Documentos de Académico
Documentos de Profesional
Documentos de Cultura
KST GripperSpotTech 40 Es
Cargado por
emersonDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
KST GripperSpotTech 40 Es
Cargado por
emersonCopyright:
Formatos disponibles
KUKA System Technology KUKA Roboter GmbH
GripperSpotTech 4.0
Para KUKA System Software 8.3
GripperSpot-
Tech 4.0
Edición: 09.03.2016
Versión: KST GripperSpotTech 4.0 V3
GripperSpotTech 4.0
© Copyright 2016
KUKA Roboter GmbH
Zugspitzstraße 140
D-86165 Augsburg
Alemania
La reproducción de esta documentación – o parte de ella – o su facilitación a terceros solamente está
permitida con expresa autorización del KUKA Roboter GmbH.
Además del volumen descrito en esta documentación, pueden existir funciones en condiciones de
funcionamiento. El usuario no adquiere el derecho sobre estas funciones en la entrega de un aparato
nuevo, ni en casos de servicio.
Hemos controlado el contenido del presente escrito en cuanto a la concordancia con la descripción
del hardware y el software. Aún así, no pueden excluirse totalmente todas las divergencias, de modo
tal, que no aceptamos responsabilidades respecto a la concordancia total. Pero el contenido de es-
tos escritos es controlado periodicamente, y en casos de divergencia, éstas son enmendadas y pre-
sentadas correctamente en la edición siguiente.
Reservados los derechos a modificaciones técnicas que no tengan influencia en el funcionamiento.
Traducción de la documentación original
KIM-PS5-DOC
Publicación: Pub KST GripperSpotTech 4.0 (PDF) es
Estructura de libro: KST GripperSpotTech 4.0 V3.1
Versión: KST GripperSpotTech 4.0 V3
2 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
Índice
Índice
1 Introducción ................................................................................................. 5
1.1 Grupo destinatario ..................................................................................................... 5
1.2 Documentación del robot industrial ............................................................................ 5
1.3 Representación de observaciones ............................................................................. 5
1.4 Terminología utilizada ................................................................................................ 6
2 Descripción del producto ........................................................................... 7
2.1 Resumen de GripperSpotTech .................................................................................. 7
2.2 Utilización conforme a los fines previstos .................................................................. 7
3 Seguridad ..................................................................................................... 9
4 Instalación .................................................................................................... 11
4.1 Condiciones para la utilización del sistema ............................................................... 11
4.2 Instalar o actualizar GripperSpotTech ....................................................................... 11
4.3 Desinstalación GripperSpotTech ............................................................................... 11
5 Operación ..................................................................................................... 13
5.1 Menús ........................................................................................................................ 13
5.2 Selección de garra ..................................................................................................... 13
5.3 Controlar la garra manualmente ................................................................................ 13
5.3.1 Botones de estado ................................................................................................ 14
5.3.2 Indicación de los estados de conmutación ........................................................... 14
6 Configuración .............................................................................................. 17
6.1 Resumen de configuración ........................................................................................ 17
6.2 Configurar los parámetros de tecnología ................................................................... 17
6.3 Configurar una estrategia de error ............................................................................. 18
6.4 Configurar garra ......................................................................................................... 18
6.4.1 Pestaña Garra ...................................................................................................... 19
6.4.2 Pestaña estado y E/S ........................................................................................... 19
6.4.3 Pestaña Asignación .............................................................................................. 21
6.5 Configurar GripperSpotTech en WorkVisual .............................................................. 22
6.5.1 Guardar y cargar la configuración ........................................................................ 22
6.5.2 Organizar la garra ................................................................................................. 22
6.5.3 Organizar los iconos ............................................................................................. 23
7 Programación .............................................................................................. 25
7.1 Resumen de formularios inline .................................................................................. 25
7.2 Formulario inline Gripper SET ................................................................................... 25
7.3 Formulario inline Gripper SYN SET ........................................................................... 26
7.4 Formulario inline Gripper CHECK .............................................................................. 26
7.5 Formulario inline Gripper SYN CHECK ..................................................................... 27
7.6 Formulario inline SPOT .............................................................................................. 28
7.7 Formulario inline RETRACT ...................................................................................... 29
7.8 Ventana de opciones Frames (Vectores) ................................................................. 30
7.9 Ventana de opciones Parámetros de movimiento (LIN, CIRC, PTP) ..................... 31
7.10 Ventana de opciones Cierre anticipado de las pinzas ........................................... 32
7.11 Ventana de opciones Parámetro para 1. Pareja de electrones .............................. 32
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 3 / 73
GripperSpotTech 4.0
8 Ejemplos ....................................................................................................... 33
8.1 Programa de ejemplo USERSPOT.SRC ................................................................... 33
8.1.1 Resumen de E/S de la unidad de control del robot (KRC)/control de soldadura (PLC) 35
8.1.2 Diagrama de señales: SPOT sin las opciones RETRACT y PRESPOT .............. 37
8.1.3 Diagrama de señales: SPOT con las opciones RETRACT y PRESPOT ............. 39
9 Mensajes ....................................................................................................... 41
9.1 Información sobre los mensajes ................................................................................ 41
9.2 Mensajes de sistema del módulo: GripperTechKrl .................................................... 41
9.2.1 GripperTechKrl 11001 .......................................................................................... 41
9.2.2 GripperTechKrl 11002 .......................................................................................... 42
9.2.3 GripperTechKrl 11003 .......................................................................................... 44
9.2.4 GripperTechKrl 11004 .......................................................................................... 45
9.2.5 GripperTechKrl 11005 .......................................................................................... 45
9.2.6 GripperTechKrl 11007 .......................................................................................... 46
9.2.7 GripperTechKrl 11008 .......................................................................................... 48
9.2.8 GripperTechKrl 11011 .......................................................................................... 49
9.2.9 GripperTechKrl 11012 .......................................................................................... 51
9.2.10 GripperTechKrl 11013 .......................................................................................... 53
9.2.11 GripperTechKrl 11014 .......................................................................................... 55
9.2.12 GripperTechKrl 11024 .......................................................................................... 57
9.2.13 GripperTechKrl 11026 .......................................................................................... 59
9.2.14 GripperTechKrl 11027 .......................................................................................... 60
9.2.15 GripperTechKrl 11028 .......................................................................................... 60
9.2.16 GripperTechKrl 11029 .......................................................................................... 61
9.2.17 GripperTechKrl 11030 .......................................................................................... 62
10 Servicio técnico de KUKA ........................................................................... 63
10.1 Requerimiento de asistencia técnica ......................................................................... 63
10.2 KUKA Customer Support ........................................................................................... 63
Índice ............................................................................................................ 71
4 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
1 Introducción
1 Introducción
t
1.1 Grupo destinatario
Esta documentación está destinada a usuarios con los siguientes conocimien-
tos:
Conocimientos avanzados de sistema de la unidad de control del robot
Conocimientos avanzados de programación KRL
Para una utilización óptima de nuestros productos, recomendamos a
nuestros clientes que asistan a un curso de formación en el KUKA
College. Puede encontrar más información sobre nuestro programa
de formación en www.kuka.com o directamente en nuestras sucursales.
1.2 Documentación del robot industrial
La documentación del robot industrial consta de las siguientes partes:
Documentación para la mecánica del robot
Documentación para la unidad de control del robot
Instrucciones de servicio y programación para los software de sistema
Instrucciones para opciones y accesorios
Catálogo de piezas en el soporte de datos
Cada manual de instrucciones es un documento por sí mismo.
1.3 Representación de observaciones
Seguridad Estas observaciones son de seguridad y se deben tener en cuenta.
Estas observaciones indican que, si no se toman las
medidas de precaución, es probable o completa-
mente seguro que se produzcan lesiones graves o incluso la muerte.
Estas observaciones indican que, si no se toman las
medidas de precaución, puedenproducirse lesiones
graves o incluso la muerte.
Estas observaciones indican que, si no se toman las
medidas de precaución, pueden producirse lesio-
nes leves.
Estas observaciones indican que, si no se toman las
medidas de precaución, pueden producirse daños
materiales.
Estas observaciones remiten a información relevante para la seguri-
dad o a medidas de seguridad generales.
Estas indicaciones no hacen referencia a peligros o medidas de pre-
caución concretos.
Esta observación llama la atención acerca de procedimientos que sirven para
evitar o eliminar casos de emergencia o avería:
Los procedimientos señalados con esta observación
tienen que respetarse rigurosamente.
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 5 / 73
GripperSpotTech 4.0
Observaciones Estas indicaciones sirven para facilitar el trabajo o contienen remisiones a in-
formación que aparece más adelante.
Observación que sirve para facilitar el trabajo o remite a información
que aparece más adelante.
1.4 Terminología utilizada
Término Descripción
SPOT Carrera de trabajo, es decir, la abertura de la pinza de soldadura desde
la cual se establece un punto de soldadura.
RETRACT Carrera total, es decir, la abertura completa de la pinza de soldadura
PRESPOT Cierre de la pinza de soldadura antes de tiempo
El cierre de la carrera de trabajo no se inicia inmediatamente después
de alcanzar el punto de soldadura, sino mientras el robot se mueve
hacia el mismo.
GhostMode En GhostMode se simulan las primeras entradas/salidas de la garra.
Las salidas no se conmutan y las entradas no se valoran
El GhostMode puede conectarse mediante una entrada (unidad de
mando de nivel superior) o mediante la configuración Cuando el Ghost-
Mode está activo, con cada acción de la pinza aparece un mensaje de
indicación.
6 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
2 Descripción del producto
2 Descripción del producto
2
2.1 Resumen de GripperSpotTech
GripperSpotTech es un paquete de tecnología para instalación posterior que
dispone de las siguientes funciones:
Funciones Formularios inline para la programación de la garra
Programar acciones de la garra.
Controlar y supervisar las acciones de la garra.
Formularios inline para la programación de aplicaciones de soldadura por
puntos
Desplazar hasta el punto de soldadura y programar el proceso de sol-
dadura.
Controlar y supervisar el proceso de soldadura.
Controlar la garra manualmente.
Configurar garra.
Las pinzas de soldadura se consideran garras.
Campos de Campos de aplicación industriales, p. ej.:
aplicación Aplicaciones de soldadura por puntos
Montaje
Carga de la máquina
Transportar
Preparación de envíos
Sistema de sujeción
2.2 Utilización conforme a los fines previstos
Uso El paquete de tecnología GripperSpotTech está previsto para ser utilizado ex-
clusivamente en entornos industriales y dentro de una celda encapsulada que
cumpla con todas las normas de seguridad vigentes.
El integrador de sistemas debe garantizar que el sistema de robot se instala
y se pone en funcionamiento en un entorno apropiado a tal efecto. En este ca-
so, deben tenerse en cuenta los posibles peligros que puedan derivarse de
una programación errónea del usuario.
Durante el funcionamiento de producción con velocidad de producción activa,
no está permitido permanecer en la célula.
Uso incorrecto Todas las utilizaciones que difieran del uso previsto se consideran usos inco-
rrecto y no están permitidas. El fabricante no responde de daños que puedan
producirse por usos incorrectos. El explotador será el único responsable y
asumirá todos los riesgos.
Entre los usos incorrectos se incluyen, por ejemplo:
Utilización en un ámbito no industrial
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 7 / 73
GripperSpotTech 4.0
8 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
3 Seguridad
3 Seguridad
La presente documentación contiene las indicaciones de seguridad que ha-
cen referencia específica al software aquí descrito.
La información de seguridad básica relativa al robot industrial se encuentra en
el capítulo "Seguridad" de las instrucciones de servicio y programación desti-
nadas a los integradores de sistemas o en las instrucciones de servicio y pro-
gramación para los usuarios finales.
Se deben cumplir todas las indicaciones del capítulo "Seguridad" in-
cluido en las instrucciones de manejo y programación de KUKA Sys-
tem Software (KSS). En caso contrario, pueden producirse lesiones
graves o daños materiales irreparables.
Todos los trabajos de ajuste deben realizarse, en la
medida de lo posible, fuera del espacio delimitado
por los dispositivos de seguridad. Si resulta indispensable realizar trabajos
de ajuste dentro de esta zona, no debe colocarse nadie por debajo de la ga-
rra con carga. De lo contrario, pueden provocarse lesiones graves o la muer-
te.
Las salidas de la unidad de control del robot hacia la
garra están implementadas en técnica no segura.
Por ello, cuando se planifican las celdas es necesario prestar atención a que
la garra no tenga la posibilidad de accionarse accidentalmente. Debe tener-
se en cuenta especialmente que, durante la desconexión de la alimentación
de tensión (p. ej. al abrir las puertas de protección), la garra no se abra au-
tomáticamente y, de este modo, permita que su pieza caiga.
Si no se respeta esta advertencia, pueden ocasionarse importantes daños
materiales, lesiones graves e incluso la muerte.
Como alternativa, pueden emplearse las siguientes entradas y salidas de un
PLC seguro:
Salidas seguras en los actores de la garra
Entradas seguras de sensores en la descarga de piezas
Las entradas y salidas seguras deberán conectarse de modo que la salida
de garra únicamente pueda establecerse cuando el control de componentes
esté asignado.
Como alternativa, la zona de trabajo podrá asegurarse de modo mecánico
ante la caída de piezas.
El integrador de la instalación es responsable de
que el circuito de la garra sea correcto.
En el circuito de la garra, el integrador de la instalación debe tener en cuenta
el comportamiento en caso de PARADA DE EMERGENCIA. En PARADA
DE EMERGENCIA, debe mantenerse la seguridad de la garra, esto es, esta
debe permanecer cerrada.
Cuando la configuración de todos los estados de conmutación se
haya finalizado, debe comprobarse si el comportamiento real de la
garra coincide con el esperado. Esta comprobación debe efectuarla
personal con formación especializada a tal efecto.
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 9 / 73
GripperSpotTech 4.0
Para evitar el comportamiento erróneo provocado por los fallos de
sistema, se requiere supervisar este regularmente para descartar da-
ños (cables de alimentación, actores, sensores, etc.). Además, de-
ben llevarse a cabo comprobaciones periódicas del sistema.
Para más información, consultar el capítulo de seguridad de la documenta-
ción del integrador de la instalación.
En los trabajos que se realizan en las proximidades
de la garra puede producirse atrapamiento de partes
del cuerpo, pelo, prendas de ropa, gafas, joyas o similar.
Deben preverse medidas de protección adecuadas con la finalidad de evitar-
lo.
Debe llevarse el equipo de protección personal, p. ej. los zapatos de se-
guridad, calzado de seguridad, etc.
Deben observarse las prescripciones locales y nacionales de prevención
de accidentes.
Riesgo de lesiones por funcionamiento erróneo de
la garra.
Cuando la garra no modifica el estado de conmutación, puede existir un blo-
queo mecánico. En el bloqueo mecánico no se prevé el movimiento que va
a efectuar la garra.
En el GhostMode los estados de conmutación pro-
gramados pueden no estar establecidos y pueden
pasarse por alto los controles. Esto puede provocar una colisión. El Ghost-
Mode únicamente puede desplazarse en el modo de servicio T1 o T2.
En caso de que los estados de conmutación sean
peligrosos, el operario podrá programar una tecla
crítica. En este caso, antes de que la acción se ejecute, se espera que el
operario vuelve a pulsar en un determinado lapso de tiempo. Además, pue-
den programarse condiciones que deban satisfacerse antes de que se eje-
cute la acción.
La tecla crítica se refiere únicamente a 3 teclas de estado que pueden asig-
narse. Las modificaciones del estado mediante la indicación de estados de
conmutación no podrán programarse como críticas. En este caso, las condi-
ciones podrán programarse como requisitos.
Para modificar el estado mediante las teclas de estado o la visualización de
los estados de conmutación, deben cumplirse las siguientes condiciones:
El pulsador de validación está accionado.
El programa no está activo.
La programación de la tecla crítica y de las condiciones le corresponde al
técnico de puesta en marcha.
10 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
4 Instalación
4 Instalación
4
4.1 Condiciones para la utilización del sistema
Hardware KR C4
Software KUKA System Software 8.3
WoV 4.0
4.2 Instalar o actualizar GripperSpotTech
Descripción GripperSpotTech se instala en WorkVisual y se agrega al proyecto. Durante
la transmisión del proyecto, el paquete de opciones se instala automática-
mente en la unidad de control del robot.
Cuando se produce una actualización, desinstalar primero la anterior versión
del paquete de opciones de WorkVisual.
Se recomienda archivar todos los datos correspondientes antes de
actualizar un software.
Requisito Grupo de usuarios Experto
Modo de servicio T1 o T2
No hay ningún programa seleccionado.
Conexión de red entre el PC y la unidad de control del robot
Fichero KOP del software que se debe instalar
Procedimiento 1. Solo con una actualización: Desinstalar la versión anterior del paquete de
opciones GripperSpotTech en WorkVisual.
2. Instalar el paquete de opciones GripperSpotTech en WorkVisual.
3. Cargar el proyecto desde la unidad de control del robot.
4. Agregar el paquete de opciones GripperSpotTech al proyecto.
5. Configurar el paquete de opciones en WorkVisual.
(>>> 6.1 "Resumen de configuración" Página 17)
6. Transferir el proyecto de WorkVisual a la unidad de control del robot y ac-
tivar. Se visualiza una ventana con modificaciones.
7. Confirmar las modificaciones con Sí. La unidad de control del robot vuelve
a reiniciarse.
La información acerca de los procesos de WorkVisual se encuentra
en la documentación de WorkVisual.
4.3 Desinstalación GripperSpotTech
Se recomienda archivar todos los datos antes de desinstalar un soft-
ware.
Procedimiento 1. Cargar el proyecto desde la unidad de control del robot.
2. Retirar del proyecto (garra) todos los dispositivos que se agregan al pro-
yecto en relación con GripperSpotTech.
3. Retirar del proyecto el paquete de opciones GripperSpotTech. Se visua-
liza una ventana con modificaciones.
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 11 / 73
GripperSpotTech 4.0
4. Transferir el proyecto de WorkVisual a la unidad de control del robot y ac-
tivar. Al desinstalar el nuevo paquete de tecnología y reiniciar la unidad de
control del robot se vuelve a realizar un reinicio.
La información acerca de los procesos de WorkVisual se encuentra
en la documentación de WorkVisual.
12 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
5 Operación
5 Operación
5.1 Menús
Los menús e instrucciones siguientes son específicos para este paquete de
tecnología:
Menú principal:
Configuración > Teclas de estado > GripperTech/SpotTech
Configuración > GripperTech/SpotTech
Garra
Parámetro
Visualizar > GripperTech/SpotTech
Secuencia de menú:
Instrucciones > GripperTech
Gripper Set
Gripper Syn Set
Gripper Check
Gripper Syn Check
Instrucciones > SpotTech
Spot
PTP, LIN, CIRC
Retract
PTP, LIN, CIRC
5.2 Selección de garra
La selección de garra se encuentra disponible en la configuración de la garra
y cuando se muestran los estados de conmutación. Con las teclas de flecha
puede pasarse de una garra configurada a otra.
Fig. 5-1: Barra de navegación de la selección de garra
Pos. Descripción
1 Garra seleccionada
Con símbolo de confirmación: La garra está activa.
Sin símbolo de confirmación: La garra no está activa.
2 Nombre de garra seleccionada
5.3 Controlar la garra manualmente
Las garras activas pueden controlarse manualmente mediante las teclas de
estado o el PlugIn de visualización.
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 13 / 73
GripperSpotTech 4.0
5.3.1 Botones de estado
Procedimiento Visualizar las teclas de estado:
Seleccionar en el menú principal Configuración > Teclas de estado >
GripperSpotTech.
Requisito Las teclas de estado solo podrán accionarse si se cumplen los siguientes re-
quisitos:
Modo de servicio T1 o T2
No hay ningún programa activo.
El pulsador de validación está accionado.
El interpretador Submit está en ejecución.
Descripción Mediante la configuración, las 4 teclas de estado del smartPAD pueden asig-
narse a su correspondiente función. Con la primera tecla puede seleccionarse
la garra activa. Mediante las otras 3 teclas se establecen los estados de con-
mutación 1 - 3.
La función que cumplen las garras depende de la configuración. No es obliga-
torio asignar una función a todas las teclas de estado de la barra.
Adicionalmente se asigna un elemento gráfico al campo situado en el margen
de la pantalla de la smartHMI junto a la tecla de estado, para aclarar la función
de la misma. También esta podrá determinarse individualmente en la configu-
ración.
Solo se muestran las garras activas para su elección.
Fig. 5-2: Teclas de estado
1 Selección de garra 2 Estados de conmutación
5.3.2 Indicación de los estados de conmutación
Procedimiento Seleccionar en el menú principal Visualizar > GripperTech/SpotTech.
Procedimiento Mantener pulsada 1 segundo la primera tecla de estado.
alternativo
Requisito Los estados de conmutación únicamente podrán establecerse si se cumplen
los siguientes requisitos:
Modo de servicio T1 o T2
No hay ningún programa activo.
El pulsador de validación está accionado.
El interpretador Submit está en ejecución.
14 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
5 Operación
Descripción Las siguientes posibilidades ofrecen la indicación de los estados de conmuta-
ción:
Indicación de todos los estados de conmutación de la garra
Operación manual de la garra mediante botones
Fig. 5-3: Indicación de los estados de conmutación
Pos. Descripción
1 Estados de conmutación 1 … 3
Los estados de conmutación 1 … 3 pueden establecerse desde
esta visualización y mediante las teclas de estado.
En la configuración como tecla crítica, por razones de seguridad,
los estados de conmutación 1 … 3 pueden establecerse mediante
las teclas de estado, no mediante el PlugIn.
El último estado de conmutación ajustado se muestra mediante un
icono de LED en las teclas de estado:
Verde: Estado de conmutación correcto
Rojo: El estado de conmutación es incorrecto, las entradas de-
fectuosas se mostrarán también con un icono de LED rojo
2 Estados de conmutación 4 … 6
Los estados de conmutación 4 … 6 solo pueden establecerse des-
de esta visualización y no se pueden definir como teclas críticas.
El último estado de conmutación ajustado se muestra mediante un
icono de LED en las teclas de estado:
Verde: Estado de conmutación correcto
Rojo: El estado de conmutación es incorrecto, las entradas de-
fectuosas se mostrarán también con un icono de LED rojo
3 Estado de entradas/salidas
Mediante los iconos LED se muestra si hay un estado activo de las
entradas/salidas:
Verde: La salida está establecida, la entrada es TRUE
Gris: La salida no está establecida, la entrada es FALSE
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 15 / 73
GripperSpotTech 4.0
16 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
6 Configuración
6 Configuración
f
6.1 Resumen de configuración
La configuración de la garra puede efectuarse mediante el smartPad y me-
diante WorkVisual.
Configuración Descripción
Parámetros de tecnología (>>> 6.2 "Configurar los parámetros de tecnología" Página 17)
Estrategia de error (>>> 6.3 "Configurar una estrategia de error" Página 18)
Garra (>>> 6.4 "Configurar garra" Página 18)
WorkVisual (>>> 6.5 "Configurar GripperSpotTech en WorkVisual" Pági-
na 22)
6.2 Configurar los parámetros de tecnología
Requisito Grupo de usuario Experto
Modo de servicio T1 o T2.
No hay ningún programa seleccionado.
Procedimiento 1. En el menú principal, seleccionar Configuración > GripperSpotTech >
Parámetros.
2. Ajustar los parámetros como sea necesario.
3. Cerrar la ventana y responder Sí a la pregunta de seguridad que formula
si se desean guardar las modificaciones.
Parámetro Descripción
Entrada para GhostMode Número de entrada mediante el que se enciende el GhostMode
CON.
0: GhostMode no se conmuta mediante una entrada.
1 … $NUM_IN: Si la entrada es TRUE, el GhostMode estará
activa.
Por defecto: 0
GhostMode CON. El GhostMode se conecta (no mediante la entrada)
Con símbolo de confirmación: El GhostMode está conecta-
do.
Sin símbolo de confirmación: El GhostMode está desconec-
tado.
Por defecto: El GhostMode está desconectado.
Número de salida en caso de Número de salidas que se establece con un error (información
error de error en la unidad de control de rango superior).
0: No se establece ninguna salida.
1 … $NUM_OUT: Salida establecida con este número.
Por defecto: 0
Estrategia de error 1…3 Pueden configurarse 3 estrategias de error que luego podrán
seleccionarse en los formulario inline con supervisión de garra.
Las estrategias de error seleccionadas se efectúan cuando no
existe el estado de conmutación. (>>> 6.3 "Configurar una es-
trategia de error" Página 18)
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 17 / 73
GripperSpotTech 4.0
6.3 Configurar una estrategia de error
Descripción En las siguientes funciones pueden producirse errores de estado de conmu-
tación:
Gripper SET con control
Gripper CHECK
Puede ajustarse cómo debe reaccionar la unidad de control del robot en caso
de producirse un error en un proceso determinado. A través de la salida puede
señalizarse el error, p. ej. a un control de orden superior.
Se pueden configurar las siguientes estrategias de error:
Parámetro Descripción
Estrategia de error 1 … 3 Parada: Independientemente del modo de servicio, el pro-
grama se detiene sin mensaje de diálogo. Se requiere una
intervención manual (selección de paso, restablecer progra-
ma, etc.).
Diálogo en T1 o T2: El mensaje de diálogo únicamente se
muestra con el modo de servicio T1/T2. De lo contrario, el
programa se detiene inmediatamente. (por defecto)
Diálogo en T1, T2 o AUT: El mensaje de diálogo únicamen-
te se muestra con el modo de servicio T1/T2 AUT. De lo con-
trario, el programa se detiene inmediatamente.
Diálogo en T1, T2, AUT o EXT: Se muestra un mensaje de
diálogo en todos los modos de servicio.
Estrategia de usuario: La tecnología da acceso a una ruti-
na de usuario. En esta rutina, el propio usuario puede pro-
gramar una lógica/estrategia. En función del valor de retorno
(TRUE/FALSE) se reanuda o se detiene un proceso.
La estrategia de error puede configurarse en el fiche-
ro Grp_User.src (ruta: R1\TP\GripperSpotTech).
Diálogo tras error Cuando se detecta un error del estado de conmutación, en los modos de ser-
en T1/T2 vicio:
AUT y EXT: El programa se detiene.
T1 o T2: Aparece un diálogo con la configuración por defecto.
En caso de que aparezca un mensaje de diálogo, podrá seleccionarse entre
las siguientes respuestas:
Respuesta Efecto
Reintentar El estado de conmutación se evalúa de nuevo.
Ignorar El error se ignora y el proceso se reanuda.
Detener El programa se detiene y se requiere una intervención manual
(selección de paso, restablecer programa, etc.).
6.4 Configurar garra
Requisito Grupo de usuario Experto
Modo de servicio T1 o T2.
No hay ningún programa seleccionado.
Procedimiento 1. En el menú principal, seleccionar Configuración > GripperSpotTech >
Parámetros.
2. Ajustar los parámetros en las pestañas de acuerdo con las preferencias
correspondientes.
18 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
6 Configuración
3. Cerrar la ventana y responder Sí a la pregunta de seguridad que formula
si se desean guardar las modificaciones.
6.4.1 Pestaña Garra
En la pestaña Garra se configuran ajustes específicos de la garra.
En las siguientes pestañas Estados y E/S se definen tanto los estados de
conmutación aquí establecidos como las entradas y salidas.
Parámetro Descripción
Nombre de la garra Nombre de la garra (máx. 24 caracteres)
El nombre se indica en el formulario inline. El nombre predefini-
do puede modificarse.
Estado Con símbolo de confirmación: Las garras únicamente pue-
den manejarse mediante la tecla de estado y programarse
mediante el ILF.
Sin símbolo de confirmación: La garra no está activa.
Cantidad estados de conmuta- Número de estados de conmutación de la garra
ción
1…6
Cantidad de salidas Número de salidas con las que se controla la garra.
1…6
Cantidad de entradas Número de entradas con las que se supervisa la garra.
1…6
Icono garra Selección de iconos para la tecla de estado y para el PlugIn de
visualización
Por defecto: Iconos con Núm.
Timeout para estados de con- Durante la comprobación del estado, se espera como máximo
mutación este tiempo hasta que deba existir el estado de conmutación
(Set Gripper con supervisión, Check Gripper).
Transcurrido este tiempo, si el estado de conmutación todavía
no consta, se inicia la estrategia de error.
Si existe estrategia de error, el programa se reanuda sin esperar
este tiempo.
0…10 s
Por defecto: 3 s
Duración de impulso de las sa- Duración de impulso de las salidas definidas como impulso.
lidas
0…3 s
Por defecto: 0,5 s
6.4.2 Pestaña estado y E/S
En la pestaña Estados y E/S se definen tanto los estados de conmutación
como las entradas y salidas.
En la siguiente pestaña Asignación se asignan a los estados de conmutación
definidos las entradas y salidas definidas, así como las condiciones para el
manejo manual.
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 19 / 73
GripperSpotTech 4.0
Estados de
conmutación
Parámetro Descripción
N.º Número del estado de conmutación
Índice interno para la unidad de control. Empieza con el número
1 y sigue con números correlativos.
No se puede modificar.
Imagen Icono de estado de conmutación
Selección de iconos que deben mostrarse en las teclas de esta-
do y en el PlugIn de visualización para el estado de conmuta-
ción.
Nombre Nombre del estado de conmutación
Se muestra en los formularios inline cuando se selecciona la ga-
rra correspondiente.
Tipo Tipo de tecla de estado para este estado de conmutación
Tecla estándar: La acción se ejecuta de inmediato.
Tecla crítica: Para que la acción se lleve a cabo, la tecla
debe accionarse 2 veces seguidas en 4 s. Únicamente las
3 teclas de estado podrán definirse como tecla crítica. Las
otras 3 solo podrán mostrarse en el PlugIn de indicador y,
por ello, no definirse como críticas.
Descripción Descripción del estado de conmutación
Entradas y
salidas
Parámetro Descripción
N.º Índice interno para la unidad de control de salida.
Índice interno para la valoración de la entrada.
Empieza con el 1 y sigue con números correlativos.
No se puede modificar.
Salida/Entrada Salida y entrada
1 … $Num_Out, $Num_In
Por defecto: 0
Ghost Configura si las entradas/salidas deben establecerse o valorar-
se en Ghostmode.
Entradas:
Sim con símbolo de confirmación: Entrada no valorada.
Sim sin símbolo de confirmación: La entrada también se va-
lorará en GhostMode.
Salidas:
Sim con símbolo de confirmación: Salida no establecida.
Sim sin símbolo de confirmación: La entrada también se es-
tablecerá en GhostMode.
20 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
6 Configuración
Parámetro Descripción
Tipo Tipo de la salida
Estándar: La salida se define como salida estándar. El esta-
do se mantiene.
Pulso: La salida se define como salida de pulso. El estado
establecido se mantiene únicamente durante un tiempo de-
terminado.
Descripción Texto largo de salida y entrada
6.4.3 Pestaña Asignación
En la pestaña Asignación se asignan a los estados de conmutación definidos
las entradas y salidas definidas, así como las condiciones para el manejo ma-
nual.
Para que los estados de conmutación, así como las entradas y salidas, estén
disponibles en esta pestaña, estas deben definirse en las pestañas previas
Estados y E/S.
Asignaciones Descripción
Asignación salidas Establecimiento de salidas para un estado
TRUE: La salida se pone en TRUE.
FALSE: La salida se pone en FALSE.
[vacío]: No se establece la salida, se mantiene el estado ac-
tual.
Asignación de entradas Valoración de las entradas para un estado de conmutación
TRUE: La entrada debe estar establecida.
FALSE: No se autoriza el establecimiento de la entrada.
[vacío]: La entrada no es relevante y no se valora.
Requisitos para el manejo Para el establecimiento manual del estado de conmutación pue-
manual den establecerse hasta 3 condiciones. El estado de conmuta-
ción solo se establece después de que se cumplan las
condiciones establecidas.
Entrada:
Se establece el número de entrada.
La entrada definida debe ser TRUE.
Por defecto: 0
Estado:
Selección de estados de conmutación definidos
El nuevo estado de conmutación se establece cuando existe
el estado de conmutación definido.
Por defecto: [vacío]
Función:
Selección de hasta 10 rutinas de usuario diferentes. Estas
pueden programarse en el Grp_User.src (R1\TP\GripperS-
potTech). Cada condición devuelve un valor de retorno.
Valor de retorno:
TRUE: Se establece el estado de conmutación.
FALSE: No se establece el estado de conmutación.
Por defecto: [vacío]
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 21 / 73
GripperSpotTech 4.0
6.5 Configurar GripperSpotTech en WorkVisual
Descripción La configuración de la garra y los parámetros puede realizarse de la misma
manera en WorkVisual. La vista de las pestañas coincide con la de la HMI.
La información acerca de los procesos de WorkVisual se encuentra
en la documentación de WorkVisual.
Requisito GripperSpotTech está instalado en WorkVisual.
El paquete de opciones GripperSpotTech se ha agregado al proyecto.
La unidad de control del robot está activa.
Procedimiento 1. En la ventana Catálogos abrir el catálogo GripperSpotTech.
2. Arrastrar el paquete de opciones GripperSpotTech con Drag&Drop a la
ventana Estructura del proyecto: A la pestaña Dispositivos y allí a la
unidad de control del robot. (No en el nodo Dispositivos no asignados.)
3. En la estructura de árbol, hacer doble clic en Control > Opciones > Gri-
pperSpotTech. Se abren las pestañas de configuración para GripperS-
potTech.
4. Efectuar los ajustes deseados.
5. Guardar el proyecto.
6.5.1 Guardar y cargar la configuración
Descripción En WorkVisual pueden integrarse algunas configuraciones propias ya exis-
tentes en GripperSpotTech.
Requisito GripperSpotTech está instalado en WorkVisual.
El paquete de opciones GripperSpotTech se ha agregado al proyecto.
La unidad de control del robot está activa.
El fichero correspondiente debe estar disponible para la carga.
Procedimiento 1. En la estructura de árbol, hacer doble clic en Control > Opciones > Gri-
pperSpotTech. Se abren las pestañas de configuración para GripperS-
potTech.
2. Seleccionar Datos e iconos y hacer clic en Guardar configuración o
Cargar configuración. Se abren las ventanas Guardar configuración o
Cargar configuración.
3. Seleccionar el fichero deseado para guardar o cargar.
4. Guardar o cargar el fichero.
6.5.2 Organizar la garra
Descripción En WorkVisual pueden administrarse diferentes garras de una base de datos.
Requisito GripperSpotTech está instalado en WorkVisual.
El paquete de opciones GripperSpotTech se ha agregado al proyecto.
La unidad de control del robot está activa.
El fichero correspondiente debe estar disponible para la carga.
Procedimiento 1. En la estructura de árbol, hacer doble clic en Control > Opciones > Gri-
pperSpotTech. Se abren las pestañas de configuración para GripperS-
potTech.
2. Seleccionar Datos e iconos y hacer clic en Organizar garras. Se abre la
ventana Organizar garras.
22 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
6 Configuración
3. Hacer clic en Búsqueda y seleccionar la garra deseada. Cuando las ga-
rras disponibles deban gestionarse en la base de datos, estas se guarda-
rán como ficheros.
4. Guardar las garras.
6.5.3 Organizar los iconos
Descripción En WorkVisual pueden integrarse algunos iconos en GripperSpotTech.
Requisito GripperSpotTech está instalado en WorkVisual.
El paquete de opciones GripperSpotTech se ha agregado al proyecto.
La unidad de control del robot está activa.
Formato del icono: 32 x 32 px
Tipo de fichero: jpeg o icons
Procedimiento 1. En la estructura de árbol, hacer doble clic en Control > Opciones > Gri-
pperSpotTech. Se abren las pestañas de configuración para GripperS-
potTech.
2. Seleccionar Datos e iconos y hacer clic en Organizar iconos. Se abre la
ventana Organizar iconos.
3. Hacer clic en Abrir y seleccionar los iconos deseados.
4. Guardar los iconos.
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 23 / 73
GripperSpotTech 4.0
24 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
7 Programación
7 Programación
7.1 Resumen de formularios inline
Formulario inline Descripción
Gripper SET (>>> 7.2 "Formulario inline Gripper SET" Página 25)
Gripper SYN SET (>>> 7.3 "Formulario inline Gripper SYN SET" Página 26)
Gripper CHECK (>>> 7.4 "Formulario inline Gripper CHECK" Página 26)
Gripper SYN CHECK (>>> 7.5 "Formulario inline Gripper SYN CHECK" Página 27)
SPOT (>>> 7.6 "Formulario inline SPOT" Página 28)
RETRACT (>>> 7.7 "Formulario inline RETRACT" Página 29)
7.2 Formulario inline Gripper SET
El estado de conmutación de la garra se establece con el formulario inline.
Fig. 7-1: Formulario inline Gripper SET
Pos. Descripción
1 Garra activa
Solo se muestran las garras activas.
2 Estado de conmutación establecido de la garra.
El número de estados de conmutación seleccionables y su deno-
minación depende de la configuración.
3 CONT: La alimentación establece el estado de conmutación.
[vacío]: La alimentación se establece con la marcha principal.
4 Tiempo de espera
El programa se reanuda una vez transcurrido el tiempo de espera
indicado.
0,0 … 10,0 s
Por defecto: 0.2 s
Este campo se muestra exclusivamente cuando el estado de con-
mutación está en marcha principal.
5 Estrategia de error
Si hay un estado que no existe, puede configurarse una estrategia
de error con esta finalidad.
No Check: El programa se reanuda sin comprobar si existe el
estado de conmutación.
Strategy 1…3: Estrategias de error configuradas
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 25 / 73
GripperSpotTech 4.0
7.3 Formulario inline Gripper SYN SET
Con el formulario inline se puede establecer un estado de conmutación en el
punto de inicio o en el punto de destino del movimiento. El estado de conmu-
tación puede desplazarse en el espacio y/o en el tiempo.
Fig. 7-2: Formulario inline Gripper SYN SET
Pos. Descripción
1 Garra activa
Solo se muestran las garras activas.
2 El estado de conmutación de la garra que se establece
El número de estados de conmutación seleccionables y su deno-
minación depende de la configuración.
3 Puntos a los que hace referencia Gripper SYN SET
START: punto de inicio del movimiento
END: punto de destino del movimiento
PATH: La selección del estado de conmutación se fundamen-
ta en el punto de destino del movimiento. Adicionalmente, se
puede realizar un desplazamiento en el espacio.
4 Este campo únicamente se visualiza cuando está seleccionado
PATH.
Distancia del punto de conmutación desde el punto de destino
-2000 … +2000 mm
5 Desplazamiento en el tiempo de la acción de conmutación
-1000 … 1000 ms
El tiempo se indica en valores absolutos. El punto de conmutación
cambia en función de la velocidad del robot.
7.4 Formulario inline Gripper CHECK
El estado de conmutación de la garra se comprueba mediante el formulario
inline.
Fig. 7-3: Formulario inline Gripper CHECK
26 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
7 Programación
Pos. Descripción
1 Garra activa
Solo se muestran las garras activas.
2 Estado de conmutación de la garra que se comprueba
El número de parámetros disponibles en la ventana de opciones
depende de la configuración en WorkVisual.
3 CONT: El estado de conmutación se comprueba durante el
avance.
[vacío]: La señal se comprueba con el puntero de movimiento
de avance.
4 Estrategia de error
Si hay un estado que no existe, puede configurarse una estrategia
de error con esta finalidad.
No Check: El programa se reanuda sin comprobar si existe el
estado de conmutación.
Strategy 1…3: Estrategias de error configuradas
7.5 Formulario inline Gripper SYN CHECK
Con el formulario inline se puede supervisar un estado de conmutación en el
punto de inicio o en el punto de destino del movimiento. La comprobación del
estado de conmutación puede desplazarse en el espacio y/o en el tiempo.
Fig. 7-4: Formulario inline Gripper SYN CHECK
Pos. Descripción
1 Garra activa
Solo se muestran las garras activas.
2 Estado de conmutación de la garra que se comprueba
El número de estados de conmutación seleccionables y su deno-
minación depende de la configuración.
3 Puntos a los que hace referencia Gripper SYN CHECK
START: punto de inicio del movimiento
END: punto de destino del movimiento
PATH: La comprobación se basa en el punto de destino del
movimiento. Adicionalmente, se puede realizar un desplaza-
miento en el espacio.
4 Este campo únicamente se visualiza cuando está seleccionado
PATH.
Distancia del punto de conmutación desde el punto de destino
-2000 … +2000 mm
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 27 / 73
GripperSpotTech 4.0
Pos. Descripción
5 Desplazamiento en el tiempo de la comprobación
-1000 … 1000 ms
El tiempo se indica en valores absolutos. El punto de conexión de
la comprobación cambia en función de la velocidad del robot.
6 Estrategia de error
Si hay un estado que no existe, puede configurarse una estrategia
de error con esta finalidad.
No Check: El programa se reanuda sin comprobar si existe el
estado de conmutación.
Strategy 1…3: Estrategias de error configuradas
7.6 Formulario inline SPOT
Mediante el formulario inline se programan los procesos de soldadura.
Fig. 7-5: Formulario inline SPOT
Pos. Descripción
1 Tipo de movimiento
PTP, LIN, CIRC
2 Solo para movimientos CIRC: Punto auxiliar
El sistema asigna automáticamente un nombre. El nombre puede
sobrescribirse.
3 Nombre del punto de destino
El sistema asigna automáticamente un nombre. El nombre puede
sobrescribirse.
Tocar la flecha para procesar los datos de punto. Se abre la ven-
tana de opciones correspondiente.
(>>> 7.8 "Ventana de opciones Frames (Vectores)" Página 30)
4 Nombre para el paso de movimiento
El sistema asigna automáticamente un nombre. El nombre puede
sobrescribirse.
Tocar la flecha para procesar los datos de punto. Se abre la ven-
tana de opciones correspondiente.
(>>> 7.9 "Ventana de opciones Parámetros de movimiento (LIN,
CIRC, PTP)" Página 31)
28 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
7 Programación
Pos. Descripción
5 Pinza de soldadura
1 ... 5
Ejemplo para la configuración de la pinza de soldadura:
(>>> 8.1 "Programa de ejemplo USERSPOT.SRC" Página 33)
6 Carrera total después del proceso de soldadura
OPN: Carrera total abierta
CLO: Carrera total cerrada
7 Juego de datos con parámetros de soldadura
El sistema asigna automáticamente un nombre. El nombre puede
sobrescribirse.
Tocar la flecha para procesar los datos de punto. Se abre la ven-
tana de opciones correspondiente.
(>>> 7.10 "Ventana de opciones Cierre anticipado de las pinzas"
Página 32)
(>>> 7.11 "Ventana de opciones Parámetro para 1. Pareja de
electrones" Página 32)
7.7 Formulario inline RETRACT
Mediante el estado del formulario inline se establece la carrera total de la pin-
za de soldadura cuando se alcanza el punto de destino.
Fig. 7-6: Formulario inline RETRACT
Pos. Descripción
1 Tipo de movimiento
PTP, LIN, CIRC
2 Solo para movimientos CIRC: Punto auxiliar
El sistema asigna automáticamente un nombre. El nombre puede
sobrescribirse.
3 Nombre del punto de destino
El sistema asigna automáticamente un nombre. El nombre puede
sobrescribirse.
Tocar la flecha para procesar los datos de punto. Se abre la ven-
tana de opciones correspondiente.
(>>> 7.8 "Ventana de opciones Frames (Vectores)" Página 30)
4 Nombre para el paso de movimiento
El sistema asigna automáticamente un nombre. El nombre puede
sobrescribirse.
Tocar la flecha para procesar los datos de punto. Se abre la ven-
tana de opciones correspondiente.
(>>> 7.9 "Ventana de opciones Parámetros de movimiento (LIN,
CIRC, PTP)" Página 31)
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 29 / 73
GripperSpotTech 4.0
Pos. Descripción
5 Carrera total cuando se alcanza el punto de destino
OPN: Carrera total abierta
CLO: Carrera total cerrada
6 Pinza de soldadura
1 ... 5
Ejemplo para la configuración de la pinza de soldadura:
(>>> 8.1 "Programa de ejemplo USERSPOT.SRC" Página 33)
7.8 Ventana de opciones Frames (Vectores)
Fig. 7-7: Ventana de opciones Frames (Vectores)
Pos. Descripción
1 Seleccionar herramienta.
Si consta True en el campo TCP externo: seleccionar pieza.
Gama de valores: [1] … [16]
2 Seleccionar base.
Si consta True en el campo TCP externo: seleccionar herramienta
fija.
Gama de valores: [1] … [32]
3 Modo de interpolación
False: La herramienta está montada en la brida de acople.
True: la herramienta es una herramienta fija.
4 Detección de colisión
True: para este movimiento la unidad de control del robot de-
termina los momentos axiales. Son necesarios para la identifi-
cación de colisión.
False: para este movimiento la unidad de control del robot no
determina ningún momento axial. Por lo tanto, no es posible
una identificación de colisión para este movimiento.
30 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
7 Programación
7.9 Ventana de opciones Parámetros de movimiento (LIN, CIRC, PTP)
Fig. 7-8: Ventana de opciones Parámetros de movimiento (LIN, CIRC)
Fig. 7-9: Ventana de opciones Parámetros de movimiento (PTP)
Pos. Descripción
1 Aceleración
Se refiere al valor máximo indicado en los datos de la máquina. El
valor máximo depende del tipo de robot y del modo de servicio
ajustado.
1 … 100 %
2 Este campo únicamente se visualiza para movimientos LIN y
CIRC.
Seleccionar el control de orientación para el TCP.
Estándar
PTP manual
Orientación constante
3 Este campo únicamente se visualiza para movimientos CIRC.
Seleccionar el control de orientación para el movimiento circular.
referido a la base
referido a la trayectoria
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 31 / 73
GripperSpotTech 4.0
7.10 Ventana de opciones Cierre anticipado de las pinzas
Fig. 7-10: Ventana de opciones Cierre anticipado de las pinzas
Pos. Descripción
1 Tiempo antes de alcanzar el punto de soldadura en el que empie-
za el proceso de cierre de la pinza de soldadura (PRESPOT)
-1000 ... 0 ms
Cuando la pinza de soldadura todavía está cerrada
mientras el robot sigue en movimiento, el punto de
soldadura no se establece correctamente. De este modo, el robot puede da-
ñar la pinza de soldadura o el componente.
Se recomienda medir el tiempo de cierre actual de la pinza de soldadura an-
tes de ajustar el parámetro. Las oscilaciones de presión del aire o la posición
de la pinza pueden conducir a diferentes tiempos de cierre de la misma.
7.11 Ventana de opciones Parámetro para 1. Pareja de electrones
Fig. 7-11: Ventana de opciones Parámetro para 1. Pareja de electrones
Pos. Descripción
1 Programa de temporizador para la primera pareja de electrodos
1 … 65535
2 Presión de la pinza para la primera pareja de electrodos
1 … 9.9
32 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
8 Ejemplos
8 Ejemplos
j
8.1
s
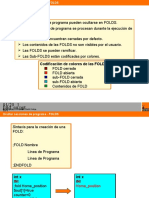
Programa de ejemplo USERSPOT.SRC
Descripción 1 &COMMENT USERSPOT package
2 DEF USERSPOT (CMD :IN,S :IN )
...
10 DECL S_COMMAND CMD
11 DECL SPOT_TYPE S
12 ;N.º de programa
13 SIGNAL PNUM $OUT[1] TO $OUT[8]
14 ;GUN-RETRACT
15 SIGNAL GUN_RET $OUT[10] TO $OUT[11]
16 ;State RETRACT
17 SIGNAL RET_STAT $IN[10] TO $IN[11]
18 ;GUN work (SPOT)
19 SIGNAL GUN_WRK $OUT[12] TO $OUT[13]
20 ;State SPOT
21 SIGNAL WRK_STAT $IN[12] TO $IN[13]
22 ;Weld Start
23 SIGNAL WLD_STRT $OUT[15]
24 ;Weld done
25 SIGNAL WLD_CMP $IN[15]
26 ;=================================
27 ;GROUP-Definitions
28 INT R_CLO,R_OPN,W_CLO,W_OPN
29 R_CLO=’B0001’
30 R_OPN=’B0010’
31 W_CLO=’B0001’
32 W_OPN=’B0010’
33 ;=================================
34 SWITCH CMD
35 CASE #INIT
36 INIT ( )
37 CASE #ADVSPOT
38 ADVSPOT (CMD,S )
39 CASE #PRESPOT
40 PRESPOT (CMD,S )
41 CASE #SPOT
42 SPOT (CMD,S )
43 S_READY=TRUE
44 CASE #RETR
45 RETRACT (CMD,S )
46 S_READY=TRUE
47 ENDSWITCH
48 END ; END OF MAIN
Línea Descripción
12 … 25 Asignación de E/S en la interfaz de la unidad de control del
robot (KRC)/control de soldadura (PLC)
(>>> 8.1.1 "Resumen de E/S de la unidad de control del
robot (KRC)/control de soldadura (PLC)" Página 35)
13 Número de programa: Salida 1 … 8
15 Activación de carrera total: Salida 10 … 11
17 Estado de carrera total: Entrada 10 … 11
19 Activación de carrera de trabajo: Salida 12 … 13
21 Estado de carrera de trabajo: Entrada 12 … 13
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 33 / 73
GripperSpotTech 4.0
Línea Descripción
23 Inicio de soldadura: Salida 15
25 Contacto paso a paso: Entrada 15
28 … 32 Definición de los estados de conmutación de la pinza de sol-
dadura:
R_CLO: Carrera total cerrada
R_OPN: Carrera total abierta
W_CLO: Carrera de trabajo cerrada
W_OPN: Carrera de trabajo abierta
49 ;*****************************
50 DEF ADVSPOT (CMD :IN,S :IN )
51 WLD_STRT=FALSE
52 PNUM=S.PGNO1
53 END ;(ADVSPOT)
54 ;*****************************
55 DEF PRESPOT (CMD :IN,S :IN )
56 GUN_RET=R_CLO
57 WAIT FOR RET_STAT==R_CLO
58 GUN_WRK=W_CLO
59 END ;(PRESPOT)
60 ;*****************************
61 DEF SPOT (CMD :IN,S :IN )
62 WAIT FOR WRK_STAT==W_CLO
63 WLD_STRT=TRUE
64 WAIT FOR WLD_CMP
65 PNUM=0
66 WAIT FOR NOT (WLD_CMP)
67 WLD_STRT=FALSE
68 GUN_WRK=W_OPN
69 WAIT FOR WRK_STAT==W_OPN
70 SWITCH S.RETR
71 CASE #OPN
72 GUN_RET=R_OPN
73 WAIT FOR RET_STAT==R_OPN
74 ENDSWITCH
75 END ;(SPOT)
76 ;*****************************
77 DEF RETRACT (CMD :IN,S :IN )
78 SWITCH S.RETR
79 CASE #OPN
80 GUN_RET=R_OPN
81 WAIT FOR RET_STAT==R_OPN
82 CASE #CLO
83 GUN_RET=R_CLO
84 WAIT FOR RET_STAT==R_CLO
85 ENDSWITCH
86 END ;(RETR)
87 ;*****************************
88 DEF INIT ( )
89 PNUM=0
90 WLD_STRT=FALSE
91 GUN_WRK=W_OPN
92 WAIT FOR WRK_STAT==W_OPN
93 GUN_RET=R_OPN
94 WAIT FOR RET_STAT==R_OPN
95 S_READY=TRUE
96 END ;(INIT)
34 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
8 Ejemplos
Línea Descripción
50 … 53 Datos de usuario para ADVSPOT
51 Restaurar inicio de soldadura.
52 Enviar número de programa.
55 … 59 Datos de usuario para PRESPOT
56 Cerrar carrera total.
57 Esperar a "Carrera total cerrada".
58 Cerrar carrera de trabajo.
61 … 75 Datos de usuario para SPOT
62 Esperar a "Carrera de trabajo cerrada".
63 Establecer inicio de soldadura.
64 Esperar al contacto paso a paso (TRUE).
65 Fijar el número de programa en "0".
66 Esperar al contacto paso a paso (FALSE).
67 Restaurar inicio de soldadura.
68 Abrir carrera de trabajo.
69 Esperar a "Carrera de trabajo abierta".
70 … 74 Consulta acerca de la carrera total programada tras el punto
de soldadura
71 Condición: "RETR OPN" está programado.
72 Abrir carrera total.
73 Esperar a "Carrera total abierta".
77 … 86 Datos de usuario para RETRACT
78 Consulta acerca de la carrera total programada
79 Condición 1: "RETR OPN" está programado.
80 Abrir carrera total.
81 Esperar a "Carrera total abierta".
82 Condición 2: "RETR CLO" está programado.
83 Cerrar carrera total.
84 Esperar a "Carrera total cerrada".
88 … 96 Datos de usuario para INIT
89 Fijar el número de programa en "0".
90 Restaurar inicio de soldadura.
91 Abrir carrera de trabajo.
92 Esperar a "Carrera de trabajo abierta".
93 Abrir carrera total.
94 Esperar a "Carrera total abierta".
95 Liberación del restante flujo de programa
8.1.1 Resumen de E/S de la unidad de control del robot (KRC)/control de soldadura (PLC)
Resumen Las E/S del siguiente resumen hacen referencia al programa de ejemplo.
