También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Formulas de Laminado y ForjadoDocumento5 páginasFormulas de Laminado y ForjadoG-sus Vi Britannia0% (1)
- Hormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318De EverandHormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318Calificación: 4.5 de 5 estrellas4.5/5 (2)
- Produccion de Sulfato de Zinc Con ReciduosDocumento67 páginasProduccion de Sulfato de Zinc Con Reciduosestefany villcaAún no hay calificaciones
- Clase 07-Deformación Volumetrica (Masiva) Trabajo de MetalesDocumento35 páginasClase 07-Deformación Volumetrica (Masiva) Trabajo de Metalesrquinchia1100% (1)
- REGLAMENTO I. Fin DOCTORCITO.Documento15 páginasREGLAMENTO I. Fin DOCTORCITO.Ingrid67% (3)
- Proceso de LaminadoDocumento18 páginasProceso de LaminadoJunior QuispeAún no hay calificaciones
- Analisis de Esfuerzo para Un Rodillo de Trabajo de Un Molino Laminador de Acero-LibreDocumento13 páginasAnalisis de Esfuerzo para Un Rodillo de Trabajo de Un Molino Laminador de Acero-LibreKenneth SmithAún no hay calificaciones
- Laminado y TrefiladoDocumento18 páginasLaminado y TrefiladoIvan Danilo León100% (1)
- Tema 3Documento103 páginasTema 3Kevin RodriguezAún no hay calificaciones
- TU TIPO - Diseño HumanoDocumento5 páginasTU TIPO - Diseño HumanoAsier Gonzalez100% (1)
- MC216 - Informe 5Documento28 páginasMC216 - Informe 5nickAún no hay calificaciones
- Informe N°4 - Laminado y Trefilado - MC216-CDocumento20 páginasInforme N°4 - Laminado y Trefilado - MC216-Cenrique AlcarrazAún no hay calificaciones
- 7 Laminado y TrefiladoDocumento18 páginas7 Laminado y TrefiladoKei Kurono KuronoAún no hay calificaciones
- Deformación VolumetricaDocumento6 páginasDeformación VolumetricaStefanyAún no hay calificaciones
- Laminado 20192 PDFDocumento33 páginasLaminado 20192 PDFCristian Daniel Coral SánchezAún no hay calificaciones
- El LaminadoDocumento26 páginasEl LaminadodavidpenaherreraAún no hay calificaciones
- Ensayo de Compresion - CDM IIDocumento7 páginasEnsayo de Compresion - CDM IIIvonneAún no hay calificaciones
- Laminado 20212Documento33 páginasLaminado 20212ROMMEL AARON REYNAGA ALVARADOAún no hay calificaciones
- Ensayo de CompresionDocumento8 páginasEnsayo de CompresionIvonne100% (1)
- Tema 5. Laminación de MetalesDocumento108 páginasTema 5. Laminación de MetalesBel CoroAún no hay calificaciones
- Informe Bejarano Laminado Trefilado ForjaDocumento12 páginasInforme Bejarano Laminado Trefilado ForjaLenin EspinozaAún no hay calificaciones
- HTTP Link - Live.net L HTTP Materias - Fcyt.umss - Edu.bo Tecno-II PDF Cap-32Documento13 páginasHTTP Link - Live.net L HTTP Materias - Fcyt.umss - Edu.bo Tecno-II PDF Cap-32Yesica CastellanosAún no hay calificaciones
- Laminado o Rolado de Metales 2014Documento133 páginasLaminado o Rolado de Metales 2014David Antaurco Meneses100% (1)
- Principios Del LaminadoDocumento4 páginasPrincipios Del LaminadoJorge GalvanAún no hay calificaciones
- Resumen Capitulo 13 Manufactura, Ingeniería y TecnologíaDocumento4 páginasResumen Capitulo 13 Manufactura, Ingeniería y TecnologíaRUSSELL ESTEBAN CALANI ARCEAún no hay calificaciones
- Capitulo II LaminacionDocumento15 páginasCapitulo II LaminacionJorgeAún no hay calificaciones
- Análisis de Laminación PlanaDocumento3 páginasAnálisis de Laminación PlanaEdward Olortegui JaraAún no hay calificaciones
- Forja CarDocumento59 páginasForja CarChristianAltamiranoAún no hay calificaciones
- Forjado FinalDocumento29 páginasForjado FinalJuan GranaraAún no hay calificaciones
- ForjadoDocumento9 páginasForjadoeduards moreno contrerasAún no hay calificaciones
- Forjado, Tipos, ClasesDocumento17 páginasForjado, Tipos, ClasesPaul VelaAún no hay calificaciones
- Procesos de ManufacturaDocumento39 páginasProcesos de ManufacturaAlexisAún no hay calificaciones
- Trabajo 2 (Autoguardado)Documento10 páginasTrabajo 2 (Autoguardado)oliverAún no hay calificaciones
- Resumen LaminadoDocumento7 páginasResumen LaminadoFabricio Churata CasazolaAún no hay calificaciones
- Resumen - Deformación VolumétricaDocumento12 páginasResumen - Deformación VolumétricaAriel FernandezAún no hay calificaciones
- Forjado de MetalesDocumento5 páginasForjado de MetalesSILVIA ELIZABETH GARCIA DIAZAún no hay calificaciones
- Forjado en Caliente de PiezasDocumento27 páginasForjado en Caliente de Piezas1rubena1Aún no hay calificaciones
- Procesos de Modelado MasivoDocumento55 páginasProcesos de Modelado Masivodamian llanasAún no hay calificaciones
- Informe de SiderurgiaDocumento22 páginasInforme de SiderurgiaDiego Gavino RomeroAún no hay calificaciones
- Procesos de Conformación CalienteDocumento18 páginasProcesos de Conformación CalienteDiego GudiñoAún no hay calificaciones
- Forjado en Caliente de PiezasDocumento27 páginasForjado en Caliente de PiezasWilliansMejiasAún no hay calificaciones
- FORJADODocumento19 páginasFORJADONathaly FonsecaAún no hay calificaciones
- Grupo 4 ProCesos de DeformacionDocumento71 páginasGrupo 4 ProCesos de DeformacionAngel CartagenaAún no hay calificaciones
- Guia de ForjadoDocumento11 páginasGuia de ForjadoCarlos PeñaAún no hay calificaciones
- Forjado 20212Documento28 páginasForjado 20212ROMMEL AARON REYNAGA ALVARADOAún no hay calificaciones
- A3 LaminaciónDocumento123 páginasA3 LaminaciónPabloAlbertoPuenteAlfaroAún no hay calificaciones
- FORJADODocumento6 páginasFORJADOvictor hugoAún no hay calificaciones
- Forjado en Caliente de PiezasDocumento28 páginasForjado en Caliente de PiezasfamionAún no hay calificaciones
- LAMINACIONDocumento26 páginasLAMINACIONAlexAún no hay calificaciones
- TP4 IM2 2020 Deformacion VolumetricaDocumento7 páginasTP4 IM2 2020 Deformacion VolumetricaMartin GiovanellaAún no hay calificaciones
- 1ra PRACTI Laminacion2013Documento7 páginas1ra PRACTI Laminacion2013Alex EscobarAún no hay calificaciones
- Forjado ClaseDocumento27 páginasForjado ClasemiguelAún no hay calificaciones
- FORJADODocumento19 páginasFORJADOdarwinAún no hay calificaciones
- Informe de Procesos de Manufactura IIDocumento13 páginasInforme de Procesos de Manufactura IIChicaiza RobertoAún no hay calificaciones
- Laminación - EXPOSICION DE PROSESOS IIDocumento13 páginasLaminación - EXPOSICION DE PROSESOS IIesmeralda diaz ibañezAún no hay calificaciones
- MEDIDASDocumento4 páginasMEDIDASKiara SvcAún no hay calificaciones
- Procesos de ConformadoDocumento13 páginasProcesos de Conformadoyorgelis angelAún no hay calificaciones
- Previo 6 Embutido y ForjadoDocumento6 páginasPrevio 6 Embutido y ForjadoKendrick TeodorAún no hay calificaciones
- Pdfde Deformacion VolumetricaDocumento18 páginasPdfde Deformacion VolumetricaRafita GaiborAún no hay calificaciones
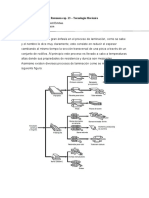
- TecsupDocumento21 páginasTecsupIngridAún no hay calificaciones
- Rectificado de Superficies PlanasDocumento11 páginasRectificado de Superficies PlanasIngridAún no hay calificaciones
- La Cepilladora de CodoDocumento26 páginasLa Cepilladora de CodoIngrid100% (1)
- Pediluvio TesisDocumento123 páginasPediluvio TesisIngridAún no hay calificaciones
- Operaciones de Maquinado Torno PDFDocumento40 páginasOperaciones de Maquinado Torno PDFIngridAún no hay calificaciones
- Informe PiezasDocumento11 páginasInforme PiezasIngridAún no hay calificaciones
- Estirado - TrefiladoDocumento16 páginasEstirado - TrefiladoIngridAún no hay calificaciones
