También podría gustarte
- Montaje de redes de distribución de agua. ENAT0108De EverandMontaje de redes de distribución de agua. ENAT0108Aún no hay calificaciones
- PE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresDocumento5 páginasPE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresAlejandro Nieto100% (1)
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Aws D1.1Documento75 páginasAws D1.1johnAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- D1.1 Guia para La InspectorDocumento74 páginasD1.1 Guia para La InspectorMARIBEL CAMPOS HUAMANAún no hay calificaciones
- 1 Calificación y Desempeño de Soldadores Rev04Documento6 páginas1 Calificación y Desempeño de Soldadores Rev04Nathalie VasquezAún no hay calificaciones
- Montaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409De EverandMontaje de anclajes y subestructura portante para fachadas transventiladas. IEXD0409Calificación: 5 de 5 estrellas5/5 (1)
- Procedimiento de Trabajos en SoldaduraDocumento12 páginasProcedimiento de Trabajos en SoldaduraCristian loyolaAún no hay calificaciones
- Montaje de redes de saneamiento. ENAT0108De EverandMontaje de redes de saneamiento. ENAT0108Aún no hay calificaciones
- SWE PLAT CAL 417 Calificacion de SoldadoresDocumento4 páginasSWE PLAT CAL 417 Calificacion de Soldadoresdark2072Aún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Estandar de Soldadura 002 Rev ADocumento12 páginasEstandar de Soldadura 002 Rev ACristian loyolaAún no hay calificaciones
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- Inspeccion VisualDocumento13 páginasInspeccion VisualDavid SALGUERO OLVEAAún no hay calificaciones
- Montaje de elementos y equipos en instalaciones de telecomunicaciones en edificiosDe EverandMontaje de elementos y equipos en instalaciones de telecomunicaciones en edificiosAún no hay calificaciones
- AWS D1.1. Cap 6 (Arg.)Documento64 páginasAWS D1.1. Cap 6 (Arg.)Joaquinillo TreviñoAún no hay calificaciones
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Inspección soldaduras estructuralesDocumento15 páginasInspección soldaduras estructuralesMarilyn CoroAún no hay calificaciones
- LGS01-Calificacion de SoldadoresDocumento14 páginasLGS01-Calificacion de SoldadoresGedalías MartínezAún no hay calificaciones
- End EsxpoDocumento4 páginasEnd EsxpoViviana Contreras CzAún no hay calificaciones
- Procedimiento GeneraL de SOLDADURADocumento28 páginasProcedimiento GeneraL de SOLDADURAAriel GalvezAún no hay calificaciones
- Procedimiento Soldadura de CañeríasDocumento12 páginasProcedimiento Soldadura de Cañeríastofonazo100% (2)
- Criterios de Aceptabilidad para Soldaduras en Inspeccion VisualDocumento3 páginasCriterios de Aceptabilidad para Soldaduras en Inspeccion VisualMauricioAún no hay calificaciones
- Procedimiento general de soldadura de gasoductosDocumento10 páginasProcedimiento general de soldadura de gasoductosAnonymous XqOKlgAún no hay calificaciones
- Operaciones de Inspección de SoldaduraDocumento3 páginasOperaciones de Inspección de SoldaduraJordany Esequiel Segovia SolanoAún no hay calificaciones
- Inspección visual soldaduraDocumento9 páginasInspección visual soldaduraBrayan Oscar Pacora Juro100% (3)
- Procedimiento para Calificación de Personal de SoldaduraDocumento6 páginasProcedimiento para Calificación de Personal de SoldaduraIvan EspejelAún no hay calificaciones
- Codigo de Soldadura D1.1-Alarcon MozaDocumento24 páginasCodigo de Soldadura D1.1-Alarcon MozaanabelguadalupeAún no hay calificaciones
