0% encontró este documento útil (1 voto)
912 vistas3 páginasGuía de Maquinado de Piezas de Acero
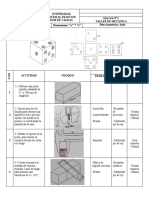
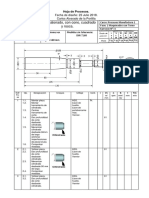
Este documento proporciona las especificaciones y los procesos de maquinado para fabricar un perno roscado de acero y una cubierta de bomba. Para el perno, los procesos incluyen cilindrado, roscado y chaflanado. Para la cubierta, los procesos son barrenado, mandrinado, ranurado y perforación. Ambas piezas se maquinarán según las condiciones dadas utilizando las herramientas especificadas.
Cargado por
Fernando YaelDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (1 voto)
912 vistas3 páginasGuía de Maquinado de Piezas de Acero
Este documento proporciona las especificaciones y los procesos de maquinado para fabricar un perno roscado de acero y una cubierta de bomba. Para el perno, los procesos incluyen cilindrado, roscado y chaflanado. Para la cubierta, los procesos son barrenado, mandrinado, ranurado y perforación. Ambas piezas se maquinarán según las condiciones dadas utilizando las herramientas especificadas.
Cargado por
Fernando YaelDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd