También podría gustarte
- Diagrama de Proceso de Pilado de ArrozDocumento3 páginasDiagrama de Proceso de Pilado de ArrozLESLY EVELYN TIRADO MEDINA100% (1)
- El Molino Ubicado en El Centro Poblado de NaranjitosDocumento8 páginasEl Molino Ubicado en El Centro Poblado de NaranjitosFrans Villalobos JiménezAún no hay calificaciones
- Diagrama de Flijo ARROZDocumento4 páginasDiagrama de Flijo ARROZA. Enrique E. T.100% (1)
- Aplicación Del Sistema de Costos AbcDocumento10 páginasAplicación Del Sistema de Costos AbcLESLY EVELYN TIRADO MEDINAAún no hay calificaciones
- Plan de Negocios Arroz2Documento49 páginasPlan de Negocios Arroz2RenatoAún no hay calificaciones
- Proceso de Pilado Del Arroz Molino Espiga Del Norte E.I.R.L.Documento18 páginasProceso de Pilado Del Arroz Molino Espiga Del Norte E.I.R.L.Rhucliana P-c0% (1)
- Cadena de Suministro Arroz PDFDocumento3 páginasCadena de Suministro Arroz PDFSUSANA ORTEGAAún no hay calificaciones
- Almacenadora Asoportuguesa II (Autoguardado)Documento4 páginasAlmacenadora Asoportuguesa II (Autoguardado)Alcides FloresAún no hay calificaciones
- Cereales InvestigacionDocumento7 páginasCereales Investigacionsau_tkdAún no hay calificaciones
- Analisis de Criticidad FinalDocumento65 páginasAnalisis de Criticidad FinalGILBERTO OLANO BUSTAMANTEAún no hay calificaciones
- ELABORACION DEL AZUCAR PRQ 3630Documento10 páginasELABORACION DEL AZUCAR PRQ 3630Ximena Trujillo HerediaAún no hay calificaciones
- Pilado de ArrozDocumento8 páginasPilado de ArrozRoni Aguilar HuacchaAún no hay calificaciones
- Aplicación Del Sistema de Costos AbcDocumento8 páginasAplicación Del Sistema de Costos AbcLESLY EVELYN TIRADO MEDINAAún no hay calificaciones
- Pilado de Arroz IntroducciónDocumento5 páginasPilado de Arroz IntroducciónNicole ButronAún no hay calificaciones
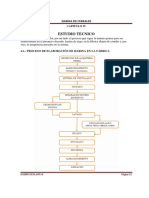
- Cap 4 Balance de Materia y Energia en Elaboracion de Harinas PDFDocumento34 páginasCap 4 Balance de Materia y Energia en Elaboracion de Harinas PDFCrosszeriaAún no hay calificaciones
- Ver Videos Que Están en El Grupo para Saber Cual Es El Proceso de TodoDocumento2 páginasVer Videos Que Están en El Grupo para Saber Cual Es El Proceso de TodoRaul Abraham Abrego CastrellónAún no hay calificaciones
- Diseño Del Eje de La Pulidora de Piedra y Selección de RodamientosDocumento56 páginasDiseño Del Eje de La Pulidora de Piedra y Selección de RodamientosChel Xander Burga TorresAún no hay calificaciones
- 04 C Proceso de ExtracciónDocumento32 páginas04 C Proceso de ExtracciónAnderson Alvarado100% (1)
- Proceso de Limpieza Del ArrozDocumento2 páginasProceso de Limpieza Del ArrozJesús Avilez100% (1)
- MOLINODocumento22 páginasMOLINOMafher Sofhia Reldheld GallegozAún no hay calificaciones
- Lpad Lpad-423 Ejercicio T006Documento14 páginasLpad Lpad-423 Ejercicio T006san vilcherrezAún no hay calificaciones
- Cuestionario de VisitaDocumento6 páginasCuestionario de VisitaJahir Fiestas DiazAún no hay calificaciones
- Descripción Del ProcesoDocumento2 páginasDescripción Del ProcesoRosa SBAún no hay calificaciones
- Harina de Quinoa Trabajo 1Documento9 páginasHarina de Quinoa Trabajo 1Josseline Adriana Rivera RevolloAún no hay calificaciones
- Planta de Molienda de ArrozDocumento7 páginasPlanta de Molienda de Arrozblu5000Aún no hay calificaciones
- Calibracion y Ajuste de Combinadas 2015Documento10 páginasCalibracion y Ajuste de Combinadas 2015StevenBaronOmeAún no hay calificaciones
- Diapositivas de ArrozDocumento20 páginasDiapositivas de ArrozYunni Alixon100% (5)
- Caso de Estudio. Proceso de Molienda TrigoDocumento3 páginasCaso de Estudio. Proceso de Molienda TrigoyaneliAún no hay calificaciones
- Catalogo Reciclaje .Documento28 páginasCatalogo Reciclaje .Luis RemaheAún no hay calificaciones
- Elaboración de Un CerealDocumento6 páginasElaboración de Un CerealAarón MartínezAún no hay calificaciones
- Diagrama de Flujo ArrozDocumento15 páginasDiagrama de Flujo ArrozAbsolutamente Nadie100% (1)
- 4 Arroz FinalDocumento30 páginas4 Arroz FinalYenner Jhonatan GarciaAún no hay calificaciones
- Tipos de CosechadorasDocumento5 páginasTipos de CosechadorasIsmael Gonzalez33% (3)
- Conferencia 2 O P MoledoraDocumento33 páginasConferencia 2 O P Moledoracesar100% (1)
- Limpieza y Acondicionamiento de TrigoDocumento33 páginasLimpieza y Acondicionamiento de TrigoPaula Pérez100% (2)
- Procesamiento Industrial Del ArrozDocumento21 páginasProcesamiento Industrial Del ArrozPaola Robles VásquezAún no hay calificaciones
- Flujograma de Pilado de ArrozDocumento4 páginasFlujograma de Pilado de ArrozBony DiazgAún no hay calificaciones
- Harina Modulo4Documento11 páginasHarina Modulo4Emilio MuñozAún no hay calificaciones
- Descripción Del Diagrama de Operaciones de ProcesoDocumento4 páginasDescripción Del Diagrama de Operaciones de ProcesoTeobaldo Junior Dioses PerezAún no hay calificaciones
- Molino-San-Juan JustificadoDocumento3 páginasMolino-San-Juan JustificadoEdward FloresAún no hay calificaciones
- Fabrica de FideosDocumento4 páginasFabrica de FideosSandraLuciaAún no hay calificaciones
- Visita Industrial Nº1 Industria MaltexcoDocumento8 páginasVisita Industrial Nº1 Industria MaltexconabikikaiAún no hay calificaciones
- Diapositivas de Proceso Del Arroz 2Documento20 páginasDiapositivas de Proceso Del Arroz 2YURIAún no hay calificaciones
- Proceso de ProducciónDocumento8 páginasProceso de Produccióneduar de la rosaAún no hay calificaciones
- Practica2-Tecnologia 2 - Grupo MiercolesDocumento15 páginasPractica2-Tecnologia 2 - Grupo MiercolesKATHERIN MILAGROS PUMA HANAMPAAún no hay calificaciones
- Proceso Productivo de La Avena en HojuelasDocumento3 páginasProceso Productivo de La Avena en Hojuelasmicheel ramirezAún no hay calificaciones
- Tesis de Makinaria IndustrialDocumento60 páginasTesis de Makinaria IndustrialJesus CuellarAún no hay calificaciones
- Elaboracion de HarinasDocumento17 páginasElaboracion de HarinasKaren PintaAún no hay calificaciones
- Molino InformeDocumento13 páginasMolino InformeYuliana Nátaly C'BernalAún no hay calificaciones
- Manejo Poscosecha ArrozDocumento30 páginasManejo Poscosecha ArrozMelani Zenteno SolisAún no hay calificaciones
- Grupo 3 - Tamizado PresentacionDocumento42 páginasGrupo 3 - Tamizado PresentacionAlejandro BareiroAún no hay calificaciones
- Planta Procesadora de HarinaDocumento14 páginasPlanta Procesadora de HarinaLlanos M Luis50% (2)
- El Proceso de Elaboración de Cerveza Comprende Las Siguientes EtapasDocumento28 páginasEl Proceso de Elaboración de Cerveza Comprende Las Siguientes EtapasWashington Espirilla TorresAún no hay calificaciones
- Proceso de Producción Avena Hojuelas y MolidaDocumento2 páginasProceso de Producción Avena Hojuelas y MolidaMarco RubioAún no hay calificaciones
- Cap 4 Balance de Materia y Energia en Elaboracion de HarinasDocumento34 páginasCap 4 Balance de Materia y Energia en Elaboracion de HarinasHugo Ulises Moscoso78% (9)
- Indudstria HarineraDocumento29 páginasIndudstria HarineraalbaAún no hay calificaciones
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraDe EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraAún no hay calificaciones
- Fabricación de granulados de corcho en plancha. MAMA0109De EverandFabricación de granulados de corcho en plancha. MAMA0109Aún no hay calificaciones
- Tecnología para la producción de cacao. Como sistema agroforestal en regiones potenciales de ColombiaDe EverandTecnología para la producción de cacao. Como sistema agroforestal en regiones potenciales de ColombiaAún no hay calificaciones
- Int-For-Obc-02 Protocolo de Movimiento de TierrasDocumento1 páginaInt-For-Obc-02 Protocolo de Movimiento de TierrasTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Int-For-Obc-04 Protocolo de Liberación Cerco PerimetralDocumento1 páginaInt-For-Obc-04 Protocolo de Liberación Cerco PerimetralTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- La Generacion Electrica en El PeruDocumento7 páginasLa Generacion Electrica en El PeruTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- SALAZAR, P. - Maritorio Energético, Energía Undimotriz Como Articuladora Del Ecosistema y El Patrimonio Del Estrecho de MagallanesDocumento128 páginasSALAZAR, P. - Maritorio Energético, Energía Undimotriz Como Articuladora Del Ecosistema y El Patrimonio Del Estrecho de MagallanesTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Energia RenovablesDocumento4 páginasEnergia RenovablesTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Mercado Electrico PeruanoDocumento5 páginasMercado Electrico PeruanoTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Mendez Triana Luisa Fernanda 2020Documento77 páginasMendez Triana Luisa Fernanda 2020Tyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Gf-Cal-Pl-01 Plan de Calidad - Uezu - Maria Parado - Rev - 01Documento16 páginasGf-Cal-Pl-01 Plan de Calidad - Uezu - Maria Parado - Rev - 01Tyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Carta Ensa-Gr-0147-2022Documento4 páginasCarta Ensa-Gr-0147-2022Tyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Galvanizado en FrioDocumento1 páginaGalvanizado en FrioTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Log de Procedimiento - HvacDocumento1 páginaLog de Procedimiento - HvacTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Taco de ExpansiónDocumento1 páginaTaco de ExpansiónTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Gf-Cal-Pl-01 Plan de Calidad Ver.03' - Diar Ingenieros - Maria Parado de BellidoDocumento19 páginasGf-Cal-Pl-01 Plan de Calidad Ver.03' - Diar Ingenieros - Maria Parado de BellidoTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Portada FimeDocumento1 páginaPortada FimeTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- En Una Central de Turbina de Gas de Ciclo BraytonDocumento1 páginaEn Una Central de Turbina de Gas de Ciclo BraytonTyrson Jhonathan Chuquilin CarrascoAún no hay calificaciones
- Diseño de Un Transportador de Tornillo Sinfin - Mi2Documento23 páginasDiseño de Un Transportador de Tornillo Sinfin - Mi2Tyrson Jhonathan Chuquilin Carrasco100% (2)
- S02.s1Tarea Laboratorio N°1Documento21 páginasS02.s1Tarea Laboratorio N°1Carlos DanielAún no hay calificaciones
