También podría gustarte
- 1er Informe de FundicionDocumento19 páginas1er Informe de FundicionFiorelaRosarioJimenezLopezAún no hay calificaciones
- INFORMe de MaquinadoDocumento19 páginasINFORMe de MaquinadoGustavoAún no hay calificaciones
- 05 Fundición PDFDocumento9 páginas05 Fundición PDFAndrea Yanac PumaAún no hay calificaciones
- Practica FundicionDocumento13 páginasPractica FundicionJimena RamosAún no hay calificaciones
- INFORME N°4 Marco TeoricoDocumento9 páginasINFORME N°4 Marco TeoricoLeonardo VillanuevaAún no hay calificaciones
- G2-Ingenieria Industrial-R12Documento11 páginasG2-Ingenieria Industrial-R12ROMER CHOQUERIVE CHOQUEAún no hay calificaciones
- Presentación Laboratorio #5 de Diseño y Creatividad IDocumento16 páginasPresentación Laboratorio #5 de Diseño y Creatividad ICarlos CordobaAún no hay calificaciones
- 12 BDocumento33 páginas12 BJunior C. ArrigoniAún no hay calificaciones
- Proyecto de CementacionDocumento28 páginasProyecto de CementacionRudy Choque SanchezAún no hay calificaciones
- Informe 4 ProcesosDocumento39 páginasInforme 4 ProcesosAnonymous TFLtpxuWZAún no hay calificaciones
- Presentacion Del ProyectoDocumento36 páginasPresentacion Del ProyectoJose Andres SolorzanoAún no hay calificaciones
- Informe N°3 - Moldeo y Colada - MC216-CDocumento20 páginasInforme N°3 - Moldeo y Colada - MC216-Cenrique AlcarrazAún no hay calificaciones
- Informe N°3 - Moldeo y Colada - MC216-CDocumento20 páginasInforme N°3 - Moldeo y Colada - MC216-Cenrique Alcarraz100% (1)
- 5to Labo Soli 19-2 PDFDocumento20 páginas5to Labo Soli 19-2 PDFKimsito Al TlvAún no hay calificaciones
- 1 Er Examen de FundiDocumento4 páginas1 Er Examen de FundiJOAN RODOLFO PURIS CONDORAún no hay calificaciones
- Act6 PDMDocumento14 páginasAct6 PDMavilesabarcaAún no hay calificaciones
- Practica de FundicionDocumento19 páginasPractica de FundicionjosueAún no hay calificaciones
- Deber5 FundicionDocumento4 páginasDeber5 FundicionCésar PillajoAún no hay calificaciones
- Proyecto Diseño de Mezcladora de Eje Vertical - Ok-1Documento21 páginasProyecto Diseño de Mezcladora de Eje Vertical - Ok-1cutibebeAún no hay calificaciones
- Reporte Moldeo en Arena PDFDocumento10 páginasReporte Moldeo en Arena PDFvilz083Aún no hay calificaciones
- Informe Acabado de Moldeo y ColadaDocumento20 páginasInforme Acabado de Moldeo y ColadanirvanaAún no hay calificaciones
- Moldeo y ColadaDocumento23 páginasMoldeo y ColadaJose Alejandro Orellana SolisAún no hay calificaciones
- Informe - Moldeo y ColadaDocumento23 páginasInforme - Moldeo y ColadaDavid Fernández Villanueva100% (1)
- Metodo Agregado Global BARZOLADocumento38 páginasMetodo Agregado Global BARZOLAMiguel RomeroAún no hay calificaciones
- Metodo Del Agregado Global para El Diseño de Mezclas de ConcretoDocumento38 páginasMetodo Del Agregado Global para El Diseño de Mezclas de ConcretoHidalgo Diaz CespedesAún no hay calificaciones
- Moldeo y ColadaDocumento22 páginasMoldeo y ColadaOscar GuillermoAún no hay calificaciones
- Trabajo Final de Tecnologia de Los MetalesDocumento15 páginasTrabajo Final de Tecnologia de Los MetalesJefferson CoronelAún no hay calificaciones
- Final 3 Ensayo de ArenaDocumento20 páginasFinal 3 Ensayo de ArenaAlfredo BellidoAún no hay calificaciones
- Actividad 6 Procesos de ManufacturaDocumento8 páginasActividad 6 Procesos de ManufacturaIvanAún no hay calificaciones
- Tipos de ModelosDocumento23 páginasTipos de ModelosEdinson Raul Quispe100% (1)
