También podría gustarte
- Livia CasoDocumento5 páginasLivia Casocristhian santos livia vargasAún no hay calificaciones
- Ing. Ind. 2021-II - Habilidades Directivas - Fernando Noriega - Power Point 2 - Ventaja Competitiva y NegociaciónDocumento50 páginasIng. Ind. 2021-II - Habilidades Directivas - Fernando Noriega - Power Point 2 - Ventaja Competitiva y NegociaciónJimi Montana GarcesAún no hay calificaciones
- ADOLFO HUAMAN - Gestión Tactica de Fallas Criticas Con Análisis Probabilístico PDFDocumento21 páginasADOLFO HUAMAN - Gestión Tactica de Fallas Criticas Con Análisis Probabilístico PDFjogremaurAún no hay calificaciones
- 152 Problemas Con Transistores ResueltosDocumento15 páginas152 Problemas Con Transistores ResueltosJorge CarreraAún no hay calificaciones
- El Minotauro en Alcasser 1Documento29 páginasEl Minotauro en Alcasser 1Terpsicore de los Bosques100% (1)
- Quechua Básico TextoDocumento145 páginasQuechua Básico TextoMirko Elio AguirreAún no hay calificaciones
- Asesoría - Primer ExamenDocumento4 páginasAsesoría - Primer Examenjo mAún no hay calificaciones
- Tema 7.1. - Tratamientos Tã©rmicos PDF (PPT de Clase Presencial)Documento58 páginasTema 7.1. - Tratamientos Tã©rmicos PDF (PPT de Clase Presencial)CESAR EDUARDO DE LA CRUZ ANTICONAAún no hay calificaciones
- IMGA 2023 ConfiabilidadDocumento44 páginasIMGA 2023 ConfiabilidadROLY DAVID RODRIGUEZ CASTRO100% (1)
- Caso 5 Backus JhonsonDocumento31 páginasCaso 5 Backus JhonsonJurgen Martinez del AguilaAún no hay calificaciones
- Tema 2. - Propiedades Mecánicas (PPT de Clase)Documento34 páginasTema 2. - Propiedades Mecánicas (PPT de Clase)Adriana Rosas BejaranoAún no hay calificaciones
- Tema 6. - Aleaciones Ferrosas-2da Parte (PPT de Clase)Documento36 páginasTema 6. - Aleaciones Ferrosas-2da Parte (PPT de Clase)Adriana Rosas BejaranoAún no hay calificaciones
- Tema - 2 Ensayo de MaterialesDocumento57 páginasTema - 2 Ensayo de MaterialesLuis AdrianAún no hay calificaciones
- Tema 7.3.-Diagrama Fe-Fe3CDocumento43 páginasTema 7.3.-Diagrama Fe-Fe3CbrandunAún no hay calificaciones
- Mejoras en La Gestin Del Mantenimiento Scaf PerDocumento44 páginasMejoras en La Gestin Del Mantenimiento Scaf PerCarlos CarrilloAún no hay calificaciones
- Gestion de ActivosDocumento7 páginasGestion de Activoslessenia machacca qquentaAún no hay calificaciones
- Módulo 1 - Qué Es AngloAmerican PDFDocumento3 páginasMódulo 1 - Qué Es AngloAmerican PDFMaria Ignacia VasquezAún no hay calificaciones
- 01-LCC SAMI Tmpos Clases MtoDocumento17 páginas01-LCC SAMI Tmpos Clases MtoByron Lopez100% (1)
- Tema 4 - Diagramas de Equilibrio de Las AleacionesDocumento55 páginasTema 4 - Diagramas de Equilibrio de Las AleacionesElena RodriguezAún no hay calificaciones
- Análisis de Datos de Fallas. Curso Tutorial. M 16.DRSMDocumento335 páginasAnálisis de Datos de Fallas. Curso Tutorial. M 16.DRSMLuis Alfonso Vizcaya SebastianiAún no hay calificaciones
- 3 Indicadores Estratégicos de MantenimientoDocumento23 páginas3 Indicadores Estratégicos de MantenimientoHarold Zavaleta CastroAún no hay calificaciones
- 005 - Cambio de Cable de LevanteDocumento32 páginas005 - Cambio de Cable de Levantepadopulos9400100% (1)
- Tema 7.2.-Diagramas de Equilibrio 1era ParteDocumento25 páginasTema 7.2.-Diagramas de Equilibrio 1era PartebrandunAún no hay calificaciones
- Practica Calificada 2 ConfiabilidadDocumento2 páginasPractica Calificada 2 ConfiabilidadMiguel Murga MirandaAún no hay calificaciones
- Ingenieria de Confiabilidad Espanol 2021Documento183 páginasIngenieria de Confiabilidad Espanol 2021Manuel J. ArayaAún no hay calificaciones
- Metodología de Mantenimiento Centrado en RiesgoDocumento8 páginasMetodología de Mantenimiento Centrado en RiesgoHUGO FRANK ZAVALA RAMOSAún no hay calificaciones
- SSAB Hardox Wearparts ESDocumento20 páginasSSAB Hardox Wearparts ESandres100% (1)
