También podría gustarte
- Auditoria de Mantenimiento 8 H - Panamá 2014Documento70 páginasAuditoria de Mantenimiento 8 H - Panamá 2014Abel Carr100% (1)
- PantallaDocumento8 páginasPantallaNicolás Suárez OsorioAún no hay calificaciones
- RCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezDocumento33 páginasRCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezSther SarmyAún no hay calificaciones
- Riesgos Eq. Medicos y Afines IVDocumento86 páginasRiesgos Eq. Medicos y Afines IVNoe Muñoz QuitoAún no hay calificaciones
- Tesis MantenimientoDocumento1 páginaTesis MantenimientosharonAún no hay calificaciones
- Trabajo de RCM-paretoDocumento20 páginasTrabajo de RCM-paretoJose Luis Guillen DominguezAún no hay calificaciones
- Hoja Fmeca RCMDocumento1 páginaHoja Fmeca RCMRonald Cuenta MamaniAún no hay calificaciones
- Diagnostico Equipos Ambientes de Electronic ADocumento22 páginasDiagnostico Equipos Ambientes de Electronic Ax3ro0% (1)
- Grupo Electrogeno EspecificacionesDocumento2 páginasGrupo Electrogeno EspecificacionesPaul Ramirez HoyosAún no hay calificaciones
- 9.0 Control de La Contaminación ISO 4406 - V1Documento18 páginas9.0 Control de La Contaminación ISO 4406 - V1Rodriguez Torres DiegoAún no hay calificaciones
- Análisis de Problemas - ACRDocumento56 páginasAnálisis de Problemas - ACRCamilo Alejandro García EspinosaAún no hay calificaciones
- Gestion Del Mantenimiento Predictivo - ArequipaDocumento8 páginasGestion Del Mantenimiento Predictivo - ArequipaManuel Peralta Beltran100% (1)
- c4 Mantenimiento IndustrialDocumento37 páginasc4 Mantenimiento IndustrialDocenteMarcelaOyarceAún no hay calificaciones
- Autoevaluación 1 - GESTION DE MANTENIMIENTO - 9342)Documento6 páginasAutoevaluación 1 - GESTION DE MANTENIMIENTO - 9342)Jairo Fabian Rodas VilelaAún no hay calificaciones
- Protocolos Aceite Trafo GloriaDocumento2 páginasProtocolos Aceite Trafo Gloriaalex alejandroAún no hay calificaciones
- Tarea de Mantenimiento WiLliDocumento26 páginasTarea de Mantenimiento WiLliana celiaAún no hay calificaciones
- T Espe 048642 DDocumento57 páginasT Espe 048642 Damoli001Aún no hay calificaciones
- Brochure Kassel Group y Union MetrologicaDocumento24 páginasBrochure Kassel Group y Union MetrologicaNeverr Alberto UruetaAún no hay calificaciones
- c6 Mantenimiento IndustrialDocumento24 páginasc6 Mantenimiento IndustrialDocenteMarcelaOyarceAún no hay calificaciones
- TDR Mantenimiento Grupos Electrogenos 2022 Ud JuninDocumento8 páginasTDR Mantenimiento Grupos Electrogenos 2022 Ud JuninEncarnacion Tarco QuispeAún no hay calificaciones
- Definición de Pantalla de PlasmaDocumento4 páginasDefinición de Pantalla de PlasmaEmiro Mena MurilloAún no hay calificaciones
- ESPAÑOL A-RCM 8 Deepak Prabhakar P.en - EsDocumento8 páginasESPAÑOL A-RCM 8 Deepak Prabhakar P.en - EsMIIIGUELAún no hay calificaciones
- Expo 04 - Estrategia para Optimizar El Uso de Los ActivosDocumento26 páginasExpo 04 - Estrategia para Optimizar El Uso de Los ActivosLuis Alberto Carrera FernandezAún no hay calificaciones
- U6 La Auditoria Del MantenimientoDocumento97 páginasU6 La Auditoria Del MantenimientoJureico Reynald Cornejo UrteagaAún no hay calificaciones