- Mapas, Conceptos, Prácticas 2022-2023Documento73 páginasMapas, Conceptos, Prácticas 2022-2023pablo RAún no hay calificaciones
- Apuntes Sobre La Atmósfera PDFDocumento7 páginasApuntes Sobre La Atmósfera PDFcienciadiegotorrenteAún no hay calificaciones
- Calor TempDocumento29 páginasCalor Temp28SOLESAún no hay calificaciones
- Plan TM Lab02Documento63 páginasPlan TM Lab02Anthony Zevallos PortilloAún no hay calificaciones
- Variables e Instrumentación Meteorológicas. HumedadDocumento17 páginasVariables e Instrumentación Meteorológicas. HumedadAlberto Riobo IglesiasAún no hay calificaciones
- EVAPOTRANSPIRACIONDocumento78 páginasEVAPOTRANSPIRACIONAlberto Lapa GomezAún no hay calificaciones
- Informe-Gestion AmbientalDocumento74 páginasInforme-Gestion AmbientalSHANDRA PERALTAAún no hay calificaciones
- Secado de PapelDocumento190 páginasSecado de PapelAngel Azathoth Goetz100% (1)
- Informe Modificado PsicrometroDocumento14 páginasInforme Modificado PsicrometroEymy Ascona GamezAún no hay calificaciones
- Tarea 2Documento7 páginasTarea 2Clau BecerrilAún no hay calificaciones
- Primer Trabajo de Mecánica de Suelos Con FechaDocumento16 páginasPrimer Trabajo de Mecánica de Suelos Con FechaShindia JuarezAún no hay calificaciones
- Enviar Trabajo Determinacion de Contenido de Humedad PDFDocumento12 páginasEnviar Trabajo Determinacion de Contenido de Humedad PDFElin Diaz LinaresAún no hay calificaciones
- Bloque de EjerciciosDocumento14 páginasBloque de Ejerciciosdreamweaver i'm a believerAún no hay calificaciones
- Manual GeosolDocumento6 páginasManual GeosolMt GrAún no hay calificaciones
- Analisis Bioclimatico PDFDocumento11 páginasAnalisis Bioclimatico PDFDavid VillarruelAún no hay calificaciones
- Informe MaderaDocumento67 páginasInforme MaderabetofisicosudAún no hay calificaciones
- Equipo para CatacionDocumento3 páginasEquipo para Catacionley sAún no hay calificaciones
- Aire HumedoDocumento24 páginasAire Humedonatalia50% (2)
- Expo Mi ParteDocumento5 páginasExpo Mi ParteAndres ArenasAún no hay calificaciones
- Aporte BajadoDocumento12 páginasAporte BajadoCilia Milena BalantaAún no hay calificaciones
- Metodo de Calculo de Humedad RelativaDocumento7 páginasMetodo de Calculo de Humedad RelativaEdith EstradaAún no hay calificaciones
- MaderasDocumento48 páginasMaderasLuisa Daniela Torres YayaAún no hay calificaciones
- UNIDAD - 4 Recepción y Almacenamiento de Medicamentos y Dispositivos MédicosDocumento29 páginasUNIDAD - 4 Recepción y Almacenamiento de Medicamentos y Dispositivos Médicossmeting2495100% (1)
- Manual de Instrucciones e Instalación Del Panel de Control: Kern KFS-TDocumento53 páginasManual de Instrucciones e Instalación Del Panel de Control: Kern KFS-TJuan CastrillónAún no hay calificaciones
- Carta PsicometricaDocumento2 páginasCarta PsicometricaEdinson TamiAún no hay calificaciones
- Autoclave Woson Tanda HSV RDocumento26 páginasAutoclave Woson Tanda HSV RMarcelo Carrasco R100% (1)
- Manual de Instrumentacion U D O UDABOLDocumento226 páginasManual de Instrumentacion U D O UDABOLPetrel Erwin AnZe LoPezAún no hay calificaciones
- 6-Analisis de Distintas Tecnologias de LimpiezaDocumento17 páginas6-Analisis de Distintas Tecnologias de LimpiezaeduhernAún no hay calificaciones
- Transferencia de CalorDocumento8 páginasTransferencia de CalorDennis Lorena MonsalveAún no hay calificaciones