- Diseño de Una Chancadora de Piedras - Semana 2Documento4 páginasDiseño de Una Chancadora de Piedras - Semana 2Mario LlanosAún no hay calificaciones
- Universidad Nacional Autónoma de México: Facultad de IngenieríaDocumento9 páginasUniversidad Nacional Autónoma de México: Facultad de IngenieríaIrving FloresAún no hay calificaciones
- Proceso de Fundicion. MEJIA CRUZDocumento19 páginasProceso de Fundicion. MEJIA CRUZLuis F Mejia CruzAún no hay calificaciones
- Unidad 3Documento51 páginasUnidad 3AmbarAún no hay calificaciones
- Cuestionario Tema 12-1Documento17 páginasCuestionario Tema 12-1Patricia LopezAún no hay calificaciones
- Cementacion y RevestidoresDocumento41 páginasCementacion y RevestidoresJhoselin T' PérezAún no hay calificaciones
- Practica FundicionDocumento9 páginasPractica FundicionGussy BedollitaAún no hay calificaciones
- Resumen Fundición de Metales: Diseño, Materiales, y Consideraciones EconómicasDocumento8 páginasResumen Fundición de Metales: Diseño, Materiales, y Consideraciones EconómicasDaniel Vargas TrujilloAún no hay calificaciones
- PROCESO DE FUNDICON SummerDocumento15 páginasPROCESO DE FUNDICON Summerdennis quispe bedoyaAún no hay calificaciones
- Produccion de Piezas FundidasDocumento11 páginasProduccion de Piezas Fundidashdcs93Aún no hay calificaciones
- 6.4° Plan Ses - Estud. (Sem 7 y 8) Oaw-Vi (1) SandovalDocumento12 páginas6.4° Plan Ses - Estud. (Sem 7 y 8) Oaw-Vi (1) SandovalJordan RamosAún no hay calificaciones
- Inf Proc 2 - Moldeo y ColadaDocumento26 páginasInf Proc 2 - Moldeo y ColadaAnonymous qMLK5yxZsFAún no hay calificaciones
- Procesos de Fabricación N°1 (Prueba N°1)Documento20 páginasProcesos de Fabricación N°1 (Prueba N°1)Gabriel Valencia AvilaAún no hay calificaciones
- Etapas de La FundicionDocumento6 páginasEtapas de La FundicionJhonatan Ansualdo ValdezAún no hay calificaciones
- Fundiciones Procesos de ManufacturaDocumento30 páginasFundiciones Procesos de Manufacturaand1pr0Aún no hay calificaciones
- Fundicion de MetalesDocumento22 páginasFundicion de MetalesLincol Alvarado MendozaAún no hay calificaciones
- Taller Electiva-Mecánica Industrial - 4 Corte JOHAN AVENDAÑODocumento4 páginasTaller Electiva-Mecánica Industrial - 4 Corte JOHAN AVENDAÑOJOHAN ALEXANDER AVENDAÑO QUIROGAAún no hay calificaciones
- Laboratorio 3 Procesos de FundiciónDocumento7 páginasLaboratorio 3 Procesos de FundiciónLuisa AcostaAún no hay calificaciones
- Fundicion de AluminioDocumento9 páginasFundicion de AluminioLuis Condo AlvarezAún no hay calificaciones
- MC214C Labo 01 ANALISIS DE ARENADocumento20 páginasMC214C Labo 01 ANALISIS DE ARENAGaaaaaaaaaaaaaAún no hay calificaciones
- Fundicion Informe COMPLETODocumento29 páginasFundicion Informe COMPLETOROMEL VALQUI RAMIREZAún no hay calificaciones
- Fundición - Ta1Documento14 páginasFundición - Ta1AdrianaAún no hay calificaciones
- MOLDEADO DE UNA PIEZA DE AJEDREZ CON YESO InformeDocumento18 páginasMOLDEADO DE UNA PIEZA DE AJEDREZ CON YESO InformeNestor Zinan RzAún no hay calificaciones
- Informe EmbutidoDocumento12 páginasInforme EmbutidoWilmar Huaccachi100% (1)
- Mecánica de la fractura y análisis de falla en metalesDe EverandMecánica de la fractura y análisis de falla en metalesCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Perforación con tubería de revestimiento en la construcción del hoyo superficial en campos petrolerosDe EverandPerforación con tubería de revestimiento en la construcción del hoyo superficial en campos petrolerosCalificación: 5 de 5 estrellas5/5 (3)