- Gestión de Costos de MantenimientoDocumento8 páginasGestión de Costos de MantenimientoAlfredo CervAún no hay calificaciones
- DMP - RT - Edward JohnsDocumento107 páginasDMP - RT - Edward Johnsojeda gAún no hay calificaciones
- Hi 03 FM4Documento8 páginasHi 03 FM4ALEJANDRO H. TAPIA SEDANOAún no hay calificaciones
- Taller de Calculo de Equipos, Costos Y Componentes Sistemas de Vapor en La IndustriaDocumento132 páginasTaller de Calculo de Equipos, Costos Y Componentes Sistemas de Vapor en La IndustriaRafael CalleAún no hay calificaciones
- ACR Plus en Las Fallas Recurrentes de Un Motor - Ventilador Edgar Fuenmayor 2020Documento28 páginasACR Plus en Las Fallas Recurrentes de Un Motor - Ventilador Edgar Fuenmayor 2020Elvis DiazAún no hay calificaciones
- Plan de Gestión de Mantenimiento para La Empresa CamarDocumento70 páginasPlan de Gestión de Mantenimiento para La Empresa CamarEDSON JOSE ALDAIR TRELLES VALLADARESAún no hay calificaciones
- Guias de Equipos Biomedicos PeriapicalDocumento2 páginasGuias de Equipos Biomedicos PeriapicalHeidy Nathaly Barreto OcampoAún no hay calificaciones
- Ingeniería en MantenimientoDocumento25 páginasIngeniería en MantenimientoFrancisco Vargas100% (1)
- Estudios Impacto Ambiental Quitumbe Abr 20142Documento524 páginasEstudios Impacto Ambiental Quitumbe Abr 20142Carlos Andres VegaAún no hay calificaciones
- Brochure MLEDocumento14 páginasBrochure MLELuis M. ChamosoAún no hay calificaciones
- Checklist Generador de Vapor Matadero Del SurDocumento21 páginasChecklist Generador de Vapor Matadero Del SurVictor Garcia RuizAún no hay calificaciones
- Gestion MttoDocumento46 páginasGestion MttoCristian Cerquera100% (1)
- In Cuba DoraDocumento2 páginasIn Cuba DoraMarco Antonio SolizAún no hay calificaciones
- Monitores de Grado MédicoDocumento29 páginasMonitores de Grado MédicoJenni Silva100% (1)
- Glosario de Terminos en La Gestion de MantenimientoDocumento21 páginasGlosario de Terminos en La Gestion de MantenimientoJUAN CAMILO CARDENAS URRIOLA100% (1)
- Iso 14224 Guia de Catalogo de FallasDocumento12 páginasIso 14224 Guia de Catalogo de FallasSalchi PapasAún no hay calificaciones
- CALDERASDocumento10 páginasCALDERASvaneAún no hay calificaciones
- Generador 500 KvaDocumento3 páginasGenerador 500 Kvadarwin arevaloAún no hay calificaciones
- 3 - Soporte de MantenimientoDocumento51 páginas3 - Soporte de MantenimientoLeonelFernandezFernandezAún no hay calificaciones
- Trabajo de Fisica Electronica - John BenitezDocumento16 páginasTrabajo de Fisica Electronica - John BenitezJHON100% (1)
- Metodología para Diseñar Plan Maestro de Mantenimiento. PPPS.05ene2019Documento4 páginasMetodología para Diseñar Plan Maestro de Mantenimiento. PPPS.05ene2019pachecosppAún no hay calificaciones
- Modelo Entidad RelacionDocumento26 páginasModelo Entidad RelacionAntonio OchoaAún no hay calificaciones
- TermografialDocumento57 páginasTermografialJordan RiveraAún no hay calificaciones
- Resumen Del Mantenimiento IndustrialDocumento5 páginasResumen Del Mantenimiento Industrialexus1724Aún no hay calificaciones
- Medida de Descargas Parciales en Sistemas de Alta TensiónDocumento38 páginasMedida de Descargas Parciales en Sistemas de Alta TensiónLeonel VenturaAún no hay calificaciones
