También podría gustarte
- Tratamiento de Durezas de Agua Cal CarbonatoDocumento6 páginasTratamiento de Durezas de Agua Cal CarbonatoValeria BenalcazarAún no hay calificaciones
- Ablandamiento de Agua (Operacion Unitaria)Documento18 páginasAblandamiento de Agua (Operacion Unitaria)Orlando SilvaAún no hay calificaciones
- Ablandamiento de AguaDocumento9 páginasAblandamiento de AguaGONZALOMOISESAún no hay calificaciones
- Tratamiento de Agua de CalderaDocumento5 páginasTratamiento de Agua de CalderaIsela Menjivar Guevara100% (3)
- Impurezas Del AguaDocumento10 páginasImpurezas Del AguaEnrique VenturaAún no hay calificaciones
- CalderasDocumento3 páginasCalderascocolisos dosmilveintidosAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento20 páginasTratamiento de Agua para CalderasDiego Alexander Jimenez Carrera100% (1)
- Tratamiento de Aguas para Alimentacion de CalderasDocumento12 páginasTratamiento de Aguas para Alimentacion de Calderasalejandro100% (1)
- Desmineralización de Agua Por Intercambio IónicoDocumento7 páginasDesmineralización de Agua Por Intercambio IónicoGerardo Arturo Olmos GarcíaAún no hay calificaciones
- Capitulo 11 Libro de Plantas de VaporDocumento59 páginasCapitulo 11 Libro de Plantas de Vaporfranklin hernandezAún no hay calificaciones
- Tema Tratamiento Del Agua de CalderaDocumento37 páginasTema Tratamiento Del Agua de CalderaJOSE De Oliveira OrtigozaAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento6 páginasTratamiento de Agua para CalderasMargot LazoAún no hay calificaciones
- Prácticas Del Laboratorio de Máquinas TérmicasDocumento318 páginasPrácticas Del Laboratorio de Máquinas TérmicasEdsel Cruz100% (2)
- Tipos de AblandadoresDocumento9 páginasTipos de AblandadoresSaul LemaAún no hay calificaciones
- Calderas Tratamiento Normas Une PDFDocumento8 páginasCalderas Tratamiento Normas Une PDFAndres UrregoAún no hay calificaciones
- Tratamiento de Agua de CalderasDocumento5 páginasTratamiento de Agua de CalderasRoberto IturraldeAún no hay calificaciones
- Tratamiento de Agua de La Caldera: Realizado PorDocumento30 páginasTratamiento de Agua de La Caldera: Realizado PorRicardo VillarrealAún no hay calificaciones
- Calderas y Sus PartesDocumento10 páginasCalderas y Sus PartesJD LopezAún no hay calificaciones
- Tratamiento de Agua de CalderasDocumento12 páginasTratamiento de Agua de CalderasRodrigo IgarzaAún no hay calificaciones
- CALIDAD DEL AGUA EN UNA CALDERA FQDocumento2 páginasCALIDAD DEL AGUA EN UNA CALDERA FQGLORIA JIMENEZAún no hay calificaciones
- Agua de Alimentación de La CalderaDocumento6 páginasAgua de Alimentación de La CalderaCarlos Muñoz GamarraAún no hay calificaciones
- Ablandamiento de AguasDocumento21 páginasAblandamiento de AguasJosé Avalos BaltazarAún no hay calificaciones
- Tratamiento de CalderasDocumento3 páginasTratamiento de CalderasbelenlobosmuAún no hay calificaciones
- AblandadorDocumento10 páginasAblandadorBellaAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento23 páginasTratamiento de Agua para CalderasFede Gil100% (1)
- BlandaDocumento36 páginasBlandaCésar Fernando Melquiades BravoAún no hay calificaciones
- Características Del Agua de CalderasDocumento5 páginasCaracterísticas Del Agua de CalderasJoel ArismendiAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento10 páginasTratamiento de Agua para CalderascarlosdoomsdayAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento21 páginasTratamiento de Agua para CalderasValviesoToledoIsrael100% (1)
- Tarea UltimaDocumento7 páginasTarea UltimaJESUS DANIEL PEREZ BERNALAún no hay calificaciones
- Tratamiento de Aguas en CalderasDocumento5 páginasTratamiento de Aguas en CalderasBryan NmAún no hay calificaciones
- Tratamiento de Agua para CalderasDocumento5 páginasTratamiento de Agua para CalderasAlvaro Arancibia AlvarezAún no hay calificaciones
- Tratamiento de Agua para Calderas - Ing. MarisolDocumento3 páginasTratamiento de Agua para Calderas - Ing. MarisolYaser MenesesAún no hay calificaciones
- Tratamiento de Agua de Alimentación de CalderaDocumento13 páginasTratamiento de Agua de Alimentación de CalderaDarek Alejandro Prudhomme Alcantara100% (2)
- Concentración de Quimicos en Aguas de Alimentación de Calderas 21 AbrilDocumento48 páginasConcentración de Quimicos en Aguas de Alimentación de Calderas 21 AbrilSEBASTIAN PEREZ100% (1)
- Tratamiento de CalderasDocumento7 páginasTratamiento de CalderasWilson ValenzuelaAún no hay calificaciones
- Trabajo Por TerminarDocumento5 páginasTrabajo Por TerminarHenry Elvix Arteaga RuizAún no hay calificaciones
- Manual de Analisis de Agua HachDocumento21 páginasManual de Analisis de Agua HachEneida Herrera100% (2)
- Presentación Tratamientos para Sistemas de EnfriamientoDocumento17 páginasPresentación Tratamientos para Sistemas de EnfriamientoMarlon HerreraAún no hay calificaciones
- Ablandadores de Agua para CalderosDocumento12 páginasAblandadores de Agua para CalderosChristian Gamboa EstebanAún no hay calificaciones
- Tratamiento Externo para Agua de CalderasDocumento42 páginasTratamiento Externo para Agua de Calderasmarifher100% (2)
- Dureza y Ablandamiento Del AguaDocumento17 páginasDureza y Ablandamiento Del AguaTiffany KimberlyAún no hay calificaciones
- Aguas Duras y BlandasDocumento16 páginasAguas Duras y BlandasAna Maria Landaeta RamosAún no hay calificaciones
- 1 Acondicionamiento de AguaDocumento69 páginas1 Acondicionamiento de AguaEber ColqueAún no hay calificaciones
- Análisis de Tratamiento de AguaDocumento19 páginasAnálisis de Tratamiento de AguaErick Franclin Fernandez LopezTorresAún no hay calificaciones
- COBREADODocumento4 páginasCOBREADOWilmar N. Ttito HuamanAún no hay calificaciones
- Dureza y Ablandamiento Del AguaDocumento4 páginasDureza y Ablandamiento Del AguaMerelin Piña RodriguezAún no hay calificaciones
- Intro Ducci OnDocumento6 páginasIntro Ducci OnJimy FueltanAún no hay calificaciones
- Tratamiento de Agua de AlimentaciónDocumento14 páginasTratamiento de Agua de AlimentaciónSofía Robles100% (1)
- Tratamiento Aguas para Uso IndustrialDocumento32 páginasTratamiento Aguas para Uso IndustrialDenzel Ramos HuamanAún no hay calificaciones
- Las Agua de Caldero y Sus ProblemasDocumento16 páginasLas Agua de Caldero y Sus ProblemasskydarAún no hay calificaciones
- Aplicaciones IndustrialesDocumento10 páginasAplicaciones IndustrialesKamilaRiquelmeVidalAún no hay calificaciones
- Tratamiento de Aguas para El Funcionamiento de CalderasDocumento9 páginasTratamiento de Aguas para El Funcionamiento de Calderasjoseph ayma cutiAún no hay calificaciones
- Aguas de Alimentación de Calderas PDFDocumento14 páginasAguas de Alimentación de Calderas PDFalexAún no hay calificaciones
- Investigación Ptap DefensaDocumento9 páginasInvestigación Ptap DefensaDiego Medrano TorrezAún no hay calificaciones
- Tratamiento de AguaDocumento36 páginasTratamiento de AguaMartinAún no hay calificaciones
- AblandadorDocumento3 páginasAblandadorRodrigo CarrascoAún no hay calificaciones
- Calidad de Aguas: Usos y AprovechamientoDe EverandCalidad de Aguas: Usos y AprovechamientoCalificación: 5 de 5 estrellas5/5 (1)
- UF1666 - Depuración de aguas residualesDe EverandUF1666 - Depuración de aguas residualesAún no hay calificaciones
- UF1671 - Mantenimiento del entorno de plantas de tratamiento de agua y plantas depuradorasDe EverandUF1671 - Mantenimiento del entorno de plantas de tratamiento de agua y plantas depuradorasCalificación: 5 de 5 estrellas5/5 (1)
- FR2 KermaDocumento23 páginasFR2 KermaClaudia MorenoAún no hay calificaciones
