También podría gustarte
- Proceso de fabricación de piezas troqueladas en aceroDocumento14 páginasProceso de fabricación de piezas troqueladas en aceroRogerd GonzálezAún no hay calificaciones
- Sebas M - Tercer Parcial Parte Practica - Ci-2021Documento2 páginasSebas M - Tercer Parcial Parte Practica - Ci-2021Sebas MAún no hay calificaciones
- Diseno de EjesDocumento18 páginasDiseno de EjesJaime Kcana SaicoAún no hay calificaciones
- Mecanizado Fresa SwansoftDocumento17 páginasMecanizado Fresa SwansoftEdison Aceldo100% (1)
- Rodamientos TaladroDocumento10 páginasRodamientos TaladroEdw PatrIk0% (2)
- Informe TribologiaDocumento10 páginasInforme TribologiaEsteban GaraicoaAún no hay calificaciones
- Tornillo de Potencia EficienciaDocumento20 páginasTornillo de Potencia EficienciaJohel ClAún no hay calificaciones
- Evaluacion 5 Rodamientos-2022-1Documento1 páginaEvaluacion 5 Rodamientos-2022-1Mauricio GuerraAún no hay calificaciones
- 2P I Ejercicios PreguntasDocumento11 páginas2P I Ejercicios PreguntasJuan Carlos Meneses VasquezAún no hay calificaciones
- Proyecto ElementosDocumento38 páginasProyecto ElementossantiagoAún no hay calificaciones
- Espesor de La Pelicula000Documento16 páginasEspesor de La Pelicula000Maria Guadalupe GarciaAún no hay calificaciones
- Cuestionario 3º Parcial Teórico - Elementos de MaquinasDocumento19 páginasCuestionario 3º Parcial Teórico - Elementos de MaquinasIgnacio VidableAún no hay calificaciones
- Apuntes de RoscasDocumento21 páginasApuntes de RoscasAlbertoEsparzaAún no hay calificaciones
- Calculos de PernosDocumento5 páginasCalculos de PernosFernando FloresAún no hay calificaciones
- Ejercicio Biela Procesos 1Documento19 páginasEjercicio Biela Procesos 1Elver Rivera100% (1)
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAún no hay calificaciones
- Capitulo 1Documento44 páginasCapitulo 1Harrison FloresAún no hay calificaciones
- Guia FresadoraDocumento15 páginasGuia FresadoraEros IdarragaAún no hay calificaciones
- Disposición de Rodamientos 3Documento2 páginasDisposición de Rodamientos 3Jorge Alberto De La Cruz LopezAún no hay calificaciones
- CHUMACERADocumento14 páginasCHUMACERAPatrikGustavoBustosPortilloAún no hay calificaciones
- Componentes Hidrostatica y Desviadora 2018Documento9 páginasComponentes Hidrostatica y Desviadora 2018Jhoel CRAún no hay calificaciones
- Hoja Procesos Engranaje CilindricoDocumento3 páginasHoja Procesos Engranaje CilindricoPepe ChupinAún no hay calificaciones
- Estampado y embutido: procesos, máquinas, materialesDocumento10 páginasEstampado y embutido: procesos, máquinas, materialesLeón Rodríguez MendozaAún no hay calificaciones
- SKF - Ejemplos de CálculosDocumento5 páginasSKF - Ejemplos de CálculosJose Miguel Trejo CastilloAún no hay calificaciones
- Deber Diseño 8Documento4 páginasDeber Diseño 8Roy Hidalgo67% (3)
- Frenos y DiscoDocumento11 páginasFrenos y DiscoHenry VazquezAún no hay calificaciones
- Ejercicios I3 (Tolerancia, Rodamientos, Resortes)Documento19 páginasEjercicios I3 (Tolerancia, Rodamientos, Resortes)Eduards Moises Triviño VildósolaAún no hay calificaciones
- Relacion de Reduccion de VelocidadDocumento16 páginasRelacion de Reduccion de VelocidadYahaira GuerreroAún no hay calificaciones
- Tapia 4716 E1Documento2 páginasTapia 4716 E1Maria JoseAún no hay calificaciones
- Dimensionamiento de Chavetas (Elementos)Documento3 páginasDimensionamiento de Chavetas (Elementos)Pedro RiveroAún no hay calificaciones
- Procesos - Manufactura - Clases 3Documento74 páginasProcesos - Manufactura - Clases 3AlexDarioTenelemaAún no hay calificaciones
