También podría gustarte
- Teoria Sobre ChapaDocumento20 páginasTeoria Sobre ChapacosmeAún no hay calificaciones
- TORNILLOSDocumento17 páginasTORNILLOSHeber Llaza AlaAún no hay calificaciones
- Diseño de MatricesDocumento36 páginasDiseño de MatricesYou Calderon100% (1)
- Teoría de la embutición: procesos, fuerzas y tipos de embutición en fríoDocumento26 páginasTeoría de la embutición: procesos, fuerzas y tipos de embutición en fríoGerbercp Condori PalaciosAún no hay calificaciones
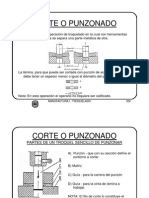
- Operaciones de corte y punzonado de metalesDocumento3 páginasOperaciones de corte y punzonado de metalesJulián VSAún no hay calificaciones
- 05 DH Diseño de TroquelesDocumento38 páginas05 DH Diseño de Troquelesdiegograff18Aún no hay calificaciones
- Pasos diseño matriz corteDocumento13 páginasPasos diseño matriz corteMayra QuizhpeAún no hay calificaciones
- Tipos de troqueles según su estructuraDocumento12 páginasTipos de troqueles según su estructuraCapavi CapabaAún no hay calificaciones
- Doblado y curvadoDocumento20 páginasDoblado y curvadoCarlos VivesAún no hay calificaciones
- Engranajes cónicos de 90Documento14 páginasEngranajes cónicos de 90MiguelRodriguezCalderonAún no hay calificaciones
- Troqueles y TroqueladoDocumento5 páginasTroqueles y TroqueladoandersonglAún no hay calificaciones
- Diseño Matriz ProgresivaDocumento164 páginasDiseño Matriz ProgresivaRafael FernandezAún no hay calificaciones
- Sillabus MATRICERIA 2013-IDocumento4 páginasSillabus MATRICERIA 2013-IAnonymous Uq56yDYAún no hay calificaciones
- Matriz de Corte-CalculosDocumento50 páginasMatriz de Corte-Calculosmecanica2000Aún no hay calificaciones
- Punzonado: Proceso y Defectos enDocumento12 páginasPunzonado: Proceso y Defectos enFernando IguiniAún no hay calificaciones
- Corte o PunzonadoDocumento28 páginasCorte o PunzonadoRafael Ramírez Medina0% (1)
- 4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFDocumento3 páginas4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFGreg Javier SaavedraAún no hay calificaciones
- Calculo de Fibra Neutra y Radio para MatrizDocumento11 páginasCalculo de Fibra Neutra y Radio para MatrizJonathan WilyAún no hay calificaciones
- Conos1El Calculo de ConicidadesDocumento4 páginasConos1El Calculo de ConicidadesCristal MuranoAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Apuntes Procesado de Chapa 1Documento16 páginasApuntes Procesado de Chapa 1Pedro Soria Martinez100% (1)
- Mec Fluidos EjerciciosDocumento5 páginasMec Fluidos EjerciciosDiego Barrios Salazar0% (1)
- 2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoDocumento57 páginas2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoPedroAún no hay calificaciones
- Examen Final Solucionario 08-03-2006Documento6 páginasExamen Final Solucionario 08-03-2006IvanSnikeAún no hay calificaciones
- Matrices de Corte y Punzones - 2020-10-15Documento59 páginasMatrices de Corte y Punzones - 2020-10-15Cristian SchwabAún no hay calificaciones
- Matriceria ProgresivaDocumento8 páginasMatriceria ProgresivaJosue Mamani AquinoAún no hay calificaciones
- Teorías de corte y problemas resueltos de fabricaciónDocumento4 páginasTeorías de corte y problemas resueltos de fabricaciónJose PalacinAún no hay calificaciones
