100% encontró este documento útil (1 voto)
2K vistas8 páginasPRENSA EN C Plano
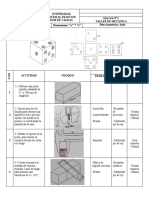
Este documento contiene las instrucciones para la fabricación de una prensa en forma de C, incluyendo (1) los planos y listas de materiales, (2) los procesos de corte, trazado, limado y taladrado necesarios, y (3) la hoja de procesos para registrar el progreso de la fabricación.
Cargado por
Rusbel ValdiviaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
100% encontró este documento útil (1 voto)
2K vistas8 páginasPRENSA EN C Plano
Este documento contiene las instrucciones para la fabricación de una prensa en forma de C, incluyendo (1) los planos y listas de materiales, (2) los procesos de corte, trazado, limado y taladrado necesarios, y (3) la hoja de procesos para registrar el progreso de la fabricación.
Cargado por
Rusbel ValdiviaDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd