También podría gustarte
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraDe EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraAún no hay calificaciones
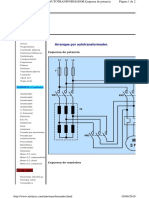
- Conexion y Diagramas Motores ElectricosDocumento26 páginasConexion y Diagramas Motores Electricosvictorrecinos78% (23)
- GABADocumento6 páginasGABACL Eunice100% (1)
- UF1671 - Mantenimiento del entorno de plantas de tratamiento de agua y plantas depuradorasDe EverandUF1671 - Mantenimiento del entorno de plantas de tratamiento de agua y plantas depuradorasCalificación: 5 de 5 estrellas5/5 (1)
- Calidad de Aguas: Usos y AprovechamientoDe EverandCalidad de Aguas: Usos y AprovechamientoCalificación: 5 de 5 estrellas5/5 (1)
- Conceptos de Física Moderna - A. Beiser - 2da Edición PDFDocumento244 páginasConceptos de Física Moderna - A. Beiser - 2da Edición PDFRodrigo Igarza100% (10)
- Concentración de Quimicos en Aguas de Alimentación de Calderas 21 AbrilDocumento48 páginasConcentración de Quimicos en Aguas de Alimentación de Calderas 21 AbrilSEBASTIAN PEREZ100% (1)
- Certificación - Frenos y ABSDocumento20 páginasCertificación - Frenos y ABSCarlos Osmar Olivera Santiago100% (1)
- Tratamiento de Agua para CalderasDocumento20 páginasTratamiento de Agua para CalderasDiego Alexander Jimenez Carrera100% (1)
- TRATAMIENTO DEL AGUA DE CALDERASDocumento82 páginasTRATAMIENTO DEL AGUA DE CALDERASRonyCastañeda100% (3)
- Tratamiento de Agua para CalderasDocumento21 páginasTratamiento de Agua para CalderasValviesoToledoIsrael100% (1)
- Tratamiento de Agua de Alimentación de CalderaDocumento13 páginasTratamiento de Agua de Alimentación de CalderaDarek Alejandro Prudhomme Alcantara100% (2)
- La importancia de un tratamiento químico para calderasDocumento11 páginasLa importancia de un tratamiento químico para calderasRaimundo Lecompte De Pombo100% (1)
- Agua Blanda y OsmotizadaDocumento28 páginasAgua Blanda y OsmotizadaChristian Dominguez VillafanaAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento6 páginasTratamiento de Agua para CalderasMargot LazoAún no hay calificaciones
- Los siete arcángeles y sus dominios planetariosDocumento32 páginasLos siete arcángeles y sus dominios planetariosJhesisAndresGalvisAún no hay calificaciones
- Capitulo 11 Libro de Plantas de VaporDocumento59 páginasCapitulo 11 Libro de Plantas de Vaporfranklin hernandezAún no hay calificaciones
- Efectos de un tratamiento inadecuado del agua de calderaDocumento6 páginasEfectos de un tratamiento inadecuado del agua de calderaAlfredo GalvanAún no hay calificaciones
- Topónimos de Origen Nahuatl en El Distrito FederalDocumento178 páginasTopónimos de Origen Nahuatl en El Distrito FederalOscar Rene Gonzalez Lopez100% (1)
- Tratamiento de Agua para CalderasDocumento5 páginasTratamiento de Agua para CalderasAlvaro Arancibia AlvarezAún no hay calificaciones
- Tratamiento del agua de alimentación de calderas para eliminar impurezasDocumento29 páginasTratamiento del agua de alimentación de calderas para eliminar impurezasGerardo Hernandez AvecillaAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento72 páginasTratamiento de Agua para Calderasjogi100% (1)
- Kozak Ana Maria - Nociones de Geometria Analitica Y Algebra Lineal 3ra EdDocumento738 páginasKozak Ana Maria - Nociones de Geometria Analitica Y Algebra Lineal 3ra EdDaniel R. Collantes100% (6)
- Karin ChavesDocumento7 páginasKarin ChavesDavid MaytaAún no hay calificaciones
- Sistema de Gestión Ambiental y Calidad para Empresa Agrícola ExportadoraDocumento9 páginasSistema de Gestión Ambiental y Calidad para Empresa Agrícola ExportadoraCristhianHananíasEventos75% (4)
- Tratamiento de Agua de AlimentaciónDocumento14 páginasTratamiento de Agua de AlimentaciónSofía Robles100% (1)