- Inspección de soldaduras en acero según AWS D1.1Documento27 páginasInspección de soldaduras en acero según AWS D1.1Bryan C. Olaechea Saavedra100% (1)
- Inspeccion de SoldaduraDocumento5 páginasInspeccion de SoldaduraLuis Eduardo Perez RangelAún no hay calificaciones
- Procedimientos para Ensayos No Destructivos de SoldaduraDocumento6 páginasProcedimientos para Ensayos No Destructivos de SoldaduraRoy ToledoAún no hay calificaciones
- 90jkproc Calif Desemp SoldadoresDocumento5 páginas90jkproc Calif Desemp SoldadoresDaniel SalavarriaAún no hay calificaciones
- Procesos WPSDocumento5 páginasProcesos WPSRichard Gonzalo YtoAún no hay calificaciones
- Calificacion Aws-Acs PDFDocumento251 páginasCalificacion Aws-Acs PDFenriqueAún no hay calificaciones
- Inspección de soldaduras AWS D1.1-2004Documento58 páginasInspección de soldaduras AWS D1.1-2004Dany ReyesAún no hay calificaciones
- Caso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoDocumento4 páginasCaso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoHugo Ferro Cuellar50% (2)
- 01 PCW 1 Ejecucion y Control de Soldadura Rev.1Documento11 páginas01 PCW 1 Ejecucion y Control de Soldadura Rev.1malebranovAún no hay calificaciones
- I.21 SOLDADURA WPS-PQR Rev.01Documento14 páginasI.21 SOLDADURA WPS-PQR Rev.01LISSETTE ALARCONAún no hay calificaciones
- IT-QAQC-ALSUD-04 Instructivo de Trabajo de Soldadura en TallerDocumento7 páginasIT-QAQC-ALSUD-04 Instructivo de Trabajo de Soldadura en TallerAngelTinocoAún no hay calificaciones
- AWS EspanolDocumento64 páginasAWS EspanolJulian Contreras MoralesAún no hay calificaciones
- Norma Soldadura Aws d1.1Documento58 páginasNorma Soldadura Aws d1.1jpobando95% (22)
- Procedimiento de SoldaduraDocumento5 páginasProcedimiento de SoldaduraPer DCAún no hay calificaciones
- PRTE Soldadura Estructural Acero Revision - 2007-01-24Documento16 páginasPRTE Soldadura Estructural Acero Revision - 2007-01-24difevasanzAún no hay calificaciones
- Montaje e inspección de tuberías de aceroDocumento10 páginasMontaje e inspección de tuberías de aceroEduard John Vega LisencioAún no hay calificaciones
- Calificacion de SoldadoresDocumento4 páginasCalificacion de SoldadoresRodrigoAún no hay calificaciones
- SD-CA-PR-044 Calificacion de SoldadoresDocumento7 páginasSD-CA-PR-044 Calificacion de SoldadoresUniverso Enorme Aquel DíaAún no hay calificaciones
- Prueba de vacío para soldaduras API 650Documento4 páginasPrueba de vacío para soldaduras API 650javierAún no hay calificaciones
- Plan Calificaciòn de Soldadura y Soldadores BORADocumento12 páginasPlan Calificaciòn de Soldadura y Soldadores BORALuis Fernando Concha FigueroaAún no hay calificaciones
- Responsabilidades Del Inspector de Soldadura Mpo-Cod-008Documento8 páginasResponsabilidades Del Inspector de Soldadura Mpo-Cod-008Dante RojasAún no hay calificaciones
- EN 287-1-EXAMEN DE CUALIFICACION DE SOLDADORES-SOLDEO POR FUSION-PARTE 1-ACEROS Imprimido PDFDocumento43 páginasEN 287-1-EXAMEN DE CUALIFICACION DE SOLDADORES-SOLDEO POR FUSION-PARTE 1-ACEROS Imprimido PDFmanuel flores100% (1)
- Analisis de La Norma Api 1104Documento23 páginasAnalisis de La Norma Api 1104Marco AlvarezAún no hay calificaciones
- OBSCHILE-01 PCW 1 Ejecucion y Control de Soldadura Rev.1Documento9 páginasOBSCHILE-01 PCW 1 Ejecucion y Control de Soldadura Rev.1lewa65Aún no hay calificaciones
- AwsDocumento7 páginasAwsWilson Ramirez ZuniniAún no hay calificaciones
