También podría gustarte
- Etapas Del Proceso de FundiciónDocumento5 páginasEtapas Del Proceso de FundiciónAlfonso Mendez CruzAún no hay calificaciones
- Etapas Del Proceso de FundicionDocumento6 páginasEtapas Del Proceso de Fundicionbarbara castilloAún no hay calificaciones
- Etapas Del Proceso de FundiciónDocumento5 páginasEtapas Del Proceso de FundiciónJorge AntonioAún no hay calificaciones
- Moldes fundición procesoDocumento47 páginasMoldes fundición procesoMerlysAún no hay calificaciones
- PROCESO DE FUNDICON SummerDocumento15 páginasPROCESO DE FUNDICON Summerdennis quispe bedoyaAún no hay calificaciones
- Proceso de FundiciónDocumento3 páginasProceso de Fundicióncontrajose3Aún no hay calificaciones
- Proceso Tecnológico de FundiciónDocumento3 páginasProceso Tecnológico de FundiciónBenjamin Alex Torrico La Fuente100% (1)
- Proceso de Fundicion. MEJIA CRUZDocumento19 páginasProceso de Fundicion. MEJIA CRUZLuis F Mejia CruzAún no hay calificaciones
- Informe N°3 - Moldeo y Colada - MC216-CDocumento20 páginasInforme N°3 - Moldeo y Colada - MC216-Cenrique AlcarrazAún no hay calificaciones
- Informe N°3 - Moldeo y Colada - MC216-CDocumento20 páginasInforme N°3 - Moldeo y Colada - MC216-Cenrique Alcarraz100% (1)
- Practica FundicionDocumento13 páginasPractica FundicionJimena RamosAún no hay calificaciones
- Procesos Primarios de Manufactura (Fundiciones y Procesos de Aceracion)Documento11 páginasProcesos Primarios de Manufactura (Fundiciones y Procesos de Aceracion)Marlon Torres PerezAún no hay calificaciones
- Trabajo de AluminioDocumento22 páginasTrabajo de Aluminiokleyjarh100% (1)
- Molde único - Fundición centrífugaDocumento4 páginasMolde único - Fundición centrífugaAlex R Huillca DominguezAún no hay calificaciones
- FUNDICIONDocumento63 páginasFUNDICIONArleth SilesAún no hay calificaciones
- Proceso fundición aluminioDocumento10 páginasProceso fundición aluminioFranco Emerson CcottonAún no hay calificaciones
- DOCUMENTODocumento19 páginasDOCUMENTOCESAR LUCAS GARCIAAún no hay calificaciones
- Informe de Fundición de Aluminio en Molde de Arena Verde 2.0Documento15 páginasInforme de Fundición de Aluminio en Molde de Arena Verde 2.0Sebastián GallegoAún no hay calificaciones
- Reporte Moldeo en Arena PDFDocumento10 páginasReporte Moldeo en Arena PDFvilz083Aún no hay calificaciones
- Moldeo y ColadaDocumento14 páginasMoldeo y ColadaPaul CarcasiAún no hay calificaciones
- Fundamentos de La Fundicion de MetalesDocumento9 páginasFundamentos de La Fundicion de Metaleselchore69100% (1)
- Que Es La FundicionDocumento11 páginasQue Es La FundicionCarlos FerrufinoAún no hay calificaciones
- FUNDICIONESDocumento10 páginasFUNDICIONESLuis Orozco VenegasAún no hay calificaciones
- Visita Tecnica FundidoraDocumento7 páginasVisita Tecnica FundidoraJose HernandezAún no hay calificaciones
- Fundamentos Del Proceso de FundiciónDocumento10 páginasFundamentos Del Proceso de FundiciónAnonymous vU7CuP100% (1)
- Guias de Laboratorio 1 de Manufactura FUNDICION en ARENADocumento10 páginasGuias de Laboratorio 1 de Manufactura FUNDICION en ARENAFrank de la CruzAún no hay calificaciones
- Procesos Primarios de Formación para La ManufacturaDocumento10 páginasProcesos Primarios de Formación para La ManufacturaGonzalo Ruiz100% (1)