- Cómo optimizar el corte y punzonado de chapasDocumento79 páginasCómo optimizar el corte y punzonado de chapasLibertad Zereceda0% (1)
- Informe 05 EMBUTIDODocumento22 páginasInforme 05 EMBUTIDOSandra Mirella Toribio RodriguezAún no hay calificaciones
- Funciones Quimicas OrganicasDocumento40 páginasFunciones Quimicas OrganicasDarisnela Fuentes100% (1)
- EMBUTIDODocumento23 páginasEMBUTIDOOsman Ureta CalixtoAún no hay calificaciones
- Procesos de TroqueladoDocumento24 páginasProcesos de TroqueladoEmilio GarcíaAún no hay calificaciones
- Ejercicio RefrentadoDocumento4 páginasEjercicio RefrentadoErlanDuarteAún no hay calificaciones
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAún no hay calificaciones
- Formulario Punsonado, Doblado y EmbutidoDocumento5 páginasFormulario Punsonado, Doblado y EmbutidoChristianJMedinaAún no hay calificaciones
- Fresadora ProblemasDocumento64 páginasFresadora ProblemasMiguel2694Aún no hay calificaciones
- Clase 3 MatriceriaDocumento18 páginasClase 3 MatriceriaDavy JonesAún no hay calificaciones
- Tecnologia Mecanica Doblado de ChapasDocumento23 páginasTecnologia Mecanica Doblado de Chapaslok22100% (2)
- EmbutidoDocumento11 páginasEmbutidoAldair Hernandez Santos100% (1)
- Tecnicas de Corte y PunzonadoDocumento79 páginasTecnicas de Corte y Punzonadogeegt0% (1)
- Embutido v1Documento2 páginasEmbutido v11rubena1Aún no hay calificaciones
- Apuntes de Procesado de Chapa 3Documento13 páginasApuntes de Procesado de Chapa 3Pedro Soria MartinezAún no hay calificaciones
- Proceso de Embutido v4Documento9 páginasProceso de Embutido v4César Manuel Linch PeñaAún no hay calificaciones
- Materiales Compuestos Urp MaterialesDocumento12 páginasMateriales Compuestos Urp MaterialesLUIS ENRIQUEAún no hay calificaciones
- EmbutidoDocumento20 páginasEmbutidoPatrickGustavoSuyoMarinAún no hay calificaciones
- Procesos de Fabricacion 1 Desarrollo Doblado y EmbutidoDocumento9 páginasProcesos de Fabricacion 1 Desarrollo Doblado y EmbutidoFuad KhiyamiAún no hay calificaciones
- TroquelaciónDocumento16 páginasTroquelaciónjavbuitAún no hay calificaciones
- Diseño Del TroquelDocumento10 páginasDiseño Del TroquelRafael RodriguezAún no hay calificaciones
- Problemas de LaminadoDocumento14 páginasProblemas de LaminadogerardoAún no hay calificaciones
- Cizallado tallerDocumento4 páginasCizallado tallerOriana PorrasAún no hay calificaciones
- Capitulo 2 FundicionDocumento35 páginasCapitulo 2 Fundiciondaniel alejandro zamora pitaAún no hay calificaciones
- CizalladoDocumento30 páginasCizalladoMoises EscobarAún no hay calificaciones
- Tornillo de Potencia EficienciaDocumento20 páginasTornillo de Potencia EficienciaJohel ClAún no hay calificaciones
- 1 Ejercicios de MecanizadoDocumento11 páginas1 Ejercicios de MecanizadoJavier Solís FernándezAún no hay calificaciones
- Ejercicios EstaticaDocumento7 páginasEjercicios EstaticaMauricio AnguloAún no hay calificaciones
- LAB 4 - Fundicion Centrifuga de Metales - Docx OmarDocumento22 páginasLAB 4 - Fundicion Centrifuga de Metales - Docx OmarErasmoAún no hay calificaciones
- Tornillos y uniones no permanentesDocumento6 páginasTornillos y uniones no permanentesMilito AlexAún no hay calificaciones
- Embutición y EstampadoDocumento29 páginasEmbutición y EstampadoErick GoyesAún no hay calificaciones