(>>> 8.1 "Programa de ejemplo USERSPOT.SRC" Página 33)
Señal Descripción Valores permitidos E/S
PNUM Número del programa de sol- Se permite un número con Salida 1...8
dadura una longitud máxima de 255
caracteres.
WLD_STRT Inicio de la soldadura FALSE, TRUE Salida 15
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 35 / 73
GripperSpotTech 4.0
Señal Descripción Valores permitidos E/S
WLD_CMP Contacto paso a paso del con- FALSE, TRUE Entrada 15
trol de soldadura
GUN_WRK Activación de carrera de tra- W_CLO W_OPN
bajo
Cerrar TRUE FALSE Salida 10
Abrir FALSE TRUE Salida 11
WRK_STAT Estado de carrera de trabajo W_CLO W_OPN
Cerrado TRUE FALSE Entrada 10
Abierto FALSE TRUE Entrada 11
GUN_RET Activación de carrera total R_CLO R_OPN
Cerrar TRUE FALSE Salida 12
Abrir FALSE TRUE Salida 13
RET_STAT Estado de carrera total R_CLO R_OPN
Cerrado TRUE FALSE Entrada 12
Abierto FALSE TRUE Entrada 13
36 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
8 Ejemplos
8.1.2 Diagrama de señales: SPOT sin las opciones RETRACT y PRESPOT
Fig. 8-1: Programa de soldadura - SPOT sin RETRACT y PRESPOT
Descripción 1. Después de soldar el punto "P1" se establecen al mismo tiempo las si-
guientes señales:
El contacto de avance "WLD_CMP=TRUE" con el flanco decreciente
"WLD_CMP=FALSE" dispara la señal para la apertura de la carrera
de trabajo de la pinza de soldadura ("GUN_WRK=W_OPN").
Se restaura la señal del inicio de soldadura ("WLD_STRT=FALSE").
El número del programa de soldadura se fija a "0" ("PNUM=0").
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 37 / 73
GripperSpotTech 4.0
2. La unidad de control del robot espera a que la señal del control de solda-
dura indique que la carrera de trabajo de la pinza está abierta
("WRK_STAT=W_OPN").
3. Si en el formulario inline no se ha programado ninguna carrera total o
"RETR CLO", cuando se establezca la señal que indica que la carrera de
trabajo está abierta, se liberará el movimiento del robot hacia el punto de
soldadura "P2".
4. Para que se encuentren disponibles todos los datos de soldadura necesa-
rios en el punto de soldadura "P2", ya durante el movimiento del robot se
emite el número del programa de soldadura ("PNUM=S.PGN01").
5. En el punto de soldadura "P2" se establece la señal para el cierre de la
carrera de trabajo ("GUN_WRK=W_CLO").
6. La señal de la unidad de control de soldadura que indica que la carrera de
trabajo está cerrada ("WRK_STAT=W_CLO") dispara el inicio de soldadu-
ra ("WLD_STRT=TRUE").
7. Después de la soldadura del punto "P2" comienza nuevamente la secuen-
cia descrita.
38 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
8 Ejemplos
8.1.3 Diagrama de señales: SPOT con las opciones RETRACT y PRESPOT
Fig. 8-2: Programa de soldadura - SPOT con RETRACT y PRESPOT
Descripción 1. Después de la soldadura del punto "P1", se establecen al mismo tiempo
las siguientes señales:
El contacto paso a paso "WLD_CMP=TRUE" con el flanco decrecien-
te "WLD_CMP=FALSE" emite la señal para la apertura de la carrera
de trabajo de la pinza de soldadura ("GUN_WRK=W_OPN").
Se restablece la señal del inicio de soldadura ("WLD_STRT=FALSE").
El número del programa de soldadura se fija a "0" ("PNUM=0").
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 39 / 73
GripperSpotTech 4.0
2. La unidad de control del robot espera a que la señal del control de solda-
dura indique que la carrera de trabajo de la pinza está abierta
("WRK_STAT=W_OPN").
3. Si se ha programado el formulario inline "RETR OPN", cuando se esta-
blezca la señal de indica que la carrera de trabajo está abierta, se esta-
blece la señal para abrir la carrera total ("GUN_RET=R_OPN").
4. La unidad de control del robot espera a que la señal del control de solda-
dura indique que la carrera total de la pinza está abierta
("RET_STAT=R_OPN").
5. Cuando se establezca la señal que indica que la carrera total está abierta,
se desbloquea el movimiento del robot hacia el punto de soldadura "P2".
6. Para que se encuentren disponibles todos los datos de soldadura necesa-
rios en el punto de soldadura "P2", ya durante el movimiento del robot se
emite el número del programa de soldadura ("PNUM=S.PGN01").
7. En el punto de soldadura "P2" se establece la señal para el cierre de la
carrera total ("GUN_RET=R_CLO").
8. Cuando se establece la señal que indica que la carrera total está cerrada
("RET_STAT=R_CLO"), se activa la señal para cerrar la carrera de trabajo
("GUN_WRK=W_CLO").
9. La señal de la unidad de control de soldadura que indica que la carrera de
trabajo está cerrada ("WRK_STAT=W_CLO") dispara el inicio de soldadu-
ra ("WLD_STRT=TRUE").
10. Después de la soldadura del punto "P2" comienza nuevamente la secuen-
cia descrita.
40 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
9 Mensajes
s
9.1 Información sobre los mensajes
j
El capítulo "Mensajes" contiene algunos mensajes seleccionados. No se in-
cluyen todos los mensajes que se visualizan en la ventana de mensajes.
9.2 Mensajes de sistema del módulo: GripperTechKrl
9.2.1 GripperTechKrl 11001
Código del men- GripperTechKrl 11001
saje
Texto del mensaje Condición no cumplida. Entrada {0} no establecida.
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: La entrada no es TRUE (>>> Página 41)
Solución: La entrada debe ser TRUE (>>> Página 41)
Causa: La entrada no es TRUE (>>> Página 41)
Solución: Corregir la configuración en la unidad de control
(>>> Página 42)
Causa: La garra no está bien conectada (>>> Página 42)
Solución: Tender el cableado correcto hasta la garra (>>> Página 42)
Causa: La entrada no es TRUE
Descripción Para establecer un estado de conmutación se ha definido como requisito una
entrada que no sea TRUE.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: La entrada debe ser TRUE
Descripción Crear las condiciones para que la entrada sea TRUE.
Causa: La entrada no es TRUE
Descripción Para establecer un estado de conmutación se ha definido como requisito una
entrada que no sea TRUE.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 41 / 73
GripperSpotTech 4.0
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
Causa: La garra no está bien conectada
Descripción Los errores de señal aparecen cuando la garra no está bien conectada.
Así puede comprobarse si la garra está bien conectada:
Indicaciones de 1. Comprobar si los conectores del cable están correctamente conectados.
control 2. Comprobar si al realizar la conexión se ha presionado algún pin.
Solución: Tender el cableado correcto hasta la garra
Descripción Tender el cableado correcto según el esquema de conexiones. Reemplazar
los cables defectuosos.
9.2.2 GripperTechKrl 11002
Código del men- GripperTechKrl 11002
saje
Texto del mensaje Condición no cumplida.No consta el estado de conmutación {0}.
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: No consta estado de conmutación (>>> Página 42)
Solución: Iniciar de nuevo el programa (>>> Página 43)
Causa: No consta estado de conmutación (>>> Página 43)
Solución: Prolongar el tiempo de espera hasta que conste el estado
de conmutación (>>> Página 43)
Causa: No consta estado de conmutación (>>> Página 43)
Solución: Corregir la configuración en la unidad de control
(>>> Página 43)
Causa: La garra no está bien conectada (>>> Página 44)
Solución: Tender el cableado correcto hasta la garra (>>> Página 44)
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
42 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Iniciar de nuevo el programa
Descripción Restablecer y reiniciar el programa.
Condición previa Se ha seleccionado un programa
Procedimiento Seleccionar la secuencia de menú Editar > Resetear programa.
Procedimiento En la barra de estado tocar el indicador de estado Interpretador del ro-
alternativo bot. Se abre una ventana.
Seleccionar Resetear programa.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Prolongar el tiempo de espera hasta que conste el estado de conmutación
Descripción En la configuración, prolongar el tiempo de espera hasta que conste el estado
de conmutación.
Procedimiento En Configuración > GripperSpotTech > Garra ajustar un nuevo tiempo de
espera.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 43 / 73
GripperSpotTech 4.0
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
Causa: La garra no está bien conectada
Descripción Los errores de señal aparecen cuando la garra no está bien conectada.
Así puede comprobarse si la garra está bien conectada:
Indicaciones de 1. Comprobar si los conectores del cable están correctamente conectados.
control 2. Comprobar si al realizar la conexión se ha presionado algún pin.
Solución: Tender el cableado correcto hasta la garra
Descripción Tender el cableado correcto según el esquema de conexiones. Reemplazar
los cables defectuosos.
9.2.3 GripperTechKrl 11003
Código del men- GripperTechKrl 11003
saje
Texto del mensaje Condición no cumplida. Función de usuario {0} no OK.
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: La entrada no es TRUE (>>> Página 44)
Solución: La entrada debe ser TRUE (>>> Página 44)
Causa: La entrada no es TRUE (>>> Página 44)
Solución: Corregir la configuración en la unidad de control
(>>> Página 45)
Causa: La entrada no es TRUE
Descripción Para establecer un estado de conmutación se ha definido como requisito una
entrada que no sea TRUE.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: La entrada debe ser TRUE
Descripción Crear las condiciones para que la entrada sea TRUE.
Causa: La entrada no es TRUE
Descripción Para establecer un estado de conmutación se ha definido como requisito una
entrada que no sea TRUE.
44 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
9.2.4 GripperTechKrl 11004
Código del men- GripperTechKrl 11004
saje
Texto del mensaje Atención GhostMode está activo (configuración)
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: GhostMode está activo (>>> Página 45)
Solución: Corregir la configuración en la unidad de control
(>>> Página 45)
Causa: GhostMode está activo
Descripción GhostMode está conectado mediante la configuración.
En el GhostMode los estados de conmutación pro-
gramados pueden no estar establecidos y pueden
pasarse por alto los controles. Esto puede provocar una colisión. El Ghost-
Mode únicamente puede desplazarse en el modo de servicio T1 o T2.
De este modo se puede comprobar si el GhostMode está conectado:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
9.2.5 GripperTechKrl 11005
Código del men- GripperTechKrl 11005
saje
Texto del mensaje Atención GhostMode activado (entrada)
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 45 / 73
GripperSpotTech 4.0
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: GhostMode está activo (>>> Página 46)
Solución: Adaptar la configuración PLC (>>> Página 46)
Causa: GhostMode está activo
Descripción GhostMode está conectado mediante el PLC.
En el GhostMode los estados de conmutación pro-
gramados pueden no estar establecidos y pueden
pasarse por alto los controles. Esto puede provocar una colisión. El Ghost-
Mode únicamente puede desplazarse en el modo de servicio T1 o T2.
De este modo se puede comprobar si el GhostMode está conectado:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Adaptar la configuración PLC
Descripción En la configuración PLC se debe garantizar que la configuración está ajustada
para la configuración del control KRC. La configuración se debe ajustar por el
programador de PLC.
9.2.6 GripperTechKrl 11007
Código del men- GripperTechKrl 11007
saje
Texto del mensaje Error del estado de conmutación: Exceso de tiempo (Timeout).
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: No consta estado de conmutación (>>> Página 47)
Solución: Iniciar de nuevo el programa (>>> Página 47)
Causa: No consta estado de conmutación (>>> Página 47)
Solución: Prolongar el tiempo de espera hasta que conste el estado
de conmutación (>>> Página 47)
Causa: No consta estado de conmutación (>>> Página 47)
Solución: Corregir la configuración en la unidad de control
(>>> Página 48)
Causa: La garra no está bien conectada (>>> Página 48)
Solución: Tender el cableado correcto hasta la garra (>>> Página 48)
46 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Iniciar de nuevo el programa
Descripción Restablecer y reiniciar el programa.
Condición previa Se ha seleccionado un programa
Procedimiento Seleccionar la secuencia de menú Editar > Resetear programa.
Procedimiento En la barra de estado tocar el indicador de estado Interpretador del ro-
alternativo bot. Se abre una ventana.
Seleccionar Resetear programa.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Prolongar el tiempo de espera hasta que conste el estado de conmutación
Descripción En la configuración, prolongar el tiempo de espera hasta que conste el estado
de conmutación.
Procedimiento En Configuración > GripperSpotTech > Garra ajustar un nuevo tiempo de
espera.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 47 / 73
GripperSpotTech 4.0
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
Causa: La garra no está bien conectada
Descripción Los errores de señal aparecen cuando la garra no está bien conectada.