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Avance Revision de Informacion ActualDocumento22 páginasAvance Revision de Informacion ActualAngel rojas sotoAún no hay calificaciones
- Pregunta 3Documento2 páginasPregunta 3Angel rojas sotoAún no hay calificaciones
- Respeto y AnimalitosDocumento2 páginasRespeto y AnimalitosAngel rojas sotoAún no hay calificaciones
- Codigo Power BiDocumento1 páginaCodigo Power BiAngel rojas sotoAún no hay calificaciones
- Terminos MedioambientalesDocumento6 páginasTerminos MedioambientalesAngel rojas sotoAún no hay calificaciones
- TemblorDocumento1 páginaTemblorAngel rojas sotoAún no hay calificaciones
- Inf. Metalografia CuantitativaDocumento10 páginasInf. Metalografia CuantitativaAngel rojas sotoAún no hay calificaciones
- Composición CentesimalDocumento5 páginasComposición CentesimalAngel rojas sotoAún no hay calificaciones
- Colada en FrioDocumento4 páginasColada en FrioAngel rojas sotoAún no hay calificaciones
- Momento de FuerzaDocumento3 páginasMomento de FuerzaAngel rojas sotoAún no hay calificaciones
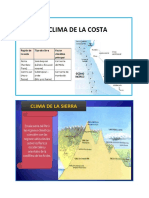
- Climas Costa Sierra SelvaDocumento2 páginasClimas Costa Sierra SelvaAngel rojas sotoAún no hay calificaciones
- Cultura MochicaDocumento6 páginasCultura MochicaAngel rojas soto100% (1)
- DocumentoDocumento3 páginasDocumentoAngel rojas sotoAún no hay calificaciones
- Cultura ChavínDocumento1 páginaCultura ChavínAngel rojas sotoAún no hay calificaciones
- Día Mundial Del FolcloreDocumento2 páginasDía Mundial Del FolcloreAngel rojas sotoAún no hay calificaciones
- INFORME N4xdxddxxddxdxdxdxdxDocumento38 páginasINFORME N4xdxddxxddxdxdxdxdxAngel rojas sotoAún no hay calificaciones
- Día Mundial Del FolcloreDocumento2 páginasDía Mundial Del FolcloreAngel rojas sotoAún no hay calificaciones
- Declaracion Jurada SariDocumento1 páginaDeclaracion Jurada SariAngel rojas sotoAún no hay calificaciones
- Discurso EducacionDocumento1 páginaDiscurso EducacionAngel rojas sotoAún no hay calificaciones
- Cultura MochicaDocumento2 páginasCultura MochicaRoxana PachecoAún no hay calificaciones
- Composición CentesimalDocumento5 páginasComposición CentesimalAngel rojas sotoAún no hay calificaciones
- Cultura ChavínDocumento1 páginaCultura ChavínAngel rojas sotoAún no hay calificaciones
- 3 Informe de FicoDocumento34 páginas3 Informe de FicoAngel rojas sotoAún no hay calificaciones
- Informe N4Documento27 páginasInforme N4Angel rojas sotoAún no hay calificaciones
- 2 Informe de FicoDocumento30 páginas2 Informe de FicoAngel rojas sotoAún no hay calificaciones
- 4 To Infoirme de FicoDocumento37 páginas4 To Infoirme de FicoAngel rojas sotoAún no hay calificaciones
- Informe de SolidificacionDocumento13 páginasInforme de SolidificacionAngel rojas sotoAún no hay calificaciones
- Lab3 FlujoDocumento10 páginasLab3 FlujoAngel rojas sotoAún no hay calificaciones
- Lab 5 FicooDocumento15 páginasLab 5 FicooAngel rojas sotoAún no hay calificaciones
- Informe de CeramicaDocumento19 páginasInforme de CeramicaAngel rojas sotoAún no hay calificaciones
- Informe de Moldeo y ColadaDocumento22 páginasInforme de Moldeo y ColadakevinAún no hay calificaciones
- Quimica Inorganica AvanzadaDocumento94 páginasQuimica Inorganica AvanzadaMartu Betancu0% (1)
- Fabricacion de BalasDocumento3 páginasFabricacion de BalasJhamilRiosOrdoñezAún no hay calificaciones
- 5 Reacciones de Sustitución Nucleófila y EliminaciónDocumento79 páginas5 Reacciones de Sustitución Nucleófila y EliminaciónAnaAún no hay calificaciones