- Procesos de Fabricacion 1 Desarrollo Doblado y EmbutidoDocumento9 páginasProcesos de Fabricacion 1 Desarrollo Doblado y EmbutidoFuad KhiyamiAún no hay calificaciones
- Lubricación: tipos, regímenes y propiedadesDocumento26 páginasLubricación: tipos, regímenes y propiedadesUbaldo JuraAún no hay calificaciones
- Calculos Eje y ChumacerasDocumento12 páginasCalculos Eje y ChumacerasAndres Arcos GAún no hay calificaciones
- Fabricacion en Fundicion Gris Del Tambor de FrenoDocumento20 páginasFabricacion en Fundicion Gris Del Tambor de FrenoFernando RoblesAún no hay calificaciones
- Molino de MartillosDocumento5 páginasMolino de MartillosJuan Daniel MontañoAún no hay calificaciones
- Diseño de ejes en Inventor con el acelerador de diseñoDocumento4 páginasDiseño de ejes en Inventor con el acelerador de diseñoDaark KniightAún no hay calificaciones
- Criterio de HertzDocumento5 páginasCriterio de HertzJose RojasAún no hay calificaciones
- Unidad 9 MC 115 2018 1 Antifricc.Documento34 páginasUnidad 9 MC 115 2018 1 Antifricc.Lides Fernandez Saldivar100% (1)
- ChapaDocumento41 páginasChapaLaura BejaranoAún no hay calificaciones
- Tareas Cuestionario ScheyCh10 KalpakjianCh16 GrooverCh20 NRC5470Documento6 páginasTareas Cuestionario ScheyCh10 KalpakjianCh16 GrooverCh20 NRC5470Andres TipanAún no hay calificaciones
- Ejercicios de medidas de agujeros y ejesDocumento1 páginaEjercicios de medidas de agujeros y ejesRafael Sánchez DuránAún no hay calificaciones
- Velocidad de CorteDocumento3 páginasVelocidad de CorteAnonymous DhCbvWxYrAún no hay calificaciones
- Problemas Teorías de FallaDocumento5 páginasProblemas Teorías de FallaCarlos Burga100% (1)
- Selección de rodamientos rígidos de bolas serie 63Documento8 páginasSelección de rodamientos rígidos de bolas serie 63Jhon CordovaAún no hay calificaciones
- Deber3 DiseñoDocumento9 páginasDeber3 DiseñoRous MeryAún no hay calificaciones
- ChumacerasDocumento5 páginasChumacerasSantiago SánchezAún no hay calificaciones
- ExtrusiónDocumento17 páginasExtrusiónNicole SuarezAún no hay calificaciones
- Limadora ManualDocumento52 páginasLimadora Manualsergio100% (1)
- ENGRANESDocumento39 páginasENGRANESJuanMaMo10Aún no hay calificaciones
- 8 43Documento3 páginas8 43Faby Flores.Aún no hay calificaciones
- Norma Agma y RodamientosDocumento9 páginasNorma Agma y RodamientosJose Luis Ojeda CarvajalAún no hay calificaciones
- Formulario Forjado Extrusion y LaminadoDocumento8 páginasFormulario Forjado Extrusion y LaminadoAnthony9596Aún no hay calificaciones
- Chaveta plana ejercicioDocumento3 páginasChaveta plana ejerciciodavid calle alamoAún no hay calificaciones
- Normas de Pernos y Tuercas Elemento de MaquinaDocumento14 páginasNormas de Pernos y Tuercas Elemento de MaquinadenarAún no hay calificaciones
- Cojinete de Deslizamiento PDFDocumento24 páginasCojinete de Deslizamiento PDFRaymond Garcia100% (1)
- 13 Tornilleria FijacionesDocumento40 páginas13 Tornilleria Fijacionesoenitmj100% (2)
- Deber Conjunto Sandoval DianaDocumento17 páginasDeber Conjunto Sandoval DianaCristopher Cueva RoseroAún no hay calificaciones
- Esfuerzos normales y cortantes en elementos estructuralesDocumento26 páginasEsfuerzos normales y cortantes en elementos estructuralesXNX PATOAún no hay calificaciones
- Inspección de Operaciones Básicas TopografiaDocumento16 páginasInspección de Operaciones Básicas TopografiaRogerd GonzálezAún no hay calificaciones
- Inspeccion de Obras Unidad VDocumento14 páginasInspeccion de Obras Unidad VRogerd GonzálezAún no hay calificaciones
- Tarea Asignación Diagrama Esfuerzo-DeformaciónDocumento12 páginasTarea Asignación Diagrama Esfuerzo-DeformaciónRogerd GonzálezAún no hay calificaciones