- Triptico Expofim 2013Documento3 páginasTriptico Expofim 2013Shego LinaresAún no hay calificaciones
- Informe FundicionDocumento7 páginasInforme FundicionDayana LizethAún no hay calificaciones
- Procesos de Fundición de MetalesDocumento12 páginasProcesos de Fundición de MetalesLuis Angel RojasAún no hay calificaciones
- Cap 1Documento25 páginasCap 1Mary CastilloAún no hay calificaciones
- Procesos de FabricacionDocumento7 páginasProcesos de FabricacionH Daniel CastilloAún no hay calificaciones
- Fundición metales procesosDocumento40 páginasFundición metales procesosJOSE ALEJANDRO ALE BURGOSAún no hay calificaciones
- Informe de Practica de Fundicion en ArenaDocumento12 páginasInforme de Practica de Fundicion en ArenaPaul Quimbiamba100% (2)
- Cap - 11 - Procesos de Fundición de MetalesDocumento35 páginasCap - 11 - Procesos de Fundición de MetalesMerlínAún no hay calificaciones
- Ensayo Moldeo y FundicionDocumento15 páginasEnsayo Moldeo y FundicionEduardo ferraezAún no hay calificaciones
- UNIDAD 2 FundicionDocumento28 páginasUNIDAD 2 FundicionMauricio Espinosa de los MonterosAún no hay calificaciones
- FundicionDocumento26 páginasFundicionLikanonAún no hay calificaciones
- Proceso de ColadaDocumento36 páginasProceso de ColadaEva RaincaAún no hay calificaciones
- Fundicion Informe COMPLETODocumento29 páginasFundicion Informe COMPLETOROMEL VALQUI RAMIREZAún no hay calificaciones
- Proceso de MoldeoDocumento12 páginasProceso de MoldeoGabriel FuentesAún no hay calificaciones
- Fundición Del Aluminio Ind 225Documento9 páginasFundición Del Aluminio Ind 225Carla FloresAún no hay calificaciones
- Trabajo FundiciónDocumento4 páginasTrabajo FundiciónJuan NegreteAún no hay calificaciones
- Informe de Visita Técnica A Fundidora MejíaDocumento8 páginasInforme de Visita Técnica A Fundidora MejíaFeLipe MaldOnadoAún no hay calificaciones
- Proceso de fundición de engranajesDocumento17 páginasProceso de fundición de engranajesLuis Fernando Pedraza ClarosAún no hay calificaciones
- Proceso de Fundicion. Geoswald MendozaDocumento35 páginasProceso de Fundicion. Geoswald MendozageoswaldAún no hay calificaciones
- Mediciones laboratorio fundiciónDocumento16 páginasMediciones laboratorio fundiciónjorgeAún no hay calificaciones
- Ahi Ta Che ImprimeloDocumento10 páginasAhi Ta Che ImprimeloJano EstradaAún no hay calificaciones
- Chumacera Documentación Del ProductoDocumento12 páginasChumacera Documentación Del ProductoKevin Valdez100% (1)
- Proceso de FundicionDocumento13 páginasProceso de FundicionJhonatan GarciaAún no hay calificaciones
- Procesos de FundicionDocumento32 páginasProcesos de FundicionMarco BardalesAún no hay calificaciones
- Practica FundiciónDocumento7 páginasPractica FundiciónAlejandro Marin SuarezAún no hay calificaciones
- Puntos de fusión metalesDocumento5 páginasPuntos de fusión metalesJuan Sebastián Nuñez MoralesAún no hay calificaciones
- MOLDEDocumento14 páginasMOLDEGustavo García SánchezAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Problemas de Termodinámica Del Acero LíquidoDocumento13 páginasProblemas de Termodinámica Del Acero LíquidoJhonatan Ansualdo ValdezAún no hay calificaciones
