AntonioAún no hay calificaciones
- Plan QMC AlimDocumento3 páginasPlan QMC AlimJorge Andrés AntonioAún no hay calificaciones
- P Mec ElectromecanicaDocumento2 páginasP Mec ElectromecanicaRogerIvan GaristoAún no hay calificaciones
- Plan de Estudios Elt AutoDocumento3 páginasPlan de Estudios Elt AutoJorge Andrés AntonioAún no hay calificaciones
- P Eltca Potencia PDFDocumento3 páginasP Eltca Potencia PDFMark LMAún no hay calificaciones
- P Mec MecanicaDocumento3 páginasP Mec MecanicaRogerIvan GaristoAún no hay calificaciones
- Regulacion de Frecuencia PotenciaDocumento33 páginasRegulacion de Frecuencia PotenciaMike GuzAún no hay calificaciones
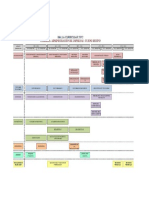
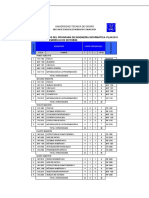
- Malla para Ing. Industrial OruroDocumento3 páginasMalla para Ing. Industrial OruroFreddy VargasAún no hay calificaciones
- Plan Inf DesoftDocumento2 páginasPlan Inf DesoftJorge Andrés AntonioAún no hay calificaciones
- 4-Ingenieria Maio 2015 PDFDocumento20 páginas4-Ingenieria Maio 2015 PDFMario Antonio Anaya RaymundoAún no hay calificaciones
- Plan Elt IndDocumento3 páginasPlan Elt IndJorge Andrés AntonioAún no hay calificaciones
- P OfertaDocumento1 páginaP OfertaJorge Andrés AntonioAún no hay calificaciones
- Texto Sep - IiiDocumento75 páginasTexto Sep - IiiJorge Andrés AntonioAún no hay calificaciones
- P Civ EstructDocumento3 páginasP Civ EstructMiguel ScsAún no hay calificaciones
- Semestre 2002-1 PDFDocumento60 páginasSemestre 2002-1 PDFsantosAún no hay calificaciones
- Informe de Autoevaluación del Programa de Ingeniería Eléctrica de la UTODocumento121 páginasInforme de Autoevaluación del Programa de Ingeniería Eléctrica de la UTOJorge Andrés AntonioAún no hay calificaciones
- Repaso de Diagramas EléctricosDocumento4 páginasRepaso de Diagramas EléctricosJorge Andrés AntonioAún no hay calificaciones
- Desconexión línea fallada 0,3s, curva oscilación δ, Δω método EulerDocumento5 páginasDesconexión línea fallada 0,3s, curva oscilación δ, Δω método EulerRuben ChuraAún no hay calificaciones
- 1LCB000005EG Instrucciones para Transformadores de DistribucionDocumento13 páginas1LCB000005EG Instrucciones para Transformadores de DistribucionCarlos Arturo Garzon BeltranAún no hay calificaciones
- 1 Cap LA MAQUINA SINCRONICADocumento13 páginas1 Cap LA MAQUINA SINCRONICAAlvaro Miguel Chambi ArteagaAún no hay calificaciones
- Control de Motores EléctricosDocumento138 páginasControl de Motores EléctricosNicanor_Araujo79% (19)
- Ley 1333 y Reglamentos A La Ley de Medio AmbienteDocumento237 páginasLey 1333 y Reglamentos A La Ley de Medio AmbienteJorge Andrés AntonioAún no hay calificaciones
- WEG Automatizacion Arrancadores Suaves 50024195 Catalogo EspanolDocumento36 páginasWEG Automatizacion Arrancadores Suaves 50024195 Catalogo EspanolWINDR0412Aún no hay calificaciones
- Microcontroladores PIC (José M Angulo Usategui, Ignacio Angulo Martínez)Documento244 páginasMicrocontroladores PIC (José M Angulo Usategui, Ignacio Angulo Martínez)aloso1982100% (1)
- Control Motor PapDocumento14 páginasControl Motor Papmariani55Aún no hay calificaciones
- Control de Proceso AutomatizadoDocumento8 páginasControl de Proceso AutomatizadoGustavo MedranoAún no hay calificaciones
- s02 - GSD - Las Autoridades Regionales y LocalesDocumento3 páginass02 - GSD - Las Autoridades Regionales y LocalesG Cecilia MezaAún no hay calificaciones
- Manual de Control de Calidad, Secciòn 4Documento2 páginasManual de Control de Calidad, Secciòn 4dany leonardoAún no hay calificaciones