- U.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapaDocumento75 páginasU.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapajoseAún no hay calificaciones
- Pasos para El Ranurado y TaladradoDocumento7 páginasPasos para El Ranurado y TaladradoKevin Amaña FloresAún no hay calificaciones
- EMBUTIDODocumento26 páginasEMBUTIDOIkky JqAún no hay calificaciones
- Doblado de chapa metálica: proceso, cálculos y aplicacionesDocumento18 páginasDoblado de chapa metálica: proceso, cálculos y aplicacionesBryam MorochoAún no hay calificaciones
- Previo Embutido y CaldereriaDocumento7 páginasPrevio Embutido y CaldereriaPiero Pisfil PuiconAún no hay calificaciones
- Engranes RectosDocumento58 páginasEngranes RectosIkky JqAún no hay calificaciones
- Sin Fin CoronaDocumento14 páginasSin Fin CoronaIkky JqAún no hay calificaciones
- Engranes CoronadosDocumento15 páginasEngranes CoronadosIkky JqAún no hay calificaciones
- 375-Article Text-1956-1-10-20190319Documento13 páginas375-Article Text-1956-1-10-20190319Ikky JqAún no hay calificaciones
- Engranes ConicosDocumento35 páginasEngranes ConicosIkky JqAún no hay calificaciones
- 141 325 1 PBDocumento8 páginas141 325 1 PBIkky JqAún no hay calificaciones
- ProcesostroqueladoDocumento8 páginasProcesostroqueladomectornoAún no hay calificaciones
- Engranes HelicoidalesDocumento21 páginasEngranes HelicoidalesIkky JqAún no hay calificaciones
- 116-Texto Del Artã Culo-234-1-10-20150629Documento10 páginas116-Texto Del Artã Culo-234-1-10-20150629Ikky JqAún no hay calificaciones
- Cálculos técnicos para troqueladoDocumento33 páginasCálculos técnicos para troqueladoIkky JqAún no hay calificaciones
- 1578 Conformado PDFDocumento29 páginas1578 Conformado PDFGib ArAún no hay calificaciones
- Medios de Refrigeracion Victor Cando UntuñaDocumento15 páginasMedios de Refrigeracion Victor Cando UntuñaIkky JqAún no hay calificaciones
- 1578 Conformado PDFDocumento29 páginas1578 Conformado PDFGib ArAún no hay calificaciones
- Aplicacion de La Teoria de RestriccionesDocumento16 páginasAplicacion de La Teoria de RestriccionesPaola andrea Taboada GonzálezAún no hay calificaciones
- Norma para Sistema de Gestion Integral para La Microempresa PDFDocumento16 páginasNorma para Sistema de Gestion Integral para La Microempresa PDFandymantAún no hay calificaciones
- Metrologia DefinicionesDocumento43 páginasMetrologia DefinicionesIkky JqAún no hay calificaciones
- Norma para Sistema de Gestion Integral para La Microempresa PDFDocumento16 páginasNorma para Sistema de Gestion Integral para La Microempresa PDFandymantAún no hay calificaciones
- Rugosidad PDFDocumento41 páginasRugosidad PDFIkky JqAún no hay calificaciones
- Servicios de MecanizadoDocumento18 páginasServicios de MecanizadoIkky JqAún no hay calificaciones
- EMBUTIDODocumento26 páginasEMBUTIDOIkky JqAún no hay calificaciones
- Introduccion Al CNCDocumento64 páginasIntroduccion Al CNCIkky JqAún no hay calificaciones
- Metrologia DefinicionesDocumento42 páginasMetrologia DefinicionesIkky JqAún no hay calificaciones
- Costo Christian Pauta FloresDocumento15 páginasCosto Christian Pauta FloresIkky JqAún no hay calificaciones
- Introduccion MetrologiaDocumento10 páginasIntroduccion MetrologiaIkky JqAún no hay calificaciones