- Modulo 5 Documentos Que Gobiernan La Cal PDFDocumento30 páginasModulo 5 Documentos Que Gobiernan La Cal PDFManuel OsesAún no hay calificaciones
- IT-CAL-015 ELABORACION Y CALIFICACIÓN DEL PROCEDIMEINTO DE SOLDADURA Rev.0Documento7 páginasIT-CAL-015 ELABORACION Y CALIFICACIÓN DEL PROCEDIMEINTO DE SOLDADURA Rev.0mikimecAún no hay calificaciones
- Alineacion y SoldaduraDocumento3 páginasAlineacion y Soldadurajplutod0% (1)
- Plan de Calidad de Soldadura Taller RMDocumento4 páginasPlan de Calidad de Soldadura Taller RMJuan VilchezAún no hay calificaciones
- 7.-Proc. P Hidrostatica Tuberia Gas - FacilityDocumento6 páginas7.-Proc. P Hidrostatica Tuberia Gas - FacilityJhon CarrionAún no hay calificaciones
- 3.-Proc. Liquidos Penetrantes-FacilityDocumento6 páginas3.-Proc. Liquidos Penetrantes-FacilityJhon CarrionAún no hay calificaciones
- Reg-Sem-Mec-005a, Plan de Prueba - Linea - Pozo 201 - Sacha Sur Rev.1Documento6 páginasReg-Sem-Mec-005a, Plan de Prueba - Linea - Pozo 201 - Sacha Sur Rev.1Jhon CarrionAún no hay calificaciones
- 6.-Proc. Montaje de Tuberia-FacilityDocumento6 páginas6.-Proc. Montaje de Tuberia-FacilityJhon CarrionAún no hay calificaciones
- Reparación defectos soldadura planta gas MachalaDocumento4 páginasReparación defectos soldadura planta gas MachalaJhon CarrionAún no hay calificaciones
- 1.-Proc. Manejo, Acarreo, Transporte, Almacenamiento 1Documento5 páginas1.-Proc. Manejo, Acarreo, Transporte, Almacenamiento 1Jhon CarrionAún no hay calificaciones
- 2.-Proc. Pintura Anticorrosiva-FacilityDocumento6 páginas2.-Proc. Pintura Anticorrosiva-FacilityJhon CarrionAún no hay calificaciones
- Pr-Sem-Mec-003 Procedimiento Inspeccion de Soldadura 2013Documento12 páginasPr-Sem-Mec-003 Procedimiento Inspeccion de Soldadura 2013Jhon CarrionAún no hay calificaciones
- FOR - CIV. Prueba de Carga Pilote 3UVDocumento9 páginasFOR - CIV. Prueba de Carga Pilote 3UVJhon CarrionAún no hay calificaciones
- Hincado de Pilotes Area Tanque 1401aDocumento8 páginasHincado de Pilotes Area Tanque 1401aJhon CarrionAún no hay calificaciones
- PRC Elc 002-R0Documento8 páginasPRC Elc 002-R0Jhon CarrionAún no hay calificaciones
- FOR - CIV. Prueba de Carga Pilote 3UVDocumento9 páginasFOR - CIV. Prueba de Carga Pilote 3UVJhon CarrionAún no hay calificaciones
- Reg-Sem-Mec-005 - 008 Actas Generales Liberacion Arch 09-06-2013Documento11 páginasReg-Sem-Mec-005 - 008 Actas Generales Liberacion Arch 09-06-2013Jhon CarrionAún no hay calificaciones
- Pr-Sem-Mec-005 Procedimiento Limpieza y Pruebas HidrostaticasDocumento10 páginasPr-Sem-Mec-005 Procedimiento Limpieza y Pruebas HidrostaticasJhon CarrionAún no hay calificaciones
- Registro de Inspeccion en CampoDocumento4 páginasRegistro de Inspeccion en CampoJhon CarrionAún no hay calificaciones
- Pr-Sem-Mecl-004 Procedimiento Aplicacion Técnica Del PolikenDocumento7 páginasPr-Sem-Mecl-004 Procedimiento Aplicacion Técnica Del PolikenJhon CarrionAún no hay calificaciones
- Plan de Prueba PH-1Documento6 páginasPlan de Prueba PH-1Jhon CarrionAún no hay calificaciones
- Reporte FotograficoDocumento14 páginasReporte FotograficoJhon CarrionAún no hay calificaciones
- Instructivo para Roscado de Linea de 5PLGDocumento9 páginasInstructivo para Roscado de Linea de 5PLGJhon CarrionAún no hay calificaciones
- Procedimiento de Soldadura WPS PDFDocumento43 páginasProcedimiento de Soldadura WPS PDFLuis Denegri Leyton94% (18)
- Instructivo Tie-EnDocumento6 páginasInstructivo Tie-EnJhon CarrionAún no hay calificaciones