Así puede comprobarse si la garra está bien conectada:
Indicaciones de 1. Comprobar si los conectores del cable están correctamente conectados.
control 2. Comprobar si al realizar la conexión se ha presionado algún pin.
Solución: Tender el cableado correcto hasta la garra
Descripción Tender el cableado correcto según el esquema de conexiones. Reemplazar
los cables defectuosos.
9.2.7 GripperTechKrl 11008
Código del men- GripperTechKrl 11008
saje
Texto del mensaje No consta el estado de conmutación. Se inicia la estrategia de error.
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: No consta estado de conmutación (>>> Página 48)
Solución: Iniciar de nuevo el programa (>>> Página 49)
Causa: No consta estado de conmutación (>>> Página 49)
Solución: Corregir la configuración en la unidad de control
(>>> Página 49)
Causa: La garra no está bien conectada (>>> Página 49)
Solución: Tender el cableado correcto hasta la garra (>>> Página 49)
Causa: No consta estado de conmutación
Descripción Para establecer un estado de conmutación se ha definido como requisito de-
finir una entrada que no existe.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
48 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
Solución: Iniciar de nuevo el programa
Descripción Restablecer y reiniciar el programa.
Condición previa Se ha seleccionado un programa
Procedimiento Seleccionar la secuencia de menú Editar > Resetear programa.
Procedimiento En la barra de estado tocar el indicador de estado Interpretador del ro-
alternativo bot. Se abre una ventana.
Seleccionar Resetear programa.
Causa: No consta estado de conmutación
Descripción Para establecer un estado de conmutación se ha definido como requisito de-
finir una entrada que no existe.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
Causa: La garra no está bien conectada
Descripción Los errores de señal aparecen cuando la garra no está bien conectada.
Así puede comprobarse si la garra está bien conectada:
Indicaciones de 1. Comprobar si los conectores del cable están correctamente conectados.
control 2. Comprobar si al realizar la conexión se ha presionado algún pin.
Solución: Tender el cableado correcto hasta la garra
Descripción Tender el cableado correcto según el esquema de conexiones. Reemplazar
los cables defectuosos.
9.2.8 GripperTechKrl 11011
Código del men- GripperTechKrl 11011
saje
Texto del mensaje El robot se detiene porque no consta estado de conmutación. Se inicia
la estrategia de error.
Tipo de mensaje Mensaje de observación
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 49 / 73
GripperSpotTech 4.0
Posible(s) causa(s) Causa: No consta estado de conmutación (>>> Página 50)
Solución: Iniciar de nuevo el programa (>>> Página 50)
Causa: No consta estado de conmutación (>>> Página 50)
Solución: Prolongar el tiempo de espera hasta que conste el estado
de conmutación (>>> Página 51)
Causa: No consta estado de conmutación (>>> Página 51)
Solución: Corregir la configuración en la unidad de control
(>>> Página 51)
Causa: La garra no está bien conectada (>>> Página 51)
Solución: Tender el cableado correcto hasta la garra (>>> Página 51)
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Iniciar de nuevo el programa
Descripción Restablecer y reiniciar el programa.
Condición previa Se ha seleccionado un programa
Procedimiento Seleccionar la secuencia de menú Editar > Resetear programa.
Procedimiento En la barra de estado tocar el indicador de estado Interpretador del ro-
alternativo bot. Se abre una ventana.
Seleccionar Resetear programa.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
50 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
Solución: Prolongar el tiempo de espera hasta que conste el estado de conmutación
Descripción En la configuración, prolongar el tiempo de espera hasta que conste el estado
de conmutación.
Procedimiento En Configuración > GripperSpotTech > Garra ajustar un nuevo tiempo de
espera.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
Causa: La garra no está bien conectada
Descripción Los errores de señal aparecen cuando la garra no está bien conectada.
Así puede comprobarse si la garra está bien conectada:
Indicaciones de 1. Comprobar si los conectores del cable están correctamente conectados.
control 2. Comprobar si al realizar la conexión se ha presionado algún pin.
Solución: Tender el cableado correcto hasta la garra
Descripción Tender el cableado correcto según el esquema de conexiones. Reemplazar
los cables defectuosos.
9.2.9 GripperTechKrl 11012
Código del men- GripperTechKrl 11012
saje
Texto del mensaje Parada debido a configuración de la estrategia de error: Parada
Tipo de mensaje Mensaje de observación
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 51 / 73
GripperSpotTech 4.0
Posible(s) causa(s) Causa: No consta estado de conmutación (>>> Página 52)
Solución: Iniciar de nuevo el programa (>>> Página 52)
Causa: No consta estado de conmutación (>>> Página 52)
Solución: Prolongar el tiempo de espera hasta que conste el estado
de conmutación (>>> Página 53)
Causa: No consta estado de conmutación (>>> Página 53)
Solución: Corregir la configuración en la unidad de control
(>>> Página 53)
Causa: La garra no está bien conectada (>>> Página 53)
Solución: Tender el cableado correcto hasta la garra (>>> Página 53)
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Iniciar de nuevo el programa
Descripción Restablecer y reiniciar el programa.
Condición previa Se ha seleccionado un programa
Procedimiento Seleccionar la secuencia de menú Editar > Resetear programa.
Procedimiento En la barra de estado tocar el indicador de estado Interpretador del ro-
alternativo bot. Se abre una ventana.
Seleccionar Resetear programa.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
52 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
Solución: Prolongar el tiempo de espera hasta que conste el estado de conmutación
Descripción En la configuración, prolongar el tiempo de espera hasta que conste el estado
de conmutación.
Procedimiento En Configuración > GripperSpotTech > Garra ajustar un nuevo tiempo de
espera.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
Causa: La garra no está bien conectada
Descripción Los errores de señal aparecen cuando la garra no está bien conectada.
Así puede comprobarse si la garra está bien conectada:
Indicaciones de 1. Comprobar si los conectores del cable están correctamente conectados.
control 2. Comprobar si al realizar la conexión se ha presionado algún pin.
Solución: Tender el cableado correcto hasta la garra
Descripción Tender el cableado correcto según el esquema de conexiones. Reemplazar
los cables defectuosos.
9.2.10 GripperTechKrl 11013
Código del men- GripperTechKrl 11013
saje
Texto del mensaje Parada debido a configuración de la estrategia de error: Diálogo en T1,
T2
Tipo de mensaje Mensaje de observación
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 53 / 73
GripperSpotTech 4.0
Posible(s) causa(s) Causa: No consta estado de conmutación (>>> Página 54)
Solución: Iniciar de nuevo el programa (>>> Página 54)
Causa: No consta estado de conmutación (>>> Página 54)
Solución: Prolongar el tiempo de espera hasta que conste el estado
de conmutación (>>> Página 55)
Causa: No consta estado de conmutación (>>> Página 55)
Solución: Corregir la configuración en la unidad de control
(>>> Página 55)
Causa: La garra no está bien conectada (>>> Página 55)
Solución: Tender el cableado correcto hasta la garra (>>> Página 55)
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Iniciar de nuevo el programa
Descripción Restablecer y reiniciar el programa.
Condición previa Se ha seleccionado un programa
Procedimiento Seleccionar la secuencia de menú Editar > Resetear programa.
Procedimiento En la barra de estado tocar el indicador de estado Interpretador del ro-
alternativo bot. Se abre una ventana.
Seleccionar Resetear programa.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
54 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
Solución: Prolongar el tiempo de espera hasta que conste el estado de conmutación
Descripción En la configuración, prolongar el tiempo de espera hasta que conste el estado
de conmutación.
Procedimiento En Configuración > GripperSpotTech > Garra ajustar un nuevo tiempo de
espera.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
Causa: La garra no está bien conectada
Descripción Los errores de señal aparecen cuando la garra no está bien conectada.
Así puede comprobarse si la garra está bien conectada:
Indicaciones de 1. Comprobar si los conectores del cable están correctamente conectados.
control 2. Comprobar si al realizar la conexión se ha presionado algún pin.
Solución: Tender el cableado correcto hasta la garra
Descripción Tender el cableado correcto según el esquema de conexiones. Reemplazar
los cables defectuosos.
9.2.11 GripperTechKrl 11014
Código del men- GripperTechKrl 11014
saje
Texto del mensaje Parada debido a configuración de la estrategia de error: Diálogo en T1,
T2, AUT
Tipo de mensaje Mensaje de observación
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 55 / 73
GripperSpotTech 4.0
Posible(s) causa(s) Causa: No consta estado de conmutación (>>> Página 56)
Solución: Iniciar de nuevo el programa (>>> Página 56)
Causa: No consta estado de conmutación (>>> Página 56)
Solución: Prolongar el tiempo de espera hasta que conste el estado
de conmutación (>>> Página 57)
Causa: No consta estado de conmutación (>>> Página 57)
Solución: Corregir la configuración en la unidad de control
(>>> Página 57)
Causa: La garra no está bien conectada (>>> Página 57)
Solución: Tender el cableado correcto hasta la garra (>>> Página 57)
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Iniciar de nuevo el programa
Descripción Restablecer y reiniciar el programa.
Condición previa Se ha seleccionado un programa
Procedimiento Seleccionar la secuencia de menú Editar > Resetear programa.
Procedimiento En la barra de estado tocar el indicador de estado Interpretador del ro-
alternativo bot. Se abre una ventana.
Seleccionar Resetear programa.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
56 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
Solución: Prolongar el tiempo de espera hasta que conste el estado de conmutación
Descripción En la configuración, prolongar el tiempo de espera hasta que conste el estado
de conmutación.
Procedimiento En Configuración > GripperSpotTech > Garra ajustar un nuevo tiempo de
espera.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
Causa: La garra no está bien conectada
Descripción Los errores de señal aparecen cuando la garra no está bien conectada.
Así puede comprobarse si la garra está bien conectada:
Indicaciones de 1. Comprobar si los conectores del cable están correctamente conectados.
control 2. Comprobar si al realizar la conexión se ha presionado algún pin.
Solución: Tender el cableado correcto hasta la garra
Descripción Tender el cableado correcto según el esquema de conexiones. Reemplazar
los cables defectuosos.
9.2.12 GripperTechKrl 11024
Código del men- GripperTechKrl 11024
saje
Texto del mensaje Error del estado de conmutación: El programa se ha detenido.
Tipo de mensaje Mensaje de error
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 57 / 73
GripperSpotTech 4.0
Posible(s) causa(s) Causa: No consta estado de conmutación (>>> Página 58)
Solución: Iniciar de nuevo el programa (>>> Página 58)
Causa: No consta estado de conmutación (>>> Página 58)
Solución: Prolongar el tiempo de espera hasta que conste el estado
de conmutación (>>> Página 58)
Causa: No consta estado de conmutación (>>> Página 59)
Solución: Corregir la configuración en la unidad de control
(>>> Página 59)
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Iniciar de nuevo el programa
Descripción Restablecer y reiniciar el programa.
Condición previa Se ha seleccionado un programa
Procedimiento Seleccionar la secuencia de menú Editar > Resetear programa.
Procedimiento En la barra de estado tocar el indicador de estado Interpretador del ro-
alternativo bot. Se abre una ventana.
Seleccionar Resetear programa.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Prolongar el tiempo de espera hasta que conste el estado de conmutación
Descripción En la configuración, prolongar el tiempo de espera hasta que conste el estado
de conmutación.
58 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
Procedimiento En Configuración > GripperSpotTech > Garra ajustar un nuevo tiempo de
espera.
Causa: No consta estado de conmutación
Descripción Ha transcurrido el tiempo de espera configurado para alcanzar el estado de
conmutación.
El programa se detiene porque no existe el estado de conmutación y la estra-
tegia de error configurada identifica este hecho.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
9.2.13 GripperTechKrl 11026
Código del men- GripperTechKrl 11026
saje
Texto del mensaje El número de garra no es válido.
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: La configuración de programación no es correcta
(>>> Página 59)
Solución: Corregir la configuración en la unidad de control
(>>> Página 59)
Causa: La configuración de programación no es correcta
Descripción El fallo se detecta cuando, en la configuración o en la programación, se indi-
quen valores no admisibles.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 59 / 73
GripperSpotTech 4.0
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
9.2.14 GripperTechKrl 11027
Código del men- GripperTechKrl 11027
saje
Texto del mensaje El número del estado de conmutación no es válido.
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: La configuración de programación no es correcta
(>>> Página 60)
Solución: Corregir la configuración en la unidad de control
(>>> Página 60)
Causa: La configuración de programación no es correcta
Descripción El fallo se detecta cuando, en la configuración o en la programación, se indi-
quen valores no admisibles.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
9.2.15 GripperTechKrl 11028
Código del men- GripperTechKrl 11028
saje
Texto del mensaje Número de salidas no válido.
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: La configuración de programación no es correcta
(>>> Página 61)
Solución: Corregir la configuración en la unidad de control
(>>> Página 61)
60 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
9 Mensajes
Causa: La configuración de programación no es correcta
Descripción El fallo se detecta cuando, en la configuración o en la programación, se indi-
quen valores no admisibles.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
9.2.16 GripperTechKrl 11029
Código del men- GripperTechKrl 11029
saje
Texto del mensaje Número de entradas no válido.
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: La configuración de programación no es correcta
(>>> Página 61)
Solución: Corregir la configuración en la unidad de control
(>>> Página 61)
Causa: La configuración de programación no es correcta
Descripción El fallo se detecta cuando, en la configuración o en la programación, se indi-
quen valores no admisibles.