- Metrologia DefinicionesDocumento42 páginasMetrologia DefinicionesIkky JqAún no hay calificaciones
- 9-10 Garcia y León - LDPEDocumento32 páginas9-10 Garcia y León - LDPEAlvaro Marcelo Gonzales TrujillanoAún no hay calificaciones
- Alquinos: propiedades y reaccionesDocumento16 páginasAlquinos: propiedades y reaccionesacopatcio22Aún no hay calificaciones
- Ceramicas SLDocumento5 páginasCeramicas SLFelipe AraujoAún no hay calificaciones
- Combustibles FósilesDocumento35 páginasCombustibles FósilesAlberto AstorgaAún no hay calificaciones
- Pilar de La Estructura de Un AutomóvilDocumento5 páginasPilar de La Estructura de Un AutomóvilDAVIDAún no hay calificaciones
- BOMBAS SUMERGIBLESDocumento34 páginasBOMBAS SUMERGIBLESSaul SanchezAún no hay calificaciones
- Guia Estudio 3 CorteDocumento2 páginasGuia Estudio 3 CorteRonald ivan herrera mendozaAún no hay calificaciones
- Sintesis de La Resina Resorcinol - FormaldehídoDocumento6 páginasSintesis de La Resina Resorcinol - FormaldehídoAnonymous ZwEQCKk06XAún no hay calificaciones
- Elementos QuimicosDocumento2 páginasElementos Quimicosli scamanderAún no hay calificaciones
- CobreDocumento6 páginasCobreMaría A. OdremanAún no hay calificaciones
- Síntesis Peroxoborato de Sodio Santiago-CamiloDocumento4 páginasSíntesis Peroxoborato de Sodio Santiago-CamiloSantiago Sánchez GómezAún no hay calificaciones
- Rando HD 10,22,32,46,68,100,150,220,320Documento4 páginasRando HD 10,22,32,46,68,100,150,220,320Jhon Chavarria VasquezAún no hay calificaciones
- Determinacion Indice de PeroxidoDocumento9 páginasDeterminacion Indice de PeroxidoMoises Abel Martinez VelasquezAún no hay calificaciones
- ChemistryDocumento22 páginasChemistryUniverso EducatideAún no hay calificaciones
- Fórmula Empírica y MolecularDocumento6 páginasFórmula Empírica y MolecularIvan Flores AlmarazAún no hay calificaciones
- Reacciones de cromatos y dicromatosDocumento47 páginasReacciones de cromatos y dicromatosVernon SandovalAún no hay calificaciones
- Reacciones QuímicasDocumento2 páginasReacciones Químicaskaren yojhana garcia ramosAún no hay calificaciones
- Constantes de Productos de SolubilidadDocumento4 páginasConstantes de Productos de SolubilidadLuna LopezAún no hay calificaciones
- Alcoholes, FenolesDocumento14 páginasAlcoholes, FenolesAlejandra SandovalAún no hay calificaciones
- Alcohol FurfurilicoDocumento2 páginasAlcohol Furfurilicoerika sanchezAún no hay calificaciones
- 1Documento19 páginas1Karina Liz Soto YepezAún no hay calificaciones
- Cálculo automático de emisiones totales por consumos energéticosDocumento1 páginaCálculo automático de emisiones totales por consumos energéticosSaul FernandezAún no hay calificaciones
- Informe 6 Propiedades Coligativas 22Documento9 páginasInforme 6 Propiedades Coligativas 22Julian RealpeAún no hay calificaciones
- 4to Informe de Minería y Medio AmbienteDocumento4 páginas4to Informe de Minería y Medio AmbienteJonathan Gomero CarlosAún no hay calificaciones
- Propiedades Bioquímicas y Fisicoquímicas de Almidones y ProteínasDocumento10 páginasPropiedades Bioquímicas y Fisicoquímicas de Almidones y ProteínasDaya AtienciaAún no hay calificaciones
- MorocochaDocumento20 páginasMorocochaGino LalupuAún no hay calificaciones
- CICLODEXTRINASDocumento5 páginasCICLODEXTRINASMaria VictoriaAún no hay calificaciones