También podría gustarte
- Autonomo Electrodos GtawDocumento9 páginasAutonomo Electrodos GtawAlex GonzálezAún no hay calificaciones
- N°5.1 SMDocumento43 páginasN°5.1 SMedison albujar quintanaAún no hay calificaciones
- Proceso GtawDocumento21 páginasProceso GtawsamoetrobotinaAún no hay calificaciones
- 8018 C 1Documento1 página8018 C 1Alejandro Esteban Chelen ParraAún no hay calificaciones
- Cuadro Comparativo 1.Documento3 páginasCuadro Comparativo 1.Laury DíazAún no hay calificaciones
- Proceso GtawDocumento11 páginasProceso GtawLIBARDO LAGOSAún no hay calificaciones
- ACFrOgBQHQZuVjVjghewBt1rSIV0rC Br43vvvyPx6pr Ce3Mi4ybmFBLCWkhnPCoOc5Jc3MltPftC3HuHeye5uikRzF EI6R XLIzXqym8Ff4YhyIc1eotwhJu5wgTw0WNiDC34L3H4fgjF6HHmDocumento84 páginasACFrOgBQHQZuVjVjghewBt1rSIV0rC Br43vvvyPx6pr Ce3Mi4ybmFBLCWkhnPCoOc5Jc3MltPftC3HuHeye5uikRzF EI6R XLIzXqym8Ff4YhyIc1eotwhJu5wgTw0WNiDC34L3H4fgjF6HHmRaziel David Poot RodriguezAún no hay calificaciones
- Juan - Fernandez Tarea 4Documento4 páginasJuan - Fernandez Tarea 4juan fernandezAún no hay calificaciones
- Manual de Frio y Refrigeracion El Frigorista Torpe, TuberiasDocumento4 páginasManual de Frio y Refrigeracion El Frigorista Torpe, Tuberiasmadenicola10100% (2)
- FUNCIONESDocumento9 páginasFUNCIONESPablo LizanaAún no hay calificaciones
- Soldeo TIG (I): Curso de formación sobre soldadura con arco y gas inerteDocumento21 páginasSoldeo TIG (I): Curso de formación sobre soldadura con arco y gas inerteJose Caro100% (1)
- Curso TIG 21Documento18 páginasCurso TIG 21CAMILA IGNACIA LAGOSAún no hay calificaciones
- Proceso de Soldadura Mig - GmawDocumento39 páginasProceso de Soldadura Mig - GmawAlfredo Rafael Torres Gonzalez100% (1)
- Tema 1.08 Soldeo TIG - Alan Chumpitaz-1Documento101 páginasTema 1.08 Soldeo TIG - Alan Chumpitaz-1RodrigoAún no hay calificaciones
- Sold. MigmagDocumento15 páginasSold. MigmagGustavo HermosillaAún no hay calificaciones
- Cap Iv Soldadura Mig-Mag-Tig 2013 IDocumento11 páginasCap Iv Soldadura Mig-Mag-Tig 2013 IstefAún no hay calificaciones
- PDF SoldaduraDocumento95 páginasPDF SoldaduraJosé MateoAún no hay calificaciones
- Arco ElectricoDocumento80 páginasArco ElectricoRonald Eduardo Urbina EsquivelAún no hay calificaciones
- Curso TigDocumento22 páginasCurso TigAna Luz MartinezAún no hay calificaciones
- SoldaduraDocumento18 páginasSoldaduraGaby MartinezAún no hay calificaciones
- Apuntes CLIMA 1Documento477 páginasApuntes CLIMA 1Alba Torres DominguezAún no hay calificaciones
- Soldadura Inoxidable 53L PDFDocumento1 páginaSoldadura Inoxidable 53L PDFAlexander Arias VargasAún no hay calificaciones
- Tema 1.08 Soldeo GTAWDocumento101 páginasTema 1.08 Soldeo GTAWDaniel GuerraAún no hay calificaciones
- Defectos GMAW PDFDocumento7 páginasDefectos GMAW PDFWilmer Ramírez MerejildoAún no hay calificaciones
- 3 2soldadurasyempalmesDocumento98 páginas3 2soldadurasyempalmesTatiana RojasAún no hay calificaciones
- 8.proceso GmawDocumento48 páginas8.proceso Gmawditer najarAún no hay calificaciones
- Colada ContinuaDocumento35 páginasColada ContinuaNachoArenas0% (1)
- Proceso TigDocumento71 páginasProceso TigJhonatan MoralesAún no hay calificaciones
- Curso SoldaduraDocumento37 páginasCurso SoldaduraMarcosPintoPastenAún no hay calificaciones
- GENERALIDADESDocumento101 páginasGENERALIDADESNach Owono NguereAún no hay calificaciones
- Procesos de SoldaduraDocumento4 páginasProcesos de SoldaduraALAN GUTIERREZAún no hay calificaciones
- Soldadura TIG: Proceso, Elementos y Técnicas BásicasDocumento3 páginasSoldadura TIG: Proceso, Elementos y Técnicas Básicasmario2203Aún no hay calificaciones