- Circulo de Mohr: representación gráfica de estados de esfuerzoDocumento3 páginasCirculo de Mohr: representación gráfica de estados de esfuerzoRogerd GonzálezAún no hay calificaciones
- Evaluación informe contratos obras civilesDocumento1 páginaEvaluación informe contratos obras civilesRogerd GonzálezAún no hay calificaciones
- Plan de Trabajo para El Proyecto VialDocumento11 páginasPlan de Trabajo para El Proyecto VialRogerd González100% (3)
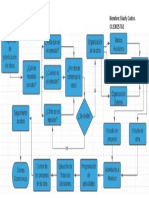
- Mapa ConceptualDocumento1 páginaMapa ConceptualRogerd GonzálezAún no hay calificaciones
- Tarea Contrato de Obras Civiles.Documento24 páginasTarea Contrato de Obras Civiles.Rogerd GonzálezAún no hay calificaciones
- Ejercicios Por Hardy CrossDocumento10 páginasEjercicios Por Hardy CrossRogerd GonzálezAún no hay calificaciones
- Tecnolog III Capitulo 2Documento42 páginasTecnolog III Capitulo 2Marcelo OrtegaAún no hay calificaciones
- Trabajo Resistencia de Materiales 1Documento18 páginasTrabajo Resistencia de Materiales 1Rogerd GonzálezAún no hay calificaciones
- Trabajo Resistencia de Materiales 1Documento18 páginasTrabajo Resistencia de Materiales 1Rogerd GonzálezAún no hay calificaciones
- Manufactura: Procesos de Conformado Sin Arranque de VirutaDocumento20 páginasManufactura: Procesos de Conformado Sin Arranque de VirutamarioAún no hay calificaciones
- Tarea de Vias 2Documento5 páginasTarea de Vias 2Rogerd GonzálezAún no hay calificaciones
- Tecnolog III Capitulo 3Documento38 páginasTecnolog III Capitulo 3Rogerd GonzálezAún no hay calificaciones
- Tecnolog III Capitulo 4Documento17 páginasTecnolog III Capitulo 4Isidro Rosales JeanAún no hay calificaciones
- Flujo CompresibleDocumento74 páginasFlujo CompresiblejMora89Aún no hay calificaciones
- Tecnolog III Capitulo 5Documento28 páginasTecnolog III Capitulo 5marioAún no hay calificaciones
- MF Tema 4 Leyes FundamentalesDocumento24 páginasMF Tema 4 Leyes FundamentalesJuan Manuel Ramírez EstradaAún no hay calificaciones
- Manual Aqua CompletoDocumento174 páginasManual Aqua CompletoAnonymous WIDbfSVEAún no hay calificaciones
- Formulas y Problemas de Flujo IsoentropicoDocumento11 páginasFormulas y Problemas de Flujo IsoentropicoHenry HeartAún no hay calificaciones
- HDS Nitrogeno InfraDocumento7 páginasHDS Nitrogeno InfraIvonne SilvaAún no hay calificaciones
- Pielonefritis WordDocumento9 páginasPielonefritis WordAna Laura UribeAún no hay calificaciones
- Preguntas de RepasoDocumento5 páginasPreguntas de Repasoamayrani0% (1)
- Elaboración de queso mozzarellaDocumento7 páginasElaboración de queso mozzarellaangel_mike_01Aún no hay calificaciones
- Melaza EspecificacionesDocumento3 páginasMelaza EspecificacionesLuis CutzAún no hay calificaciones
- Malla Curricular GESSLA 60Documento3 páginasMalla Curricular GESSLA 60Lizhitah You FriendAún no hay calificaciones
- 2do EXAMEN DE MEDICINA LEGAL 5 CUATRIMESTREDocumento8 páginas2do EXAMEN DE MEDICINA LEGAL 5 CUATRIMESTREjoseantoniogonzalezpAún no hay calificaciones
- Talleres ResueltosDocumento7 páginasTalleres ResueltosGuido F. FonttisAún no hay calificaciones
- La Chica DanesaDocumento2 páginasLa Chica DanesaMarisol MedinaAún no hay calificaciones
- La Pirámide Alimenticia: Grupos y BeneficiosDocumento2 páginasLa Pirámide Alimenticia: Grupos y BeneficiosJhosiitaVasquez100% (4)
- La Biocompatibilidad de Los Materiales DentalesDocumento7 páginasLa Biocompatibilidad de Los Materiales DentalesCdcgs PWin50% (2)
- Las Drogas y Sus EfectosDocumento18 páginasLas Drogas y Sus EfectoshabibiAún no hay calificaciones
- Proyecto Kaisen Mejora ContinuaDocumento20 páginasProyecto Kaisen Mejora ContinuaIvan RamirezAún no hay calificaciones