- Características y tratamiento del agua en calderasDocumento5 páginasCaracterísticas y tratamiento del agua en calderasJoel ArismendiAún no hay calificaciones
- Tratamiento Agua CalderaDocumento7 páginasTratamiento Agua CalderaLilia YacomoskyAún no hay calificaciones
- Tratamiento de CalderasDocumento7 páginasTratamiento de CalderasWilson ValenzuelaAún no hay calificaciones
- Tratamiento de Agua en CalderasDocumento5 páginasTratamiento de Agua en CalderasOswaldo SalgadoAún no hay calificaciones
- Calderas y Sus PartesDocumento10 páginasCalderas y Sus PartesJD LopezAún no hay calificaciones
- Tratamiento de Aguas en CalderasDocumento5 páginasTratamiento de Aguas en CalderasBryan NmAún no hay calificaciones
- Tratamiento de agua de calderas: externo e internoDocumento5 páginasTratamiento de agua de calderas: externo e internoRoberto IturraldeAún no hay calificaciones
- Tratamiento de Agua en La Industria de Alimentos Pia 311Documento3 páginasTratamiento de Agua en La Industria de Alimentos Pia 311KarenAún no hay calificaciones
- CalderasDocumento17 páginasCalderasByWink WinklaarAún no hay calificaciones
- Tratamiento de agua para calderas industrialesDocumento129 páginasTratamiento de agua para calderas industrialesEDGAR ANTONIO FLORES OROSCOAún no hay calificaciones
- 2.7 Sistemas y Equipos de Tratamiento de Agua de CalderasDocumento6 páginas2.7 Sistemas y Equipos de Tratamiento de Agua de CalderasMaria Ysabel Lopez Sanchez100% (1)
- Tratamiento de Agua de La Caldera: Realizado PorDocumento30 páginasTratamiento de Agua de La Caldera: Realizado PorRicardo VillarrealAún no hay calificaciones
- Tarea UltimaDocumento7 páginasTarea UltimaJESUS DANIEL PEREZ BERNALAún no hay calificaciones
- Agua de Alimentación de La CalderaDocumento6 páginasAgua de Alimentación de La CalderaCarlos Muñoz GamarraAún no hay calificaciones
- CalderasDocumento121 páginasCalderasAlexis CollanteAún no hay calificaciones
- Yerena Lopez Josue A2 U2Documento5 páginasYerena Lopez Josue A2 U2Ada SantiagoAún no hay calificaciones
- Proyecto 5. Teoría Ing. TérmicaDocumento7 páginasProyecto 5. Teoría Ing. TérmicaCamila RamosAún no hay calificaciones
- Calidad del agua en calderasDocumento2 páginasCalidad del agua en calderasGLORIA JIMENEZAún no hay calificaciones
- Tratamiento agua calderasDocumento9 páginasTratamiento agua calderasMarcos Barrios ManarezAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento10 páginasTratamiento de Agua para CalderascarlosdoomsdayAún no hay calificaciones
- Impurezas Del AguaDocumento10 páginasImpurezas Del AguaEnrique VenturaAún no hay calificaciones
- Agua de AlimentacionDocumento13 páginasAgua de AlimentacionMateo YanceAún no hay calificaciones
- Edvard Grieg Peer Gynt1 Morning Mood PianoDocumento5 páginasEdvard Grieg Peer Gynt1 Morning Mood PianoLeonardo AraujoAún no hay calificaciones
- Sistemas cerrados de calentamiento de aguaDocumento12 páginasSistemas cerrados de calentamiento de aguavinibenalAún no hay calificaciones
- Implementación de Filtro Pulidor en El Tratamiento de AguaDocumento23 páginasImplementación de Filtro Pulidor en El Tratamiento de AguaYoel AlfonsoAún no hay calificaciones
- CalderasDocumento3 páginasCalderascocolisos dosmilveintidosAún no hay calificaciones
- Mecanismos de Control para El Tratamiento de AguaDocumento6 páginasMecanismos de Control para El Tratamiento de Aguacesar bautistaAún no hay calificaciones
- Tratamiento de Aguas para El Funcionamiento de CalderasDocumento9 páginasTratamiento de Aguas para El Funcionamiento de Calderasjoseph ayma cutiAún no hay calificaciones
- INFORME DE CALDERAS ACUOTUBULARES SUSTITUTIVO DEL PROYECTO INTEGRADOR Primer AvanceDocumento8 páginasINFORME DE CALDERAS ACUOTUBULARES SUSTITUTIVO DEL PROYECTO INTEGRADOR Primer AvanceJuan Jose AguileraAún no hay calificaciones