De este modo se pueden comprobar las condiciones que están configu-
radas:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 61 / 73
GripperSpotTech 4.0
9.2.17 GripperTechKrl 11030
Código del men- GripperTechKrl 11030
saje
Texto del mensaje Garra no activa.
Tipo de mensaje Mensaje de observación
Posible(s) causa(s) Causa: La garra no está activa (>>> Página 62)
Solución: Corregir la configuración en la unidad de control
(>>> Página 62)
Causa: La garra no está activa
Descripción El estado de conmutación no puede establecerse porque la garra no está ac-
tiva.
De este modo se puede comprobar si la garra está activa:
Indicación de Comprobar los ajustes en Configuración > GripperSpotTech > Garra.
comprobación
Solución: Corregir la configuración en la unidad de control
Descripción Corregir la configuración en la unidad de control.
Esta actividad debe efectuarse conforme al procedimiento descrito
en las instrucciones de servicio y programación.
62 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
10 Servicio técnico de KUKA
10 Servicio técnico de KUKA
v
10.1 Requerimiento de asistencia técnica
Esta documentación ofrece información para el servicio y el manejo y también
t
Introducción
constituye una ayuda en caso de reparación de averías. Para más preguntas
dirigirse a la sucursal local.
Información Para poder atender cualquier solicitud es necesario tener a disposición
la siguiente información:
Descripción del problema, incluyendo datos acerca de la duración y la fre-
cuencia de la avería
Información lo más detallada posible acerca de los componentes de hard-
ware y software del sistema completo
La siguiente lista proporciona puntos de referencia acerca de qué informa-
ción es a menudo relevante:
Tipo y número de serie de la cinemática, p. ej. del manipulador
tipo y número de serie de la unidad de control
Tipo y número de serie de la alimentación de energía
Denominación y versión del System Software
Denominaciones y versiones de otros componentes de software o mo-
dificaciones
Paquete de diagnóstico KrcDiag
Adicionalmente, para KUKA Sunrise: Proyectos existentes, aplicacio-
nes incluidas
Para versiones del KUKA System Software anteriores a V8: Archivo
del software (KrcDiag aún no está disponible aquí.)
Aplicación existente
Ejes adicionales existentes
10.2 KUKA Customer Support
Disponibilidad El servicio de atención al cliente de KUKA se encuentra disponible en muchos
países. Estamos a su entera disposición para resolver cualquiera de sus pre-
guntas.
Argentina Ruben Costantini S.A. (agencia)
Luis Angel Huergo 13 20
Parque Industrial
2400 San Francisco (CBA)
Argentina
Tel. +54 3564 421033
Fax +54 3564 428877
ventas@costantini-sa.com
Australia KUKA Robotics Australia Pty Ltd
45 Fennell Street
Port Melbourne VIC 3207
Australia
Tel. +61 3 9939 9656
info@kuka-robotics.com.au
www.kuka-robotics.com.au
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 63 / 73
GripperSpotTech 4.0
Bélgica Automatización KUKA + Robots N.V.
Centrum Zuid 1031
3530 Houthalen
Bélgica
Tel. +32 11 516160
Fax +32 11 526794
info@kuka.be
www.kuka.be
Brasil KUKA Roboter do Brasil Ltda.
Travessa Claudio Armando, nº 171
Bloco 5 - Galpões 51/52
Bairro Assunção
CEP 09861-7630 São Bernardo do Campo - SP
Brasil
Tel. +55 11 4942-8299
Fax +55 11 2201-7883
info@kuka-roboter.com.br
www.kuka-roboter.com.br
Chile Robotec S.A. (agencia)
Santiago de Chile
Chile
Tel. +56 2 331-5951
Fax +56 2 331-5952
robotec@robotec.cl
www.robotec.cl
China KUKA Robotics China Co., Ltd.
No. 889 Kungang Road
Xiaokunshan Town
Songjiang District
201614 Shanghai
P. R. China
Tel. +86 21 5707 2688
Fax +86 21 5707 2603
info@kuka-robotics.cn
www.kuka-robotics.com
Alemania KUKA Roboter GmbH
Zugspitzstr. 140
86165 Augsburg
Alemania
Tel. +49 821 797-4000
Fax +49 821 797-1616
info@kuka-roboter.de
www.kuka-roboter.de
64 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
10 Servicio técnico de KUKA
Francia KUKA Automatisme + Robotique SAS
Techvallée
6, Avenue du Parc
91140 Villebon S/Yvette
Francia
Tel. +33 1 6931660-0
Fax +33 1 6931660-1
commercial@kuka.fr
www.kuka.fr
India KUKA Robotics India Pvt. Ltd.
Office Number-7, German Centre,
Level 12, Building No. - 9B
DLF Cyber City Phase III
122 002 Gurgaon
Haryana
India
Tel. +91 124 4635774
Fax +91 124 4635773
info@kuka.in
www.kuka.in
Italia KUKA Roboter Italia S.p.A.
Via Pavia 9/a - int.6
10098 Rivoli (TO)
Italia
Tel. +39 011 959-5013
Fax +39 011 959-5141
kuka@kuka.it
www.kuka.it
Japón KUKA Robotics Japón K.K.
YBP Technical Center
134 Godo-cho, Hodogaya-ku
Yokohama, Kanagawa
240 0005
Japón
Tel. +81 45 744 7691
Fax +81 45 744 7696
info@kuka.co.jp
Canadá KUKA Robotics Canada Ltd.
6710 Maritz Drive - Unit 4
Mississauga
L5W 0A1
Ontario
Canadá
Tel. +1 905 670-8600
Fax +1 905 670-8604
info@kukarobotics.com
www.kuka-robotics.com/canada
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 65 / 73
GripperSpotTech 4.0
Corea KUKA Robotics Korea Co. Ltd.
RIT Center 306, Gyeonggi Technopark
1271-11 Sa 3-dong, Sangnok-gu
Ansan City, Gyeonggi Do
426-901
Corea
Tel. +82 31 501-1451
Fax +82 31 501-1461
info@kukakorea.com
Malasia KUKA Robot Automation (M) Sdn Bhd
South East Asia Regional Office
No. 7, Jalan TPP 6/6
Taman Perindustrian Puchong
47100 Puchong
Selangor
Malasia
Tel. +60 (03) 8063-1792
Fax +60 (03) 8060-7386
info@kuka.com.my
México KUKA de México S. de R.L. de C.V.
Progreso #8
Col. Centro Industrial Puente de Vigas
Tlalnepantla de Baz
54020 Estado de México
México
Tel. +52 55 5203-8407
Fax +52 55 5203-8148
info@kuka.com.mx
www.kuka-robotics.com/mexico
Noruega KUKA Sveiseanlegg + Roboter
Sentrumsvegen 5
2867 Hov
Noruega
Tel. +47 61 18 91 30
Fax +47 61 18 62 00
info@kuka.no
Austria KUKA Roboter CEE GmbH
Gruberstraße 2-4
4020 Linz
Austria
Tel. +43 7 32 78 47 52
Fax +43 7 32 79 38 80
office@kuka-roboter.at
www.kuka.at
66 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
10 Servicio técnico de KUKA
Polonia KUKA Roboter Austria GmbH
Spółka z ograniczoną odpowiedzialnością
Oddział w Polsce
Ul. Porcelanowa 10
40-246 Katowice
Polonia
Tel. +48 327 30 32 13 or -14
Fax +48 327 30 32 26
ServicePL@kuka-roboter.de
Portugal KUKA Robots IBÉRICA, S.A.
Rua do Alto da Guerra n° 50
Armazém 04
2910 011 Setúbal
Portugal
Tel. +351 265 729 780
Fax +351 265 729 782
info.portugal@kukapt.com
www.kuka.com
Rusia KUKA Robotics RUS
Werbnaja ul. 8A
107143 Moskau
Rusia
Tel. +7 495 781-31-20
Fax +7 495 781-31-19
info@kuka-robotics.ru
www.kuka-robotics.ru
Suecia KUKA Svetsanläggningar + Robotar AB
A. Odhners gata 15
421 30 Västra Frölunda
Suecia
Tel. +46 31 7266-200
Fax +46 31 7266-201
info@kuka.se
Suiza KUKA Roboter Schweiz AG
Industriestr. 9
5432 Neuenhof
Suiza
Tel. +41 44 74490-90
Fax +41 44 74490-91
info@kuka-roboter.ch
www.kuka-roboter.ch
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 67 / 73
GripperSpotTech 4.0
España KUKA Robots IBÉRICA, S.A.
Pol. Industrial
Torrent de la Pastera
Carrer del Bages s/n
08800 Vilanova i la Geltrú (Barcelona)
España
Tel. +34 93 8142-353
Fax +34 93 8142-950
comercial@kukarob.es
www.kuka.es
Sudáfrica Jendamark Automation LTD (Agentur)
76a York Road
North End
6000 Port Elizabeth
Sudáfrica
Tel. +27 41 391 4700
Fax +27 41 373 3869
www.jendamark.co.za
Taiwán KUKA Robot Automation Taiwan Co., Ltd.
No. 249 Pujong Road
Jungli City, Taoyuan County 320
Taiwan, R. O. C.
Tel. +886 3 4331988
Fax +886 3 4331948
info@kuka.com.tw
www.kuka.com.tw
Tailandia KUKA Robot Automation (M) Sdn Bhd
Thailand Office
c/o Maccall System Co. Ltd.
49/9-10 Soi Kingkaew 30 Kingkaew Road
Tt. Rachatheva, A. Bangpli
Samutprakarn
10540 Thailand
Tel. +66 2 7502737
Fax +66 2 6612355
atika@ji-net.com
www.kuka-roboter.de
Chequia KUKA Roboter Austria GmbH
Organisation Tschechien und Slowakei
Sezemická 2757/2
193 00 Praha
Horní Počernice
República Checa
Tel. +420 22 62 12 27 2
Fax +420 22 62 12 27 0
support@kuka.cz
68 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
10 Servicio técnico de KUKA
Hungría KUKA Robotics Hungaria Kft.
Fö út 140
2335 Taksony
Hungría
Tel. +36 24 501609
Fax +36 24 477031
info@kuka-robotics.hu
EE. UU. KUKA Robotics Corporation
51870 Shelby Parkway
Shelby Township
48315-1787
Michigan
EE. UU.