- Ecografo p11 Plus Especificaciones Pres.Documento10 páginasEcografo p11 Plus Especificaciones Pres.DPTO TECNICO OFICINAAún no hay calificaciones
- Presentacion Instrumentos Avanzados Mtto FUTC PDFDocumento260 páginasPresentacion Instrumentos Avanzados Mtto FUTC PDFdayana puerta parraAún no hay calificaciones
- Guia CalibracionDocumento14 páginasGuia CalibracionFam Escalante OnofreAún no hay calificaciones
- Laboratorio 1Documento15 páginasLaboratorio 1Camilo Rai Cochachin AliagaAún no hay calificaciones
- Sistema de Gestion de Activos ISO 55000 PDFDocumento1 páginaSistema de Gestion de Activos ISO 55000 PDFChristian VegaAún no hay calificaciones
- 05mantenimiento Autonomo1Documento97 páginas05mantenimiento Autonomo1jessica montielAún no hay calificaciones
- Avance 1Documento33 páginasAvance 1carlos patrickAún no hay calificaciones
- Mantenimiento AutónomoDocumento47 páginasMantenimiento AutónomoEDER ALEXI ILLERA QUINTEROAún no hay calificaciones
- "Modelo de Manejo de Mantenimiento para Equipos Mineros": Commitment Makes The DifferenceDocumento75 páginas"Modelo de Manejo de Mantenimiento para Equipos Mineros": Commitment Makes The DifferencePablo Bolivar Alicanto ConsultingAún no hay calificaciones
- Descripción de Cargo: Nombre Del Cargo: Jefatura Jerárquica: Jefatura Funcional: Subrogancia FechaDocumento4 páginasDescripción de Cargo: Nombre Del Cargo: Jefatura Jerárquica: Jefatura Funcional: Subrogancia FechaAriel panchillaAún no hay calificaciones
- Sesión 01 Introducción Al RCMDocumento14 páginasSesión 01 Introducción Al RCMNoemi Gladis Gladis TitoAún no hay calificaciones
- TFG Cap PlaDocumento178 páginasTFG Cap PlaQuant ExalmarAún no hay calificaciones
- Diseno Plan Mantenimiento Centrado Confiabilidad MCC Motores Principales Detroit DieselDocumento62 páginasDiseno Plan Mantenimiento Centrado Confiabilidad MCC Motores Principales Detroit DieselQuant ExalmarAún no hay calificaciones
- Implementacion Del RCMIIEn Planta de Produccion de LingotDocumento9 páginasImplementacion Del RCMIIEn Planta de Produccion de LingotJuan Carlos Robles ResurreccionAún no hay calificaciones
- Chorres UCA-SDDocumento135 páginasChorres UCA-SDQuant ExalmarAún no hay calificaciones
- Mantenimiento de Embarcaciones de CargaDocumento78 páginasMantenimiento de Embarcaciones de CargaZenaido Soldevilla100% (2)
- Diseno Plan Mantenimiento Centrado Confiabilidad Motores Principales Detroit Diesel y CumminsDocumento165 páginasDiseno Plan Mantenimiento Centrado Confiabilidad Motores Principales Detroit Diesel y CumminsQuant ExalmarAún no hay calificaciones
- 1 Ing Jose CamposDocumento6 páginas1 Ing Jose CamposFJRVAún no hay calificaciones
- Proyecto Eduardo Chordá FNB PDFDocumento147 páginasProyecto Eduardo Chordá FNB PDFmedievoloAún no hay calificaciones
- Tfe Mar ManDocumento249 páginasTfe Mar ManEdson AcostaAún no hay calificaciones
- Tesis VibracionesDocumento77 páginasTesis VibracionesDaniel ReyesAún no hay calificaciones
- 0062701Documento60 páginas0062701Quant ExalmarAún no hay calificaciones
- Mantenimiento PDMDocumento29 páginasMantenimiento PDMQuant ExalmarAún no hay calificaciones