- Agua Desionizada y Destilada 3Documento4 páginasAgua Desionizada y Destilada 3raulAún no hay calificaciones
- Tratamiento Agua CalderasDocumento12 páginasTratamiento Agua Calderasmaria belen parraga alarconAún no hay calificaciones
- Agua dura y ablandamientoDocumento22 páginasAgua dura y ablandamientoJhon MendozaAún no hay calificaciones
- Exposición Química Del AguaDocumento4 páginasExposición Química Del AguaAndrea Carolina Guzman MartinezAún no hay calificaciones
- Tratamiento Interno Agua de Calderas JenniferDocumento5 páginasTratamiento Interno Agua de Calderas JenniferJavier ZerpaAún no hay calificaciones
- Aguas de Alimentación de Calderas PDFDocumento14 páginasAguas de Alimentación de Calderas PDFalexAún no hay calificaciones
- Tratamiento de Agua de CalderaDocumento5 páginasTratamiento de Agua de CalderaIsela Menjivar Guevara100% (3)
- Análisis de Tratamiento de AguaDocumento19 páginasAnálisis de Tratamiento de AguaErick Franclin Fernandez LopezTorresAún no hay calificaciones
- Tratamiento del agua de calderas para prevenir incrustaciones y corrosiónDocumento82 páginasTratamiento del agua de calderas para prevenir incrustaciones y corrosiónErick ViscarraAún no hay calificaciones
- 2.5 Tratamientos de Agua de AlimentaciónDocumento15 páginas2.5 Tratamientos de Agua de Alimentacióndominguezedi51Aún no hay calificaciones
- CalderasDocumento15 páginasCalderasAnonymous Ba9tETmKAún no hay calificaciones
- Agua y Contaminantes PDFDocumento4 páginasAgua y Contaminantes PDFsady contrerasAún no hay calificaciones
- Circulacion Del Agua Dentro de La CalderaDocumento1 páginaCirculacion Del Agua Dentro de La CalderaingmecnavAún no hay calificaciones
- Tema Tratamiento Del Agua de CalderaDocumento37 páginasTema Tratamiento Del Agua de CalderaJOSE De Oliveira OrtigozaAún no hay calificaciones
- AutotransformadorDocumento2 páginasAutotransformadorRodrigo IgarzaAún no hay calificaciones
- Clase Constitucional y Leyes de Prupuesto MInimo - Unidad 2 y 3 Wetzel PDFDocumento32 páginasClase Constitucional y Leyes de Prupuesto MInimo - Unidad 2 y 3 Wetzel PDFRodrigo IgarzaAún no hay calificaciones
- Flipped Learning M2Documento5 páginasFlipped Learning M2Rodrigo IgarzaAún no hay calificaciones
- Distribucion Del Potencial Electrostatico en Una PDocumento15 páginasDistribucion Del Potencial Electrostatico en Una PRodrigo IgarzaAún no hay calificaciones
- Flipped Learning M2Documento5 páginasFlipped Learning M2Rodrigo IgarzaAún no hay calificaciones
- Arrancadores Estrella TrianguloDocumento3 páginasArrancadores Estrella TrianguloOGAún no hay calificaciones
- Flipped Learning M1Documento3 páginasFlipped Learning M1Rodrigo IgarzaAún no hay calificaciones
- Arranque Directo Motor MonofasicoDocumento2 páginasArranque Directo Motor MonofasicoRodrigo IgarzaAún no hay calificaciones
- Presentacion Sensores OpticosDocumento23 páginasPresentacion Sensores OpticosRodrigoIgarzaAún no hay calificaciones
- Presentacion Sensores OpticosDocumento23 páginasPresentacion Sensores OpticosRodrigoIgarzaAún no hay calificaciones
- 24 - Sensores - Inductivos Importantes PDFDocumento12 páginas24 - Sensores - Inductivos Importantes PDFRaul Huayanay CarranzaAún no hay calificaciones
- S 0305 Medici On Caudal 1Documento29 páginasS 0305 Medici On Caudal 1Postillo Espinoza MessiasAún no hay calificaciones
- 24 - Sensores - Inductivos Importantes PDFDocumento12 páginas24 - Sensores - Inductivos Importantes PDFRaul Huayanay CarranzaAún no hay calificaciones
- Sensores de Presion (Modo de Compatibilidad) DgameroDocumento42 páginasSensores de Presion (Modo de Compatibilidad) DgameroRodrigo IgarzaAún no hay calificaciones