- Proceso TIG: Guía completa del proceso de soldadura TIG (GTAWDocumento71 páginasProceso TIG: Guía completa del proceso de soldadura TIG (GTAWLENIN CAMPOS GUARDIAAún no hay calificaciones
- Tema 16 - Procesos de Corte y Preparacion de BordesDocumento140 páginasTema 16 - Procesos de Corte y Preparacion de BordesCarlos Quispe MartinezAún no hay calificaciones
- CAPÍTULO 7. - Proceso de Soldadura GTAWDocumento8 páginasCAPÍTULO 7. - Proceso de Soldadura GTAWCarlos PerezAún no hay calificaciones
- Soldadura GTAWDocumento34 páginasSoldadura GTAWjosuepirir307Aún no hay calificaciones
- Shot PeeningDocumento21 páginasShot PeeningGaby CchAún no hay calificaciones
- GTAWDocumento72 páginasGTAWKatherin Carhuas QuispeAún no hay calificaciones
- Organizador Visual - SesionDocumento2 páginasOrganizador Visual - SesionFranco VallesAún no hay calificaciones
- Soldadura de arco eléctrico: equipo y técnicasDocumento85 páginasSoldadura de arco eléctrico: equipo y técnicasOrielAún no hay calificaciones
- Proceso TigDocumento52 páginasProceso TigAlejandro Tano ValsecchiAún no hay calificaciones
- Soldadura TIGDocumento21 páginasSoldadura TIGJose PerezAún no hay calificaciones
- Proceso Gtaw-1Documento77 páginasProceso Gtaw-1ariel henryAún no hay calificaciones
- 5.-Drill String DesignDocumento69 páginas5.-Drill String DesignRulo Lince100% (1)
- Soldadura manganeso electrodoDocumento1 páginaSoldadura manganeso electrodojosel213Aún no hay calificaciones
- Soldadura GtawDocumento29 páginasSoldadura Gtawakm.danyal100% (2)
- Soldadura de Arco Electrico2Documento67 páginasSoldadura de Arco Electrico2ZarAún no hay calificaciones
- Técnicas de Soldadura Por ArcoDocumento19 páginasTécnicas de Soldadura Por ArcoOscar RivasAún no hay calificaciones
- s3 SESION 1 - MergedDocumento382 páginass3 SESION 1 - MergedMIJAIL FRANK RICALDI CARHUARICRAAún no hay calificaciones
- Canalizaciones EMTDocumento37 páginasCanalizaciones EMTRey LosiramAún no hay calificaciones
- GTAW o TIGDocumento33 páginasGTAW o TIGMauricio ObrequeAún no hay calificaciones
- Manual Torno Paralelo4Documento6 páginasManual Torno Paralelo4David Serrano ReynosaAún no hay calificaciones
- Laboratorio N°6 Soldadura de TuberiasDocumento12 páginasLaboratorio N°6 Soldadura de TuberiasrichardferAún no hay calificaciones
- Proceso TIG: Soldadura de Arco Eléctrico con Tungsteno Protegida por GasDocumento31 páginasProceso TIG: Soldadura de Arco Eléctrico con Tungsteno Protegida por GasOR Montezuma0% (1)
- Extrusión plástica: proceso de conformado por deformaciónDocumento24 páginasExtrusión plástica: proceso de conformado por deformaciónJorge López PalaciosAún no hay calificaciones
- Preparación bordes soldaduraDocumento122 páginasPreparación bordes soldaduraElmar Cuellar75% (4)
- Soldadura TIGDocumento25 páginasSoldadura TIGAxel LopezAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Pautas para El Desarrollo de Los Informes ParcialesDocumento3 páginasPautas para El Desarrollo de Los Informes ParcialesVeryto Mac CabAún no hay calificaciones
- Nivelesdecomprensionlectora 160507095659Documento16 páginasNivelesdecomprensionlectora 160507095659Ivan Tacza SantanaAún no hay calificaciones
- Modelo Informe FLV - Sep 2021 Dnfpe Aprobado 28.05.2021Documento26 páginasModelo Informe FLV - Sep 2021 Dnfpe Aprobado 28.05.2021Veryto Mac CabAún no hay calificaciones
- Pautas para El Desarrollo de Los Informes ParcialesDocumento3 páginasPautas para El Desarrollo de Los Informes ParcialesVeryto Mac CabAún no hay calificaciones
- Informe Final I.E Jesus Vera FernandezDocumento20 páginasInforme Final I.E Jesus Vera FernandezVeryto Mac CabAún no hay calificaciones