- Vibraciones BuenoDocumento60 páginasVibraciones BuenommarinmrAún no hay calificaciones
- Scientia Et Technica 0122-1701: Issn: Scientia@utp - Edu.coDocumento7 páginasScientia Et Technica 0122-1701: Issn: Scientia@utp - Edu.coNoé Rafael Colorado SósolAún no hay calificaciones
- Buena PracticasDocumento11 páginasBuena PracticasQuant ExalmarAún no hay calificaciones
- Pruebas Dinámicas y Estáticas en Motores de BajaDocumento13 páginasPruebas Dinámicas y Estáticas en Motores de BajaQuant ExalmarAún no hay calificaciones
- Proyecto Eduardo Chordá FNB PDFDocumento147 páginasProyecto Eduardo Chordá FNB PDFmedievoloAún no hay calificaciones
- Gestión Indicadores TecnicosDocumento41 páginasGestión Indicadores TecnicosQuant ExalmarAún no hay calificaciones
- Mantenimiento PDMDocumento29 páginasMantenimiento PDMQuant ExalmarAún no hay calificaciones
- Static 2014Documento98 páginasStatic 2014Quant ExalmarAún no hay calificaciones
- Buena PracticasDocumento11 páginasBuena PracticasQuant ExalmarAún no hay calificaciones
- Manual de Indicadores MantenimientoDocumento49 páginasManual de Indicadores Mantenimientosirercks77% (13)
- Manual de Indicadores MantenimientoDocumento49 páginasManual de Indicadores Mantenimientosirercks77% (13)
- Dinámico 2014 Nivel 1Documento83 páginasDinámico 2014 Nivel 1JhesusErnestoZegarraAlvaAún no hay calificaciones
- Gestión Indicadores TecnicosDocumento41 páginasGestión Indicadores TecnicosQuant ExalmarAún no hay calificaciones
- Elaboración de Planes de MantenimientoDocumento67 páginasElaboración de Planes de MantenimientoQuant Exalmar100% (1)
- CATALOGO LINEA-1 AutocebanteEjeLibreDocumento12 páginasCATALOGO LINEA-1 AutocebanteEjeLibreRenzo maAún no hay calificaciones
- Manual Reductora ReintjespdfDocumento69 páginasManual Reductora ReintjespdfQuant ExalmarAún no hay calificaciones
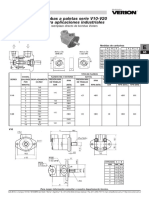
- Bombas Paletas V10 V20 Aplicaciones IndustrialesDocumento2 páginasBombas Paletas V10 V20 Aplicaciones IndustrialesSamuel Lopez BenitesAún no hay calificaciones
- 9.2.2.6 Lab - Configuring Dynamic and Static NATDocumento9 páginas9.2.2.6 Lab - Configuring Dynamic and Static NATJosselyne Fonseca0% (1)
- Ejercicios Resueltos VHDL2006Documento13 páginasEjercicios Resueltos VHDL2006Ale KeyAún no hay calificaciones
- Propiedades Reológicas de FluidosDocumento21 páginasPropiedades Reológicas de FluidosTahic P100% (1)
- Manual CFS-1 2G OzonadorDocumento91 páginasManual CFS-1 2G OzonadorErik Vazquez Ulloa100% (2)
- Especificaciones Tecnicas Agua Potable - 4C RequeDocumento131 páginasEspecificaciones Tecnicas Agua Potable - 4C RequeROBERT STEWARD COLLANTES SALAZARAún no hay calificaciones
- Trabajo Analisis de ProductoDocumento4 páginasTrabajo Analisis de ProductoSalustra A. Solarte VetancourtAún no hay calificaciones
- Armando CulataDocumento32 páginasArmando CulataDavid GomezAún no hay calificaciones
- Presupuesto Obra Diseño POR ESPACIO APTO 915Documento2 páginasPresupuesto Obra Diseño POR ESPACIO APTO 915Paula LosadaAún no hay calificaciones
- Guia Taller 04 ESR-2019-2Documento13 páginasGuia Taller 04 ESR-2019-2Jhon Guzman0% (1)
- Lab 5 - RectificadorDocumento8 páginasLab 5 - RectificadorlokomapleAún no hay calificaciones