- Carta de Servicio 2023 - 2026 - Matriz - Logo McuDocumento36 páginasCarta de Servicio 2023 - 2026 - Matriz - Logo Mcubeatriz.pastorgalAún no hay calificaciones
- Prendas de Alta VisibilidadDocumento2 páginasPrendas de Alta VisibilidadDiegoAún no hay calificaciones
- PDF A439 2022-12-15Documento1 páginaPDF A439 2022-12-15Erick Emmanuel Solis ReyesAún no hay calificaciones
- Plan Lector 2023Documento7 páginasPlan Lector 2023Melisa CastroAún no hay calificaciones
- TALLER RESOLVIENDO PROBLEMAS CON POLYA - Taller Pensamiento Lógica2Documento4 páginasTALLER RESOLVIENDO PROBLEMAS CON POLYA - Taller Pensamiento Lógica2Laura S. Z. LoteroAún no hay calificaciones
- 5 Grado 26 de Oct Al 06 de Nov PDFDocumento40 páginas5 Grado 26 de Oct Al 06 de Nov PDFJesus XoolAún no hay calificaciones
- Fundamentos de La Solucion de ConflictosDocumento3 páginasFundamentos de La Solucion de ConflictosBlockybatAún no hay calificaciones
- TAREA T2 - Apellido - Nombre - COMU Propuesta - RVDocumento3 páginasTAREA T2 - Apellido - Nombre - COMU Propuesta - RVFátima Melissa Zulueta FernandezAún no hay calificaciones
- Nmtnuf 55 BZP 3 Givlbimrfg 553270532Documento2 páginasNmtnuf 55 BZP 3 Givlbimrfg 553270532Fito100% (1)
- Pornografía de Venganza Vista LegalDocumento16 páginasPornografía de Venganza Vista LegalJoseLuisCastroAún no hay calificaciones
- P4 Benavides Ramiro Preparatorio ConverDocumento7 páginasP4 Benavides Ramiro Preparatorio ConverRamiro BenavidesAún no hay calificaciones
- Manual de Instalacion WPC 65M EspanolDocumento3 páginasManual de Instalacion WPC 65M EspanolmarioortizastudilloAún no hay calificaciones
- Unidad Tematica8Documento21 páginasUnidad Tematica8Diego BritosAún no hay calificaciones
- Tesis Doctoral - LIMON SUTILDocumento116 páginasTesis Doctoral - LIMON SUTILManuel VergarayAún no hay calificaciones
- CLAYDocumento140 páginasCLAYVerónica Natalia Rincón BaqueroAún no hay calificaciones
- El Pretensado de Las Edificaciones en El PeruDocumento5 páginasEl Pretensado de Las Edificaciones en El PeruTipula Alvarez NestorAún no hay calificaciones
- Obtención Del ArrabioDocumento11 páginasObtención Del ArrabioDarwinAcaroAún no hay calificaciones
- Memoria de Calculo-Maquina Tostadora de Mani-Grupo 1Documento44 páginasMemoria de Calculo-Maquina Tostadora de Mani-Grupo 1Oscar MoratoAún no hay calificaciones
- Anexo de Sesiones de Aprendizaje - EDA V Semana 1 - Editora Quipus PerúDocumento20 páginasAnexo de Sesiones de Aprendizaje - EDA V Semana 1 - Editora Quipus PerúJairo AromAún no hay calificaciones
- EequivalenteDocumento3 páginasEequivalentePhantumGerber100% (1)
- Juan Jose Viloria - Tarea 1 de La Unidad I (Español 1)Documento6 páginasJuan Jose Viloria - Tarea 1 de La Unidad I (Español 1)Juan-jo ViloriaAún no hay calificaciones
- Análisis de Integración Al ContextoDocumento9 páginasAnálisis de Integración Al ContextoGerardo MondragonAún no hay calificaciones
- Proyecto Empresarial TerminadoDocumento5 páginasProyecto Empresarial TerminadoCesar Lara VelasquezAún no hay calificaciones
- Entrevista A Madre ComunitariaDocumento4 páginasEntrevista A Madre ComunitariaDeisy BorrayAún no hay calificaciones
- Actividad 2 - Funciones Del LenguajeDocumento6 páginasActividad 2 - Funciones Del LenguajeAle MartinezAún no hay calificaciones
- Dilema de Un GerenteDocumento3 páginasDilema de Un GerenteRubén Rodríguez GuerreroAún no hay calificaciones
- Transformadores de Tension y de Intensidad - OutputDocumento43 páginasTransformadores de Tension y de Intensidad - Outputisabel garciaAún no hay calificaciones
- Discos SSDDocumento7 páginasDiscos SSDJulianAún no hay calificaciones