- Modelo Informe FLV - Sep 2021 Dnfpe Aprobado 28.05.2021Documento26 páginasModelo Informe FLV - Sep 2021 Dnfpe Aprobado 28.05.2021Veryto Mac CabAún no hay calificaciones
- Modelo Informe FLV - Sep 2021 Dnfpe Aprobado 28.05.2021Documento26 páginasModelo Informe FLV - Sep 2021 Dnfpe Aprobado 28.05.2021Veryto Mac CabAún no hay calificaciones
- 2da. Practica - Dirijida - Smaw - Marzo.Documento1 página2da. Practica - Dirijida - Smaw - Marzo.Veryto Mac CabAún no hay calificaciones
- Tarea ResueltaDocumento7 páginasTarea ResueltaVeryto Mac CabAún no hay calificaciones
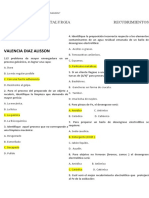
- Examen Final (Valencia Diaz Alisson)Documento10 páginasExamen Final (Valencia Diaz Alisson)Veryto Mac Cab100% (1)
- Hoja de Practica Montaje y Desmontaje de Mig .Documento2 páginasHoja de Practica Montaje y Desmontaje de Mig .Veryto Mac CabAún no hay calificaciones
- Examen Final CondoriDocumento7 páginasExamen Final CondoriVeryto Mac CabAún no hay calificaciones
- 1er. Trabajo Practico - Smaw - Abril 2021-IDocumento2 páginas1er. Trabajo Practico - Smaw - Abril 2021-IVeryto Mac CabAún no hay calificaciones
- 1ra. Practica - DirijidaDocumento3 páginas1ra. Practica - DirijidaVeryto Mac CabAún no hay calificaciones
- Soldadura GTAW: Guía completa sobre el proceso TIGDocumento24 páginasSoldadura GTAW: Guía completa sobre el proceso TIGVeryto Mac CabAún no hay calificaciones
- 1er. Trabajo Practico - Smaw - Abril 2021-IDocumento2 páginas1er. Trabajo Practico - Smaw - Abril 2021-IVeryto Mac CabAún no hay calificaciones
- Hoja de Practica Montaje y Desmontaje de Mig .Documento2 páginasHoja de Practica Montaje y Desmontaje de Mig .Veryto Mac CabAún no hay calificaciones
- 3ra. Clase - Soldadura Tig - Apasol-Resumen de VideoDocumento35 páginas3ra. Clase - Soldadura Tig - Apasol-Resumen de VideoVeryto Mac CabAún no hay calificaciones
- 7ma. Clase - Electrodos de Tungsteno de Soldadura Tig. PDFDocumento17 páginas7ma. Clase - Electrodos de Tungsteno de Soldadura Tig. PDFVeryto Mac CabAún no hay calificaciones
- Tarea ResueltaDocumento7 páginasTarea ResueltaVeryto Mac CabAún no hay calificaciones
- 4ta. - Clase - Operciones Practicas de Soldadura TigDocumento10 páginas4ta. - Clase - Operciones Practicas de Soldadura TigVeryto Mac CabAún no hay calificaciones
- 8va. Clase Gases Utilizados Soldadura TigDocumento11 páginas8va. Clase Gases Utilizados Soldadura TigVeryto Mac CabAún no hay calificaciones
- Sesion N°10 CONFORMADO DE METALESDocumento1 páginaSesion N°10 CONFORMADO DE METALESVeryto Mac CabAún no hay calificaciones
- Sesion N°12 Conformado de MetalesDocumento1 páginaSesion N°12 Conformado de MetalesVeryto Mac CabAún no hay calificaciones
- Sesion #14 Conformado de MetalesDocumento1 páginaSesion #14 Conformado de MetalesVeryto Mac CabAún no hay calificaciones
- Sesion N°4 CONFORMADO DE METALESDocumento1 páginaSesion N°4 CONFORMADO DE METALESVeryto Mac CabAún no hay calificaciones
- 7ta. Clase - Soldadura Tig-InoxidableDocumento16 páginas7ta. Clase - Soldadura Tig-InoxidableVeryto Mac Cab100% (2)
- Sesion #14 Conformado de MetalesDocumento1 páginaSesion #14 Conformado de MetalesVeryto Mac CabAún no hay calificaciones
- Sesion N°10 CONFORMADO DE METALESDocumento1 páginaSesion N°10 CONFORMADO DE METALESVeryto Mac CabAún no hay calificaciones
- Proyecto Pasleteria Dulce Pasion-AymeDocumento18 páginasProyecto Pasleteria Dulce Pasion-AymeLians Jhonatan Cardenas YarangaAún no hay calificaciones
- Tema 2 - Gestión de OperacionesDocumento27 páginasTema 2 - Gestión de OperacionesKarim Naomy Rojas ClavoAún no hay calificaciones
- Articulos 1Documento9 páginasArticulos 1Joe IbarguenAún no hay calificaciones