- Sensores Magnetoestrictivos (Modo de Compatibilidad) DgameroDocumento7 páginasSensores Magnetoestrictivos (Modo de Compatibilidad) DgameroRodrigo IgarzaAún no hay calificaciones
- Teorema de SchwarzDocumento2 páginasTeorema de SchwarzRodrigo IgarzaAún no hay calificaciones
- TP Nº2 Normas IRAMDocumento10 páginasTP Nº2 Normas IRAMRodrigo IgarzaAún no hay calificaciones
- Centrales NuclearesDocumento11 páginasCentrales NuclearesRodrigo IgarzaAún no hay calificaciones
- Trabajo Práctico #1 Conducción de Gases PDFDocumento3 páginasTrabajo Práctico #1 Conducción de Gases PDFRodrigo Igarza0% (1)
- Teorema de SchwarzDocumento2 páginasTeorema de SchwarzRodrigo IgarzaAún no hay calificaciones
- Trabajo Práctico #1 Conducción de Gases PDFDocumento3 páginasTrabajo Práctico #1 Conducción de Gases PDFRodrigo Igarza0% (1)
- Ejercicio Diagrama ER1Documento2 páginasEjercicio Diagrama ER1Hagler BritoAún no hay calificaciones
- RM Virtual MedranoDocumento4 páginasRM Virtual MedranoAndy HuillcaAún no hay calificaciones
- Exposicion Las Hortalizas 150602214940 Lva1 App6892Documento16 páginasExposicion Las Hortalizas 150602214940 Lva1 App6892Johana RamosAún no hay calificaciones
- Reporte accidentes laboralesDocumento6 páginasReporte accidentes laboralesLuis Fernando Porras ZapataAún no hay calificaciones
- Administración de Servicios de AlimentosDocumento48 páginasAdministración de Servicios de Alimentospj7gqjgnydAún no hay calificaciones
- Sustento Tecnico - Exp. ModificadoDocumento21 páginasSustento Tecnico - Exp. ModificadoRebecca DavisAún no hay calificaciones
- Guia de Final Fantasy XIIDocumento1 páginaGuia de Final Fantasy XIIFernando RodriguezAún no hay calificaciones
- TORNILLODocumento25 páginasTORNILLOMiiiki LopezAún no hay calificaciones
- PLAN DE CUIDADOS Hiperplasia Prostatitis BenignaDocumento3 páginasPLAN DE CUIDADOS Hiperplasia Prostatitis BenignaTania OrdoñezAún no hay calificaciones
- Tiempo: Temporalidad ContinuaDocumento3 páginasTiempo: Temporalidad ContinuaYayo MefuiAún no hay calificaciones
- CalabazaDocumento8 páginasCalabazaArv LirelAún no hay calificaciones
- Radiacion TermicaDocumento8 páginasRadiacion TermicaEduardo RMAún no hay calificaciones
- Bolsa de Valores Guayaquil y QuitoDocumento4 páginasBolsa de Valores Guayaquil y QuitoVictor ÇhimbolemaAún no hay calificaciones
- Influencia Del Arte en La Moda XXDocumento9 páginasInfluencia Del Arte en La Moda XXAnnevelis Agreda SalazarAún no hay calificaciones
- Tramite DocumentarioDocumento3 páginasTramite DocumentarioCinthya Eusebia Quispe PomaAún no hay calificaciones
- Catalogo General 2021Documento9 páginasCatalogo General 2021Darling PalaciosAún no hay calificaciones
- Plan de Proteccion Civil GiprocomexDocumento58 páginasPlan de Proteccion Civil Giprocomexandres cisneros0% (1)
- Guia II Medio Quimica OrgánicaDocumento3 páginasGuia II Medio Quimica Orgánicaporlaramera100% (1)
- Implementación de un sistema de costos para mejorar la rentabilidadDocumento120 páginasImplementación de un sistema de costos para mejorar la rentabilidadElizabetPeñaMarochoAún no hay calificaciones
- Plastiteja AtsaDocumento1 páginaPlastiteja AtsaJustino Garcia LopezAún no hay calificaciones
- Actividades 5Documento9 páginasActividades 5Napster Movies CancunAún no hay calificaciones
- 11.10.1 Packet Tracer - Design and Implement A VLSM Addressing Scheme 3Documento3 páginas11.10.1 Packet Tracer - Design and Implement A VLSM Addressing Scheme 3Leo CurielAún no hay calificaciones
- Números Decimales para Cuarto Grado de PrimariaDocumento11 páginasNúmeros Decimales para Cuarto Grado de PrimariaSusan Tello PezoAún no hay calificaciones
- Mapa Politico de La Region TumbesDocumento1 páginaMapa Politico de La Region Tumbesmiguel angel guaranda diosesAún no hay calificaciones