- Semana 2 Diseño Acero y MaderaDocumento10 páginasSemana 2 Diseño Acero y MaderaHamiltón Ayala AramburúAún no hay calificaciones
- Expediente Técnico Modulo Básico Adobe Reforzado Con Geomalla Parte 1Documento39 páginasExpediente Técnico Modulo Básico Adobe Reforzado Con Geomalla Parte 1Percy Alfredo L C100% (1)
- Qgisss PDFDocumento405 páginasQgisss PDFA-k AmandaAún no hay calificaciones
- Conceptos Básicos de Pavimento RígidoDocumento6 páginasConceptos Básicos de Pavimento RígidoJuan Carlos SánchezAún no hay calificaciones
- Nicol Molecula DipolarDocumento3 páginasNicol Molecula DipolarLixmelys VillarroelAún no hay calificaciones
- El Agustino: Av. Nogales 235Documento29 páginasEl Agustino: Av. Nogales 235franperciAún no hay calificaciones
- Metodos de Produccion Feb 16 2015 PDFDocumento146 páginasMetodos de Produccion Feb 16 2015 PDFmiguemillosangelAún no hay calificaciones
- Construcción de Cajas AcústicasDocumento7 páginasConstrucción de Cajas AcústicascamacholucAún no hay calificaciones
- Deber 4 LibroDocumento6 páginasDeber 4 Librovicky mAún no hay calificaciones
- Enunciado Trabajo Final - 2023-01Documento2 páginasEnunciado Trabajo Final - 2023-01Eduardo GalvezAún no hay calificaciones
- Presentación Muros de Gaviones Carrasco para HoyDocumento91 páginasPresentación Muros de Gaviones Carrasco para HoyJohnny Ccatamayo BAún no hay calificaciones
- Examen 1 Cent Elec2 - 2020BDocumento1 páginaExamen 1 Cent Elec2 - 2020BCristian Caira PajaAún no hay calificaciones
- VSG Gradilla LeerDocumento48 páginasVSG Gradilla LeerJuan CarlosAún no hay calificaciones
- Capacitor MicroondasDocumento1 páginaCapacitor MicroondasBaltazar VargasAún no hay calificaciones
- Redes Inalambricas MonografiaDocumento10 páginasRedes Inalambricas MonografiaAyarin Rbm100% (1)
- Principio de Arquimedes PDFDocumento2 páginasPrincipio de Arquimedes PDFYessica CardenasAún no hay calificaciones
- Especificaciones Tecnicas PavimentoDocumento34 páginasEspecificaciones Tecnicas PavimentoOsman Menacho BernalAún no hay calificaciones
- ART. Comparacion Madera y Mamposteria.Documento7 páginasART. Comparacion Madera y Mamposteria.RobinsonQuiroga100% (1)
- SlimPro ManualDocumento8 páginasSlimPro Manualgilberto palmaAún no hay calificaciones
- Walworth Valvula FlotanteDocumento19 páginasWalworth Valvula FlotanteAlbert RubianoAún no hay calificaciones
- El arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]De EverandEl arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]Calificación: 3 de 5 estrellas3/5 (2)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Mucho más que una Cruz: Imágenes de la Salvación para diversos contextosDe EverandMucho más que una Cruz: Imágenes de la Salvación para diversos contextosCalificación: 3.5 de 5 estrellas3.5/5 (3)
- RELAJACIONÁNDONOS: Tus herramientas para cuerpo, mente y corazónDe EverandRELAJACIONÁNDONOS: Tus herramientas para cuerpo, mente y corazónAún no hay calificaciones















































































































![El arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]](https://imgv2-2-f.scribdassets.com/img/word_document/436374717/149x198/1f8b752e12/1699199921?v=1)