Tel. +1 866 873-5852
Fax +1 866 329-5852
info@kukarobotics.com
www.kukarobotics.com
Reino Unido KUKA Robotics UK Ltd
Great Western Street
Wednesbury West Midlands
WS10 7LL
Reino Unido
Tel. +44 121 505 9970
Fax +44 121 505 6589
service@kuka-robotics.co.uk
www.kuka-robotics.co.uk
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 69 / 73
GripperSpotTech 4.0
70 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
Índice
Índice
A P
Actualizar, GripperSpotTech 11 Pinzas de soldadura 7
PNUM (señal) 35
B PRESPOT 6, 32
Botones de estado 14 Programación 25
Programación, Gripper CHECK 26
C Programación, Gripper SET 25
Carrera de trabajo 6 Programación, Gripper SYN CHECK 27
Carrera total 6 Programación, Gripper SYN SET 26
Configuración 17 Programación, RETRACT 29
Configuración, resumen 17 Programación, SPOT 28
Control de orientación, movimiento circular 31
Control de orientación, TCP 31 R
Cursos de formación 5 Requerimiento de asistencia técnica 63
RET_STAT (señal) 36
D RETRACT 6
Descripción del producto 7 RETRACT, formulario inline 29
Desinstalación, GripperSpotTech 11
Detección de colisión 30 S
Diagrama de señales, SPOT con RETRACT 39 Seguridad 9
Diagrama de señales, SPOT sin RETRACT 37 Servicio técnico, KUKA Roboter GmbH 63
Documentación, robot industrial 5 SPOT 6
SPOT, formulario inline 28
E
Ejemplos 33 T
Terminología utilizadaTerminología, utilizada 6
F
Formularios inline, resumen 25 U
USERSPOT.SRC, ejemplo 33
G Utilización conforme a los fines previstos 7
Garra 13 Utilización, conforme a los fines previstos 7
GhostMode 6
Gripper CHECK, formulario inline 26 W
Gripper SET, formulario inline 25 WLD_CMP (señal) 36
Gripper SYN CHECK, formulario inline 27 WLD_STRT (señal) 35
Gripper SYN SET, formulario inline 26 WRK_STAT (señal) 36
GUN_RET (señal) 36
GUN_WRK (señal) 36
I
Identificación de colisión 30
Instalación 11
Instalar, GripperSpotTech 11
Introducción 5
K
KUKA Customer Support 63
M
Mensajes 41
Menús 13
Modo de interpolación 30
O
Observaciones 5
Observaciones de seguridad 5
Operación 13
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 71 / 73
GripperSpotTech 4.0
72 / 73 Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3
GripperSpotTech 4.0
Edición: 09.03.2016 Versión: KST GripperSpotTech 4.0 V3 73 / 73
También podría gustarte
- KRC4 - Instrucciones de ServicioDocumento227 páginasKRC4 - Instrucciones de ServicioYogui72Aún no hay calificaciones
- Manual Control D Series EspDocumento397 páginasManual Control D Series EspXanti Zabala Da Rosa100% (1)
- KSS 83 SI EsDocumento501 páginasKSS 83 SI EsOscar Jiménez gilAún no hay calificaciones
- KSS 83 SI EsDocumento517 páginasKSS 83 SI EsKevin MirandaAún no hay calificaciones
- BA KR C4 Compact Es PDFDocumento131 páginasBA KR C4 Compact Es PDFLuisito Miguelito Erazo100% (2)
- KSS 41 END EsDocumento654 páginasKSS 41 END EsemersonAún no hay calificaciones
- KRC 2 - Instalación Software V 4.1Documento75 páginasKRC 2 - Instalación Software V 4.1Oscar Vazquez EspinosaAún no hay calificaciones
- Cables Robot Kuka Unidad Krc2Documento1 páginaCables Robot Kuka Unidad Krc277fenixAún no hay calificaciones
- Kuka FoldDocumento5 páginasKuka FoldRafael Ortega SaineroAún no hay calificaciones
- Apendice r41 EsDocumento177 páginasApendice r41 Esiagomou100% (2)
- Work Visual 3.1Documento185 páginasWork Visual 3.1Sergio Jordan Morales100% (1)
- KSS 41 END EsDocumento654 páginasKSS 41 END EsemersonAún no hay calificaciones
- Integración de Sistemas de Control Y Automatas Actividad de Evaluación Formativa EjerciciosDocumento3 páginasIntegración de Sistemas de Control Y Automatas Actividad de Evaluación Formativa Ejerciciossebastian riquelmeAún no hay calificaciones
- Paleta Colores VintageDocumento18 páginasPaleta Colores VintageSebastian A. Montanchez SaldarriagaAún no hay calificaciones
- Manual Robot KukaDocumento404 páginasManual Robot Kukajavier jassoAún no hay calificaciones
- Manual Operación - KRC4 CompactDocumento137 páginasManual Operación - KRC4 Compactsergio acuñaAún no hay calificaciones
- KST ServoGun Basic 10 EsDocumento218 páginasKST ServoGun Basic 10 EsAdrien Bref100% (2)
- KST WorkVisual 60 EsDocumento268 páginasKST WorkVisual 60 EsSanti PuyoAún no hay calificaciones
- KST RSI 40 EsDocumento120 páginasKST RSI 40 EsLuisito Miguelito ErazoAún no hay calificaciones
- KST ServoGun FC 21 EsDocumento131 páginasKST ServoGun FC 21 EsOmarCabrera100% (2)
- KR c2 Edition05Documento59 páginasKR c2 Edition05alberto aguirreAún no hay calificaciones
- 00c94250-000a-11e6-ad59-6cae8b4eb554Documento115 páginas00c94250-000a-11e6-ad59-6cae8b4eb554filojsAún no hay calificaciones
- KRC4 Smallsize - Instrucciones de ServicioDocumento145 páginasKRC4 Smallsize - Instrucciones de ServicioYogui72Aún no hay calificaciones
- Manual para Integradores PDFDocumento521 páginasManual para Integradores PDFROBOTICA PRODISMOAún no hay calificaciones
- MA KR C5 Micro EsDocumento154 páginasMA KR C5 Micro EsByron Xavier Lima CedilloAún no hay calificaciones
- Kuka System Software Krc4 Kss 8.2Documento209 páginasKuka System Software Krc4 Kss 8.2daniel100% (2)
- Safety KR C5 With KSS VSS EsDocumento44 páginasSafety KR C5 With KSS VSS EsemersonAún no hay calificaciones
- Programacion Avanzada Dx200 Ver.2.0 (23!05!17)Documento203 páginasProgramacion Avanzada Dx200 Ver.2.0 (23!05!17)Carlos Peregrina100% (1)
- Manuel Software KUKA SIMDocumento55 páginasManuel Software KUKA SIMsergio acuñaAún no hay calificaciones
- Prog Configuracion r41 EsDocumento127 páginasProg Configuracion r41 EsiagomouAún no hay calificaciones
- Manual de Instalacion Robot KawasakiDocumento18 páginasManual de Instalacion Robot Kawasakiadriana zelayaAún no hay calificaciones
- KST GlueTech 42 deDocumento71 páginasKST GlueTech 42 deOscar Jiménez gil100% (1)
- KST WorkVisual EsDocumento169 páginasKST WorkVisual EsEberPerez100% (2)
- KR c4 Ethercat Kss Vss 82-83-84 EsDocumento39 páginasKR c4 Ethercat Kss Vss 82-83-84 EskolosuxAún no hay calificaciones
- Descripcion General de RAPIDDocumento214 páginasDescripcion General de RAPIDEduardo LealAún no hay calificaciones
- Manual de Usuario ABB (Reparado)Documento30 páginasManual de Usuario ABB (Reparado)ELVIS AGUILAR HUERTAAún no hay calificaciones
- Ba KR 60 l45 Jet EsDocumento201 páginasBa KR 60 l45 Jet EsNicolas Romero100% (1)
- Variables de Systema - EsDocumento204 páginasVariables de Systema - EsiagomouAún no hay calificaciones
- Curso Programación TPE Nivel BDocumento155 páginasCurso Programación TPE Nivel BissacnochebuenaAún no hay calificaciones
- VSS 87 END EsDocumento370 páginasVSS 87 END EsDayron Rodríguez DíazAún no hay calificaciones
- LenguajeKRL KC2 PDFDocumento202 páginasLenguajeKRL KC2 PDFaldelroAún no hay calificaciones
- Manual de OperaciónDocumento216 páginasManual de OperaciónJar Za ArAún no hay calificaciones
- R-30iB Manual Seguridad (B-80687SP 12)Documento40 páginasR-30iB Manual Seguridad (B-80687SP 12)ruben gonzalez rodriguezAún no hay calificaciones
- KST WorkVisual 3.1 EsDocumento185 páginasKST WorkVisual 3.1 EsRichie Aceves100% (2)
- Systemmeldungen EsDocumento322 páginasSystemmeldungen Esemerson100% (1)
- B-81685ES - 02 - LRM 200ibDocumento226 páginasB-81685ES - 02 - LRM 200ibManuel Gil BotiaAún no hay calificaciones
- PDF Kuka Programming 1 DLDocumento311 páginasPDF Kuka Programming 1 DLMisael VideaAún no hay calificaciones
- 31 AdvancedProgrammingNX100Documento152 páginas31 AdvancedProgrammingNX100Abraham SegundoAún no hay calificaciones
- Manual KUKADocumento17 páginasManual KUKAmanolitometAún no hay calificaciones
- Practicas YaskawaDocumento202 páginasPracticas YaskawacegoglzAún no hay calificaciones
- Curso Básico Robot NachiDocumento96 páginasCurso Básico Robot NachiAuztim gutierrez reyes100% (2)
- B-80687SP - 10 Safety Manual PDFDocumento40 páginasB-80687SP - 10 Safety Manual PDFJosé Angel NoguezAún no hay calificaciones
- Manual Kuka 136Documento56 páginasManual Kuka 13677fenixAún no hay calificaciones
- Manual de Usuario Robot KukaDocumento20 páginasManual de Usuario Robot KukaPablys Zúñiga100% (1)
- Servidor Web FanucDocumento2 páginasServidor Web FanucAlberto Garcia PerezAún no hay calificaciones
- Guia Rapida FANUCVAG PDFDocumento13 páginasGuia Rapida FANUCVAG PDFkuajarlosAún no hay calificaciones
- Basic Programming MR CDocumento124 páginasBasic Programming MR CAnonymous ST8oiydAún no hay calificaciones
- Ladder MotomanDocumento9 páginasLadder MotomanDaniel GarciaAún no hay calificaciones
- Maintenance Manual SpansihDocumento136 páginasMaintenance Manual SpansihJuan Carlos Rojas LunaAún no hay calificaciones
- Operación Robot Kuka KR16Documento59 páginasOperación Robot Kuka KR16FaustoVinicioAcuñaCoelloAún no hay calificaciones
- KST GripperSpotTech 50 EsDocumento92 páginasKST GripperSpotTech 50 EsGuztavo FernandezAún no hay calificaciones
- KST LaserTech 50 Es PDFDocumento126 páginasKST LaserTech 50 Es PDFROBOTICA PRODISMOAún no hay calificaciones
- KUKA System SoftwareDocumento265 páginasKUKA System SoftwareRenato Vega VilchezAún no hay calificaciones
- Puertas ValesDocumento32 páginasPuertas ValesemersonAún no hay calificaciones
- Catalogo General Ide 2020Documento502 páginasCatalogo General Ide 2020emersonAún no hay calificaciones
- Kassandra 2021 2022Documento340 páginasKassandra 2021 2022emersonAún no hay calificaciones
- Simon 82 Concept CatalogoDocumento43 páginasSimon 82 Concept CatalogoemersonAún no hay calificaciones
- Systemmeldungen EsDocumento322 páginasSystemmeldungen Esemerson100% (1)
- Safety KR C5 With KSS VSS EsDocumento44 páginasSafety KR C5 With KSS VSS EsemersonAún no hay calificaciones
- ET200Documento60 páginasET200emersonAún no hay calificaciones
- Et200s Technological Functions Operating Instructions Es Es-ESDocumento348 páginasEt200s Technological Functions Operating Instructions Es Es-ESemersonAún no hay calificaciones
- Et200s F Operating Manual Es-ES Es-ESDocumento254 páginasEt200s F Operating Manual Es-ES Es-ESemersonAún no hay calificaciones
- Ensamblador y C++Documento14 páginasEnsamblador y C++Danfer Kevin Vallasco SantosAún no hay calificaciones
- ANI Python y BlenderDocumento28 páginasANI Python y BlenderManuel Alvarez GarroAún no hay calificaciones
- Introduccion de ComputacionDocumento6 páginasIntroduccion de ComputacionAlfredoAún no hay calificaciones
- Wor de Paga y LibreDocumento7 páginasWor de Paga y LibreTancoltze TancanhuitzAún no hay calificaciones
- Word, Excel y Powerpoint. CuadrosDocumento7 páginasWord, Excel y Powerpoint. CuadrosIliana GilAún no hay calificaciones
- Actividad 1Documento2 páginasActividad 1Samantha VazquezAún no hay calificaciones
- Teclado Alfa NumericoDocumento2 páginasTeclado Alfa NumericoEstefani JamilloAún no hay calificaciones
- PROGRAMAS PARA Desenhar Pixel ArtDocumento9 páginasPROGRAMAS PARA Desenhar Pixel ArtGeorge MaiaAún no hay calificaciones
- PyBD 3-3Documento13 páginasPyBD 3-3Mykel Alexander Calvache MurilloAún no hay calificaciones
- Guia - 2 Syr - Ii - Arquitectura - Del - PC - 28 de AgostoDocumento4 páginasGuia - 2 Syr - Ii - Arquitectura - Del - PC - 28 de AgostoJUAN ALEANSAún no hay calificaciones
- Clasificación de Software y HardwareDocumento5 páginasClasificación de Software y HardwareFREDDY SAMUEL ALEGRE LOPEZAún no hay calificaciones
- Taller Sistemas OperativosDocumento6 páginasTaller Sistemas OperativosJulio ParraAún no hay calificaciones
- Historia Economica Del Peru-BDocumento3 páginasHistoria Economica Del Peru-BEdwar Javier Vasquez EscuderoAún no hay calificaciones
- MANUAL PARA COMPARTIR UN PROYECTO EN REVIT (Archivo Central)Documento12 páginasMANUAL PARA COMPARTIR UN PROYECTO EN REVIT (Archivo Central)JulAún no hay calificaciones
- Tutorial 2 - Collector For ArcGISDocumento19 páginasTutorial 2 - Collector For ArcGISkarensouthworthAún no hay calificaciones
- Proyecto Fotogrametria AeraDocumento2 páginasProyecto Fotogrametria AeraJoel Jesus Abad PulacheAún no hay calificaciones
- Manual de Prácticas Unidad Ii IndustrialDocumento25 páginasManual de Prácticas Unidad Ii IndustrialNeri RojasAún no hay calificaciones
- Manual - Usuario 2,1Documento8 páginasManual - Usuario 2,1pipitul chucuhuAún no hay calificaciones
- Manual Word - Docx - CompressedDocumento31 páginasManual Word - Docx - CompressedCristhian CabezasAún no hay calificaciones
- Administración Del Sistema OperativoDocumento4 páginasAdministración Del Sistema Operativoelmer garciaAún no hay calificaciones
- Semana 29 y 30. MICROSOFT PUBLISHER PDFDocumento9 páginasSemana 29 y 30. MICROSOFT PUBLISHER PDFMelissa Murillo DiazAún no hay calificaciones
- Manual de Usuario SAEDocumento36 páginasManual de Usuario SAEDaniel Aparicio RodriguezAún no hay calificaciones
- Protc Und2 POODocumento8 páginasProtc Und2 POOandres argelAún no hay calificaciones
- 750001C Sistemas OperativosDocumento4 páginas750001C Sistemas Operativosrakiwi3326Aún no hay calificaciones
- T1. Nativas Vs MultiplataformaDocumento5 páginasT1. Nativas Vs MultiplataformaKarla DíazAún no hay calificaciones
- Mantenimiento de RedesDocumento9 páginasMantenimiento de RedesAngel BourbakiAún no hay calificaciones
- G1 - Brochure Sketchup BasicoDocumento7 páginasG1 - Brochure Sketchup BasicoKevin BGAún no hay calificaciones
- AudacityDocumento15 páginasAudacityAlex Da CherryAún no hay calificaciones