- Gestión de riesgos en desalojo de jardineraDocumento2 páginasGestión de riesgos en desalojo de jardineraJhon CarrionAún no hay calificaciones
- Instructivo Tie-EnDocumento6 páginasInstructivo Tie-EnJhon CarrionAún no hay calificaciones
- Informe Final Mnto. VialDocumento7 páginasInforme Final Mnto. VialJhon CarrionAún no hay calificaciones
- Informe Final Mnto. VialDocumento7 páginasInforme Final Mnto. VialJhon CarrionAún no hay calificaciones
- Informe de PittingDocumento5 páginasInforme de PittingJhon CarrionAún no hay calificaciones
- Gestión de riesgos en desalojo de jardineraDocumento2 páginasGestión de riesgos en desalojo de jardineraJhon CarrionAún no hay calificaciones
- Informe de InspeccionDocumento10 páginasInforme de InspeccionJhon CarrionAún no hay calificaciones
- Diseño de Pozo de AguaDocumento11 páginasDiseño de Pozo de AguaJhon CarrionAún no hay calificaciones
- Habilitacion, Armado y Colocacion de Acero de RefuerzoDocumento4 páginasHabilitacion, Armado y Colocacion de Acero de RefuerzoRamiro HuacalloAún no hay calificaciones
- Materiales RDocumento19 páginasMateriales RtulioAún no hay calificaciones
- Ejercicio 2 Tarea 4Documento23 páginasEjercicio 2 Tarea 4SamuelAún no hay calificaciones
- Tarifa Fuentes 2020 by CoytesaDocumento37 páginasTarifa Fuentes 2020 by Coytesajavier ortizAún no hay calificaciones
- Box-Culvert 0.6x0.6, 2010Documento9 páginasBox-Culvert 0.6x0.6, 2010Anonymous MKdulz2O1Aún no hay calificaciones
- INFORME #07 Observaciones TijeralesDocumento5 páginasINFORME #07 Observaciones TijeralesBladimir Jesús Ccama Cutipa0% (1)
- Clase 23. RevenidoDocumento13 páginasClase 23. RevenidobaparedesrAún no hay calificaciones
- Cuestionario 15Documento4 páginasCuestionario 15Adriana SalazarAún no hay calificaciones
- Presupuesto Estructura de Acero 2Documento8 páginasPresupuesto Estructura de Acero 2ernesto reyes martinezAún no hay calificaciones
- Fassi F95Documento8 páginasFassi F95gamboloAún no hay calificaciones
- Balance de Carga Horno CubiloteDocumento7 páginasBalance de Carga Horno CubiloteLilibeth Moran100% (1)
- Puente Carrozable Tipo Viga Ip (GB - 5)Documento9 páginasPuente Carrozable Tipo Viga Ip (GB - 5)Elizabeth Diana Gomez SantanaAún no hay calificaciones
- 26 Vlvula de EmergenciaDocumento7 páginas26 Vlvula de EmergenciaClaudio FloresAún no hay calificaciones
- Diseño de Zapatas Zc-1Documento13 páginasDiseño de Zapatas Zc-1Gosil EricssonAún no hay calificaciones
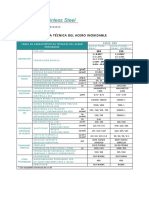
- Ficha Tecnica Acero InoxidableDocumento6 páginasFicha Tecnica Acero InoxidableCarlos Espino TipianiAún no hay calificaciones
- Simbologia AwsDocumento45 páginasSimbologia AwsJimyVillaAún no hay calificaciones
- FORMULA POLINOMICA FERIAS COLQUEPATA COMP 1 LvobDocumento1 páginaFORMULA POLINOMICA FERIAS COLQUEPATA COMP 1 LvobPauloOblitasCabreraAún no hay calificaciones
- Catálogo ADRIANZENDocumento56 páginasCatálogo ADRIANZENdaniel ramirez gonzalesAún no hay calificaciones
- Tabla de Materiales de Tuberias AstmDocumento3 páginasTabla de Materiales de Tuberias Astmllc3nd3rllAún no hay calificaciones
- SOLDADORESDocumento8 páginasSOLDADORESGuillermo ZaragozaAún no hay calificaciones
- Catalogo Productos VerqroDocumento36 páginasCatalogo Productos VerqroLinda VargasAún no hay calificaciones
- Asme Seccion Viii Apendice 4Documento8 páginasAsme Seccion Viii Apendice 4Ignacio Perez Ramirez50% (2)
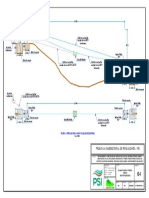