- Charlas para Seguridad en ElectricidadDocumento41 páginasCharlas para Seguridad en ElectricidadAngel RamosAún no hay calificaciones
- 1 Clase RuidoDocumento53 páginas1 Clase RuidoCarlos Andres PizaAún no hay calificaciones
- Final Mantenimiento de Planta EmbotelladoraDocumento52 páginasFinal Mantenimiento de Planta Embotelladorahamscribd50% (4)
- PASO A PASO PENTAGONO CASO 2 MejoradoDocumento16 páginasPASO A PASO PENTAGONO CASO 2 MejoradoOscar CabreraAún no hay calificaciones
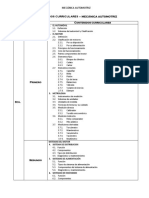
- Contenidos Curriculares Mecanica AutomotrizDocumento3 páginasContenidos Curriculares Mecanica Automotrizmarcos100% (1)
- Nte Inen 335-2Documento20 páginasNte Inen 335-2Israel PozoAún no hay calificaciones
- Apunte Curva HorizontalDocumento5 páginasApunte Curva HorizontalEsteban BarriosAún no hay calificaciones
- La Graficación Como Herramienta para Calcular Integrales Definidas ConDocumento12 páginasLa Graficación Como Herramienta para Calcular Integrales Definidas ConKAREN ANDREA HOLGUIN RODRIGUEZAún no hay calificaciones
- Anual San Marcos - Aritmética Semana 08Documento11 páginasAnual San Marcos - Aritmética Semana 08Oscar CAAún no hay calificaciones
- Medición Con PasosDocumento7 páginasMedición Con PasosAngee Jeon ♡Aún no hay calificaciones
- Trilha Ivan - El Poder de La MenteDocumento34 páginasTrilha Ivan - El Poder de La MenteJosé María García Nieto100% (1)
- Normatividad de Las Guardas de SeguridadDocumento11 páginasNormatividad de Las Guardas de SeguridadJoshep HernandezAún no hay calificaciones
- Tarea de Fisica y QuimicaDocumento4 páginasTarea de Fisica y QuimicaAna Verónica Hernández JuarezAún no hay calificaciones
- DCADocumento25 páginasDCADaniel Alarcón VigilAún no hay calificaciones
- TP0341 Dureza Total en Agua Con EDTA Por VolumetríaDocumento12 páginasTP0341 Dureza Total en Agua Con EDTA Por VolumetríasaphkielAún no hay calificaciones
- Practica 1Documento8 páginasPractica 1Zamarripa Eduardo RobertoAún no hay calificaciones
- Poligonal Cerrada y Relleno TaquimetricoDocumento28 páginasPoligonal Cerrada y Relleno TaquimetricoSixto Valentin JhosepAún no hay calificaciones
- Detección de Valores Atipicos (Outliers) en Conjuntos de Datos Univariantes - Outliers Values Detection in Univariable DatasetsDocumento10 páginasDetección de Valores Atipicos (Outliers) en Conjuntos de Datos Univariantes - Outliers Values Detection in Univariable DatasetsJuan Felipe Muñoz Fernandez0% (1)
- Ti 11Documento21 páginasTi 11eric_tribalAún no hay calificaciones
- 9.actividad 9 Teoria Del Proceso Oponente e La Vision Del ColorDocumento6 páginas9.actividad 9 Teoria Del Proceso Oponente e La Vision Del Colordanna lopezAún no hay calificaciones
- CAPITULO 3 - AguaDocumento70 páginasCAPITULO 3 - Aguapablo0321Aún no hay calificaciones
- Aplicaciones de La Trigonometría EsféricaDocumento7 páginasAplicaciones de La Trigonometría EsféricaAMYNNXXXXAún no hay calificaciones
- Carbonatos GrupoDocumento14 páginasCarbonatos GrupoalvaroAún no hay calificaciones
- Sumas de Riemann Y TFCDocumento6 páginasSumas de Riemann Y TFCDiego VasquezAún no hay calificaciones
- Diseño Geometrico de Una CarreteraDocumento40 páginasDiseño Geometrico de Una CarreteraJohn BeltranAún no hay calificaciones
- Laboratorio 1 Manejo Básico Del Simulador Winiqsim.Documento7 páginasLaboratorio 1 Manejo Básico Del Simulador Winiqsim.DayaAún no hay calificaciones
- Creación de Una Señal InclusivaDocumento42 páginasCreación de Una Señal InclusivaGina Paola BayonaAún no hay calificaciones
- Laboratorio Final de PsicrometríaDocumento9 páginasLaboratorio Final de PsicrometríaDaniela LópezAún no hay calificaciones
- 21 Axiomas A PDFDocumento7 páginas21 Axiomas A PDFdangreglongAún no hay calificaciones