- Radio SoundSystem2.0 - ESDocumento51 páginasRadio SoundSystem2.0 - ESfguerrerohdzAún no hay calificaciones
- Unidad 1. Recurso 1. Lectura. Módulo de BancosDocumento9 páginasUnidad 1. Recurso 1. Lectura. Módulo de Bancosana penaAún no hay calificaciones
- Laboratorio 05-MMCDocumento6 páginasLaboratorio 05-MMChuillcamisaCCAAún no hay calificaciones
- Ept2-Unidad 01 - IntegradoDocumento4 páginasEpt2-Unidad 01 - Integradoantony mcAún no hay calificaciones
- KSS Training Es B AlumnoDocumento24 páginasKSS Training Es B AlumnojosueAún no hay calificaciones
- Termómetros clases bimetálico gas mercurioDocumento5 páginasTermómetros clases bimetálico gas mercurioDiego ChitupantaAún no hay calificaciones
- Como Usar La PipetaDocumento4 páginasComo Usar La PipetaMaría Teresa Hernández GamarraAún no hay calificaciones
- 1 - Informe Final de Obra.Documento8 páginas1 - Informe Final de Obra.DINOSKI SALAZARAún no hay calificaciones
- .Ahora - Si. .CoBOLDocumento30 páginas.Ahora - Si. .CoBOLMarco Antonio AraujoAún no hay calificaciones
- Catalogo SsdielectDocumento85 páginasCatalogo SsdielectMANUEL SANTOS RAMÍREZ TORRESAún no hay calificaciones
- Comunicación celularDocumento6 páginasComunicación celularRosa NuriaAún no hay calificaciones
- Diapositivas Red de Gases Medicinales Gestion BiomedicaDocumento16 páginasDiapositivas Red de Gases Medicinales Gestion BiomedicaLinea Educativa Health & Life IPSAún no hay calificaciones
- Material de Apoyo - Ecuaciones-Taller 6-7°1,2,3Documento2 páginasMaterial de Apoyo - Ecuaciones-Taller 6-7°1,2,3Juan Diego Gil HenaoAún no hay calificaciones
- Torre Galería FloridaDocumento2 páginasTorre Galería FloridaLiseth ArroyaveAún no hay calificaciones
- Plantilla Tarea 4Documento7 páginasPlantilla Tarea 4Yenny PaolaAún no hay calificaciones
- Software farmacia gestiónDocumento8 páginasSoftware farmacia gestiónluis enriquue peña torresAún no hay calificaciones
- ProbabilidadDocumento10 páginasProbabilidadAlejandro Granobles100% (1)
- A3 (8P) 1.6 TDI Con Motor CAYBDocumento2 páginasA3 (8P) 1.6 TDI Con Motor CAYBBoston BanguAún no hay calificaciones
- 61 Eafb 39 CD 242Documento28 páginas61 Eafb 39 CD 242Harold VizcayaAún no hay calificaciones
- Seleccionados Unajma 2019Documento6 páginasSeleccionados Unajma 2019Nayhely FernandezAún no hay calificaciones
- Utesa Mantenimiento Practica 2Documento19 páginasUtesa Mantenimiento Practica 2Jose Maria UcetaAún no hay calificaciones
- Excel2016 Practica 02Documento7 páginasExcel2016 Practica 02José AleAún no hay calificaciones
- Curso Split SetDocumento27 páginasCurso Split SetTito ESPINOZA CAPCHAAún no hay calificaciones
- 10 Preguntas Point - Herramientas y Técnicas de La CalidadDocumento2 páginas10 Preguntas Point - Herramientas y Técnicas de La CalidadSonnia PozoAún no hay calificaciones
- Uso de Manuales de Partes Y Servicios: Año de La Unidad, La Paz y El DesarrolloDocumento31 páginasUso de Manuales de Partes Y Servicios: Año de La Unidad, La Paz y El DesarrolloFrank Mc GyverAún no hay calificaciones
- PROYECTO (1) Nuevo DescripcionDocumento10 páginasPROYECTO (1) Nuevo DescripcionDanna SalgueroAún no hay calificaciones
- Automatizacion de La Manufactura Proyecto ModularDocumento7 páginasAutomatizacion de La Manufactura Proyecto ModularMitzy PerezAún no hay calificaciones
- Ejercicio Teoría de DecisionesDocumento8 páginasEjercicio Teoría de DecisionesCarlos RincónAún no hay calificaciones