- 26 - Cambio de Válvula Dardo - FL - Rougher Rev0Documento20 páginas26 - Cambio de Válvula Dardo - FL - Rougher Rev0Gonzalo TurpoAún no hay calificaciones
- Cotización Leyendas y Abreviaturas.Documento1 páginaCotización Leyendas y Abreviaturas.Eumir Hiram Lopez HinojosaAún no hay calificaciones
- Proceso ReencaucheDocumento1 páginaProceso ReencaucheRafael LopezAún no hay calificaciones
- Reseña 5Documento3 páginasReseña 5maria camila duran giraldoAún no hay calificaciones
- Tema 3 Reglas Generales de InterpretaciónDocumento15 páginasTema 3 Reglas Generales de InterpretaciónEmua OliveraAún no hay calificaciones
- Tema 7 Registros de Costos Directos e Indirectos de ServiciosDocumento7 páginasTema 7 Registros de Costos Directos e Indirectos de Serviciosalexrojascossio1572Aún no hay calificaciones
- T#rssatud: Lima'Documento90 páginasT#rssatud: Lima'Katia Andrea AbuhadbaAún no hay calificaciones
- GTIA - Actividad 3 y 4Documento11 páginasGTIA - Actividad 3 y 4gilAún no hay calificaciones
- Gomez Chumpitaz, Ana Isabel-Zorrilla Mejía, Jose LeonardoDocumento72 páginasGomez Chumpitaz, Ana Isabel-Zorrilla Mejía, Jose LeonardoGianpier Delgado SilvaAún no hay calificaciones
- Plan de capacitación para técnicos de mantenimiento de sistemas de aire comprimidoDocumento35 páginasPlan de capacitación para técnicos de mantenimiento de sistemas de aire comprimidoDanitza Fabiola Baca LazoAún no hay calificaciones
- Unidad 3 - Tarea 3 Informe Programacion de La ProduccionDocumento13 páginasUnidad 3 - Tarea 3 Informe Programacion de La ProduccionOliverio EstradaAún no hay calificaciones
- 3.1 - Factores de Cambio en Las Organizaciones PDFDocumento12 páginas3.1 - Factores de Cambio en Las Organizaciones PDFOscar MirandaAún no hay calificaciones
- Examen Io 5AC3Documento9 páginasExamen Io 5AC3Angelica MarinAún no hay calificaciones
- Melissa Naranjo Guzman Tarea 2 212028 4Documento12 páginasMelissa Naranjo Guzman Tarea 2 212028 4Melissa Naranjo GuzmanAún no hay calificaciones
- Estados financieros NIIF UnivalleDocumento41 páginasEstados financieros NIIF Univallegabriela gomez mojicaAún no hay calificaciones
- M&S-190601-ING-PO-GE-101-4 Procedimiento de Diseño e Ingeniería - Vigencia 25-04-22Documento16 páginasM&S-190601-ING-PO-GE-101-4 Procedimiento de Diseño e Ingeniería - Vigencia 25-04-22Bruno IbanezAún no hay calificaciones
- Estudio de Mercado para HungriaDocumento54 páginasEstudio de Mercado para HungriaTomas Ignacio ScagliottiAún no hay calificaciones
- Guía de SocialesDocumento8 páginasGuía de SocialesClaudia GaleanoAún no hay calificaciones
- Practica N°4 - Martinez NicoleDocumento13 páginasPractica N°4 - Martinez NicoleNicky Martinez SalazarAún no hay calificaciones
- Proceso producción mermelada fresa 1kgDocumento2 páginasProceso producción mermelada fresa 1kgYamileth Obando ChavezAún no hay calificaciones
- Cuadro Sinoptico Clasificacion de EmpresasDocumento8 páginasCuadro Sinoptico Clasificacion de EmpresasPerla QuirozAún no hay calificaciones
- Documento 20.3.Documento147 páginasDocumento 20.3.Ricardo Alfonso Carlos LopezAún no hay calificaciones
- Rodríguez Lizbeth EA4 DiseñoDocumento9 páginasRodríguez Lizbeth EA4 DiseñoLIZAún no hay calificaciones
- LC 1257 050918 A Contabilidad II Plan2016 PDFDocumento354 páginasLC 1257 050918 A Contabilidad II Plan2016 PDFestefanyAún no hay calificaciones
- Terminos de CotizaciónDocumento3 páginasTerminos de CotizaciónRubi EstradaAún no hay calificaciones
- Reseña Historica Del Concepto de ProducciónDocumento6 páginasReseña Historica Del Concepto de ProducciónGrendys VélezAún no hay calificaciones
- Calibración 33Documento1 páginaCalibración 33chacha copias copiasAún no hay calificaciones