- Al Eaci OnesDocumento1 páginaAl Eaci OnesJhonatan Ansualdo ValdezAún no hay calificaciones
- Diseño de Planata para Del Hierro para La SiderurgiaDocumento41 páginasDiseño de Planata para Del Hierro para La SiderurgiaJhonatan Ansualdo ValdezAún no hay calificaciones
- Objetiv OsDocumento8 páginasObjetiv OsJhonatan Ansualdo ValdezAún no hay calificaciones
- Proceso HidrometalurgicoDocumento1 páginaProceso HidrometalurgicoJhonatan Ansualdo ValdezAún no hay calificaciones
- CoqueDocumento3 páginasCoqueAbraham Martinez DavilaAún no hay calificaciones
- Alto HornoDocumento3 páginasAlto HornoinoxasAún no hay calificaciones
- Dirección de AdministraciónDocumento4 páginasDirección de AdministraciónJhonatan Ansualdo ValdezAún no hay calificaciones
- Alto HornoDocumento8 páginasAlto Horno131215175Aún no hay calificaciones
- Al Eaci OnesDocumento1 páginaAl Eaci OnesJhonatan Ansualdo ValdezAún no hay calificaciones
- Dirección Administrativa2Documento4 páginasDirección Administrativa2Jhonatan Ansualdo ValdezAún no hay calificaciones
- Objetiv OsDocumento8 páginasObjetiv OsJhonatan Ansualdo ValdezAún no hay calificaciones
- Función Error y ComplementariaDocumento2 páginasFunción Error y ComplementariaJhonatan Ansualdo ValdezAún no hay calificaciones
- CorreoelectrónicoDocumento17 páginasCorreoelectrónicoJhonatan Ansualdo ValdezAún no hay calificaciones
- 1-Historia de La ComputaciónDocumento57 páginas1-Historia de La ComputaciónJhonatan Ansualdo ValdezAún no hay calificaciones
- 5 Factores de ConversiónDocumento2 páginas5 Factores de ConversiónJhonatan Ansualdo ValdezAún no hay calificaciones
- CorreoelectrónicoDocumento17 páginasCorreoelectrónicoJhonatan Ansualdo ValdezAún no hay calificaciones
- Colada Continua LingoteraDocumento3 páginasColada Continua LingoteraJhonatan Ansualdo ValdezAún no hay calificaciones
- Deformacion Volumetrica en El Trabajo de MetalesDocumento5 páginasDeformacion Volumetrica en El Trabajo de MetalesJhonatan Ansualdo ValdezAún no hay calificaciones
- Caracterización Físicoquímica de Acreciones Presentes en Un Horno de Lecho Fluidizado para La Tostación de Blenda.Documento7 páginasCaracterización Físicoquímica de Acreciones Presentes en Un Horno de Lecho Fluidizado para La Tostación de Blenda.Jhonatan Ansualdo Valdez100% (1)
- Balance de MateriaDocumento22 páginasBalance de MateriaCarlos Sarmiento75% (8)
- Ceramic ADocumento22 páginasCeramic AJhonatan Ansualdo ValdezAún no hay calificaciones
- Guia Rapida de Citas ApaDocumento5 páginasGuia Rapida de Citas ApaAgustina MaAún no hay calificaciones
- Separata Mecánica de FluidosDocumento82 páginasSeparata Mecánica de FluidosJhonatan Ansualdo ValdezAún no hay calificaciones
- Normas ApaDocumento10 páginasNormas ApawilliamolgAún no hay calificaciones
- 03 Cinematica PDFDocumento126 páginas03 Cinematica PDFEduardo cañolaAún no hay calificaciones
- Conocimiento Especulativo y Conocimiento PrácticoDocumento10 páginasConocimiento Especulativo y Conocimiento PrácticoJessAún no hay calificaciones
- Tesis de Pavimentos PaulDocumento8 páginasTesis de Pavimentos PaulPaul Cespedes EstelaAún no hay calificaciones