- Planta y perfil de oroya para traslado de materialDocumento1 páginaPlanta y perfil de oroya para traslado de materialDanilo E. AguirreAún no hay calificaciones
- Soltecomet Presentación CorporativaDocumento6 páginasSoltecomet Presentación Corporativamanu_chatAún no hay calificaciones
- Fierro habilitado Siderperu agrega valor a la construcciónDocumento33 páginasFierro habilitado Siderperu agrega valor a la construcciónArturo Car Roj100% (1)
- Tema CurvasTTTDocumento24 páginasTema CurvasTTTJoseluis Campean SedanoAún no hay calificaciones
- V 1011Documento5 páginasV 1011anwar sadatAún no hay calificaciones
- Catalogo de Conceptos HOTEL MOTTODocumento15 páginasCatalogo de Conceptos HOTEL MOTTODavid Cid100% (1)
- Compresion EjemplosDocumento29 páginasCompresion EjemplosGabrielaAún no hay calificaciones
- Ejercicios de Siderurgia 22Documento6 páginasEjercicios de Siderurgia 22josueAún no hay calificaciones
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Fundamentos de Macroeconomía: un enfoque didáctico aplicado a la realidad peruanaDe EverandFundamentos de Macroeconomía: un enfoque didáctico aplicado a la realidad peruanaAún no hay calificaciones
- Desigualdades: Por qué nos beneficia un país más igualitarioDe EverandDesigualdades: Por qué nos beneficia un país más igualitarioAún no hay calificaciones
- Pandenomics: La economía que viene en tiempos de megarrecesión, inflación y crisis globalDe EverandPandenomics: La economía que viene en tiempos de megarrecesión, inflación y crisis globalCalificación: 3.5 de 5 estrellas3.5/5 (17)
- Marketing: Una versión gráficaDe EverandMarketing: Una versión gráficaCalificación: 4.5 de 5 estrellas4.5/5 (2)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- John Maynard Keynes: Un capitalista revolucionarioDe EverandJohn Maynard Keynes: Un capitalista revolucionarioAún no hay calificaciones
- Qué es (y qué no es) la estadística: Usos y abusos de una disciplina clave en la vida de los países y las personasDe EverandQué es (y qué no es) la estadística: Usos y abusos de una disciplina clave en la vida de los países y las personasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Análisis estático y dinámico de estructurasDe EverandAnálisis estático y dinámico de estructurasCalificación: 4 de 5 estrellas4/5 (5)
- MF1005_3 - Optimización de la cadena LogísticaDe EverandMF1005_3 - Optimización de la cadena LogísticaCalificación: 4 de 5 estrellas4/5 (5)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Bioquímica: metabolismo energético, conceptos y aplicaciónDe EverandBioquímica: metabolismo energético, conceptos y aplicaciónCalificación: 4 de 5 estrellas4/5 (7)
- Si es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2De EverandSi es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2Calificación: 4 de 5 estrellas4/5 (13)
- La tabla periódica de los elementos químicosDe EverandLa tabla periódica de los elementos químicosCalificación: 1 de 5 estrellas1/5 (1)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)
- El concepto de la estrategia del océano azul: Las claves del famoso método para superar a la competenciaDe EverandEl concepto de la estrategia del océano azul: Las claves del famoso método para superar a la competenciaCalificación: 4 de 5 estrellas4/5 (14)
- Recetas caseras de jabón natural: un libro para principiantes en la fabricación de jabón sin lejíaDe EverandRecetas caseras de jabón natural: un libro para principiantes en la fabricación de jabón sin lejíaCalificación: 4.5 de 5 estrellas4.5/5 (14)