- Etiquetado Frontal y Empresas.Documento13 páginasEtiquetado Frontal y Empresas.Urgente24Aún no hay calificaciones
- Informe Cancer de MamaDocumento49 páginasInforme Cancer de MamaAllison Moino100% (1)
- COLPOSCOPIODocumento5 páginasCOLPOSCOPIOJAIME ANDRES PRADA TORRESAún no hay calificaciones
- SELECCIÓN DE MERCADOS (Trabajo)Documento18 páginasSELECCIÓN DE MERCADOS (Trabajo)Cordero Rojas CarlosAún no hay calificaciones
- 213 Prom6Documento46 páginas213 Prom6Karito Lizeth Huerta MendozaAún no hay calificaciones
- Producto Académico 1 - Grupo BDocumento13 páginasProducto Académico 1 - Grupo BGRACE MARGARETH TOVAR VALENCIAAún no hay calificaciones
- Ciclos de Potencia Con Cambio de FaseDocumento6 páginasCiclos de Potencia Con Cambio de Fasejorge valverde olivaAún no hay calificaciones
- MC MX 7 4533Documento9 páginasMC MX 7 4533Juan CamiloAún no hay calificaciones
- La Personalidad. FILLOUXDocumento10 páginasLa Personalidad. FILLOUXOrnella QuiñonesAún no hay calificaciones
- Cola Granulada PDFDocumento1 páginaCola Granulada PDFRoberto Toledo MolinaAún no hay calificaciones
- Pruebas Ressistencia y Estanqueidad Cat ADocumento10 páginasPruebas Ressistencia y Estanqueidad Cat Atoni_82_Aún no hay calificaciones
- Descomposición de La Materia OrgánicaDocumento11 páginasDescomposición de La Materia OrgánicaClaudio AlarcónAún no hay calificaciones
- Acta Conformación TRICEL MEDICINA UCN 2013Documento1 páginaActa Conformación TRICEL MEDICINA UCN 2013Diego Ramírez EvansAún no hay calificaciones
- Gpss Ejercicios Luz 1-4Documento13 páginasGpss Ejercicios Luz 1-4Lucero Gomez SolisAún no hay calificaciones
- Antecedentes 2Documento3 páginasAntecedentes 2Manuel Christian Aguilar OrtizAún no hay calificaciones
- Ejercicios 1 Estadística Aplicada UpcDocumento3 páginasEjercicios 1 Estadística Aplicada UpcanniaAún no hay calificaciones
- Trabajo 1. Vision EconomicistaDocumento3 páginasTrabajo 1. Vision EconomicistamarcelaAún no hay calificaciones
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)
- Lentes de contacto: composición química y propiedadesDe EverandLentes de contacto: composición química y propiedadesCalificación: 3 de 5 estrellas3/5 (2)
- Los gatos sueñan con física cuántica y los perros con universos paralelos: Mecánica cuántica para todas las edadesDe EverandLos gatos sueñan con física cuántica y los perros con universos paralelos: Mecánica cuántica para todas las edadesCalificación: 4.5 de 5 estrellas4.5/5 (18)
- Fundamentos de procesos químicosDe EverandFundamentos de procesos químicosCalificación: 5 de 5 estrellas5/5 (3)
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Cuántica: Qué significa la teoría de la ciencia más extrañaDe EverandCuántica: Qué significa la teoría de la ciencia más extrañaCalificación: 1 de 5 estrellas1/5 (1)
- Bioquímica: metabolismo energético, conceptos y aplicaciónDe EverandBioquímica: metabolismo energético, conceptos y aplicaciónCalificación: 4 de 5 estrellas4/5 (7)
- La química al alcance de todosDe EverandLa química al alcance de todosCalificación: 1 de 5 estrellas1/5 (1)
- Lecciones de Química HeterocíclicaDe EverandLecciones de Química HeterocíclicaCalificación: 5 de 5 estrellas5/5 (1)
- Introducción a las ecuaciones de la física matemáticaDe EverandIntroducción a las ecuaciones de la física matemáticaCalificación: 5 de 5 estrellas5/5 (4)
- Mediciones y métodos de uso común en el laboratorio de QuímicaDe EverandMediciones y métodos de uso común en el laboratorio de QuímicaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Lo humano y lo divino. Metalurgía y cosmogonía en la América antiguaDe EverandLo humano y lo divino. Metalurgía y cosmogonía en la América antiguaCalificación: 5 de 5 estrellas5/5 (1)