- Registros de Desviación de PozosDocumento5 páginasRegistros de Desviación de PozosMayruth MoyaAún no hay calificaciones
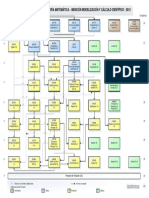
- Malla Curricular Ing Matematica Mencion Modelizacion PDFDocumento1 páginaMalla Curricular Ing Matematica Mencion Modelizacion PDFbartolome777ooAún no hay calificaciones
- Fisica Sem 3Documento4 páginasFisica Sem 3Juanjo Peña SantosAún no hay calificaciones
- CAPITULO 10 PandeoDocumento29 páginasCAPITULO 10 PandeoUnlockd HumaAún no hay calificaciones
- 8 Hidrostatica1Documento4 páginas8 Hidrostatica1Estefany GomezAún no hay calificaciones
- Aprender A Pensar RutherfordDocumento2 páginasAprender A Pensar RutherfordhectorAún no hay calificaciones
- Niven, Larry - Vuela de NocheDocumento44 páginasNiven, Larry - Vuela de Nochemanelr8a100% (1)
- Mejora servicios educativos IE HuaytorcoDocumento16 páginasMejora servicios educativos IE Huaytorcoana chiclayoAún no hay calificaciones
- ConfortDocumento71 páginasConfortvladimirjlgAún no hay calificaciones
- MetalDocumento53 páginasMetalda nAún no hay calificaciones
- Introducción a la formulación magistralDocumento16 páginasIntroducción a la formulación magistralIvan Camilo Gómez100% (2)
- Grupo Electrogeno de 170 KWDocumento2 páginasGrupo Electrogeno de 170 KWWilian CastroAún no hay calificaciones
- Superficies P4 - S. D. CurvaturaDocumento16 páginasSuperficies P4 - S. D. CurvaturaAna MoriAún no hay calificaciones
- Ensayo de Tiempo de FraguaDocumento9 páginasEnsayo de Tiempo de FraguaManuel MiguelAún no hay calificaciones
- Disoluciones y diluciones: problemas resueltosDocumento5 páginasDisoluciones y diluciones: problemas resueltosAlex QuicenoAún no hay calificaciones
- NEWTON RAPHSON Modelado FINALDocumento5 páginasNEWTON RAPHSON Modelado FINALJonathan Andrés PullasAún no hay calificaciones
- Reporte de EstadiasDocumento44 páginasReporte de EstadiasJuan CarlosAún no hay calificaciones
- Laboratorio de Fisica IiDocumento12 páginasLaboratorio de Fisica Iihernan osorioAún no hay calificaciones
- Mapa Conceptual de Tan Solo Una IlucionDocumento6 páginasMapa Conceptual de Tan Solo Una Ilucionjohnjar_512141Aún no hay calificaciones
- Arquitectura Fluidos en La ConstruccionDocumento4 páginasArquitectura Fluidos en La ConstruccionDanny RamirezAún no hay calificaciones
- Empaque de AlimentosDocumento4 páginasEmpaque de Alimentostbautistadiego100% (1)
- Luz Desde Luxor - Serapis BeyDocumento50 páginasLuz Desde Luxor - Serapis Beyferlumen92% (13)
- Prueba de motor compresor herméticoDocumento8 páginasPrueba de motor compresor herméticoGerardo Alexander Tapia MayhuireAún no hay calificaciones
- Tarea 3 Estadistica 2Documento6 páginasTarea 3 Estadistica 2jottamAún no hay calificaciones
- Analisis Estructural I Estructura en Un PuenteDocumento51 páginasAnalisis Estructural I Estructura en Un PuenteWalter Darwin SacacaAún no hay calificaciones
- Viga Rectangular Doblemente ArmadaDocumento8 páginasViga Rectangular Doblemente ArmadaNeyda PacayAún no hay calificaciones
- Calculo para Determinar Las Constantes Opticas en Peliculas Delgadas de Silicio PorosoDocumento5 páginasCalculo para Determinar Las Constantes Opticas en Peliculas Delgadas de Silicio PorosoRaul Duarte100% (1)