- Etanol UltimaDocumento36 páginasEtanol UltimaLuis Eduardo Gale ArmestoAún no hay calificaciones
- Valorización de Residuos Agroindustriales de Berries en El Desarrollo de Películas Biodegradables A Base de Pectina para Monitoreo de Vida Útil de Salmón FrescoDocumento8 páginasValorización de Residuos Agroindustriales de Berries en El Desarrollo de Películas Biodegradables A Base de Pectina para Monitoreo de Vida Útil de Salmón FrescoernestoAún no hay calificaciones
- MSDS - Manta Refractaria - Fibra de VidrioDocumento7 páginasMSDS - Manta Refractaria - Fibra de VidrioKarlem Comas ValencianoAún no hay calificaciones
- VIDAL REQUENA Y-WPS OfficeDocumento11 páginasVIDAL REQUENA Y-WPS OfficeKilder CFerAún no hay calificaciones
- Universidad Arturo Prat HidrometalurgiaDocumento103 páginasUniversidad Arturo Prat HidrometalurgiaRichard CorsinoAún no hay calificaciones
- Principales Componentes de La Herramienta y Alternativas DediseñoDocumento10 páginasPrincipales Componentes de La Herramienta y Alternativas DediseñoArturo Perez GuzmanAún no hay calificaciones
- 2 Estructura Del Proceso Del DiseñoDocumento4 páginas2 Estructura Del Proceso Del DiseñoDv MarAún no hay calificaciones
- Importancia de Los Organelos CelularesDocumento3 páginasImportancia de Los Organelos CelularesSandra J Paredes100% (1)
- Manual de Megane II - Motor 1.6i 16vDocumento33 páginasManual de Megane II - Motor 1.6i 16vbrayanhorvathrozas87% (39)
- Tinte de Cabello FinalDocumento19 páginasTinte de Cabello FinalJuan Jose Vaca AlmendárizAún no hay calificaciones
- Informe Análisis de Combustibles Lìquidos PDFDocumento8 páginasInforme Análisis de Combustibles Lìquidos PDFpattylopezluna100% (1)
- Elementos de La Tabla PeriodicaDocumento6 páginasElementos de La Tabla PeriodicaOSWALDO GUTIERREZ STERLINGAún no hay calificaciones
- Quimica Práctica 4 - Ley de La Conservación de La Materia (2020)Documento8 páginasQuimica Práctica 4 - Ley de La Conservación de La Materia (2020)Oscar alfredo Flores MaresAún no hay calificaciones
- Quimica AnaliticaDocumento14 páginasQuimica AnaliticaJhorsy Coronel GoicocheaAún no hay calificaciones
- Farmacologia Trabajo 3 ANA MACIASDocumento22 páginasFarmacologia Trabajo 3 ANA MACIASana mariaAún no hay calificaciones
- Guia Ejercicios Numero de OxidacionDocumento3 páginasGuia Ejercicios Numero de OxidacionjulianmardukAún no hay calificaciones
- Manual de Operacion 500 Amp.Documento40 páginasManual de Operacion 500 Amp.isleño1100% (1)
- Materiales Cerámicos SuperconductoresDocumento56 páginasMateriales Cerámicos SuperconductoresSeño Karina Bravo67% (3)
- Alótropos de CarbonoDocumento1 páginaAlótropos de CarbonoTadeo Viteri DávilaAún no hay calificaciones
- Química 4.Documento22 páginasQuímica 4.Miguel ACOSTAAún no hay calificaciones
- Vias Metabolicas Carbohidratos y LípidosDocumento6 páginasVias Metabolicas Carbohidratos y LípidosJohan Stiven RamirezAún no hay calificaciones
- TAI136 SaponificacionDocumento43 páginasTAI136 SaponificacionFRANK GARCIAAún no hay calificaciones
- Calculo de La Dosificacion de Materiales para Hormigones y MorterosDocumento6 páginasCalculo de La Dosificacion de Materiales para Hormigones y MorterosNicholas WilkersonAún no hay calificaciones
- Manual Termo Electrico 2009Documento4 páginasManual Termo Electrico 2009Matthew ThomasAún no hay calificaciones
- Mapa Conceptual Del MetabolismoDocumento2 páginasMapa Conceptual Del MetabolismoDiego Andres Garcia100% (1)