- Presentación RHM - Toromocho 17-11-2023Documento10 páginasPresentación RHM - Toromocho 17-11-2023Jonathan Caceres PizarroAún no hay calificaciones
- Planificación y Programación Del Mantenimiento T4Documento38 páginasPlanificación y Programación Del Mantenimiento T4Diego Altamirano100% (2)
- Cojinetes CatDocumento2 páginasCojinetes CatDiego VicenteAún no hay calificaciones
- Lectura 6 Lean en Mineria-Convertido - En.esDocumento10 páginasLectura 6 Lean en Mineria-Convertido - En.esdajhana donayreAún no hay calificaciones
- Analisis de Equipos y HerramientasDocumento25 páginasAnalisis de Equipos y HerramientaslisandroAún no hay calificaciones
- 11 Programacion Del Trabajo de MantenimientoDocumento64 páginas11 Programacion Del Trabajo de MantenimientoNIvardo Celi Rivera ToralvaAún no hay calificaciones
- U1. Enfoque Estrategico Del Mantenimiento - Rev.1Documento116 páginasU1. Enfoque Estrategico Del Mantenimiento - Rev.1Frank Silva SaldañaAún no hay calificaciones
- t-056-i-1109-AFA2019-2 - Informe Técnico - Ensayo de Dureza - PiñónDocumento2 páginast-056-i-1109-AFA2019-2 - Informe Técnico - Ensayo de Dureza - PiñónChristian SantillanAún no hay calificaciones
- Antecedentes Del SMRP y Del Examen de Certificación CMRPDocumento42 páginasAntecedentes Del SMRP y Del Examen de Certificación CMRPAlvaro Santa Cruz Diaz0% (1)
- Mantenimiento Centrado en Confiabilidad (RCM) : Ing. Luis Hurtado Campos Mg. Mba Mg. Confiabilidad Ing. CMRPDocumento90 páginasMantenimiento Centrado en Confiabilidad (RCM) : Ing. Luis Hurtado Campos Mg. Mba Mg. Confiabilidad Ing. CMRPchristopher aguilar nunezAún no hay calificaciones
- 17a.-Ing. Adolfo Casilla Aplicacion de FMEADocumento10 páginas17a.-Ing. Adolfo Casilla Aplicacion de FMEAmicmarley2012Aún no hay calificaciones
- MD6420 - DT7 - Información de Sello Swivel de Cabezal de RotaciónDocumento5 páginasMD6420 - DT7 - Información de Sello Swivel de Cabezal de RotaciónVictor Arce100% (1)
- Caso 1 PDFDocumento5 páginasCaso 1 PDFCarlos BerrospeAún no hay calificaciones
- Soma DMP - RTDocumento23 páginasSoma DMP - RTojeda gAún no hay calificaciones
- Manual Optimizacion Plan Mantenimiento Tecsup Ingenieria PDFDocumento24 páginasManual Optimizacion Plan Mantenimiento Tecsup Ingenieria PDFjavierAún no hay calificaciones
- Tribologia PDFDocumento121 páginasTribologia PDFChristian SilvaAún no hay calificaciones
- Simulación Examen CMRP - Rev2Documento25 páginasSimulación Examen CMRP - Rev2huaynate1Aún no hay calificaciones
- Luna Quispe, Joel Iván: Ingeniero MecánicoDocumento129 páginasLuna Quispe, Joel Iván: Ingeniero MecánicoJohnPortugalAlmeidaAún no hay calificaciones
- Modular Overview Flyer R2 A4 Spanish PDFDocumento4 páginasModular Overview Flyer R2 A4 Spanish PDFDennys Claros ToutinAún no hay calificaciones
- Balotario de Preguntas (2) MANEJODocumento11 páginasBalotario de Preguntas (2) MANEJODalmer ReyesAún no hay calificaciones
- Instalación y Servicio VoighDocumento126 páginasInstalación y Servicio VoighJavier Gaete Obreque100% (1)
- Ensayo TPM-RCM FinDocumento6 páginasEnsayo TPM-RCM FinFernando David Siles NatesAún no hay calificaciones
- Habilidadestecnicas068 - Modelo Asset PAS 55 ISO 2013Documento55 páginasHabilidadestecnicas068 - Modelo Asset PAS 55 ISO 2013edi_nkjAún no hay calificaciones
- Curso VA101 - Vibraciones Mecanicas1 - PDM - Resumen PDFDocumento29 páginasCurso VA101 - Vibraciones Mecanicas1 - PDM - Resumen PDFEduardo GoyhenecheAún no hay calificaciones
- Motores 2Documento30 páginasMotores 2Alex TacuriAún no hay calificaciones
- Analisis de Fallas en Bombas Centrifugas v2 FinalDocumento25 páginasAnalisis de Fallas en Bombas Centrifugas v2 FinalAlex VarasAún no hay calificaciones
- Taller MCC Mod. 1 GTDH RSDocumento157 páginasTaller MCC Mod. 1 GTDH RSRubicel100% (1)
- Estrategias de Mantenimiento-Sesión 1A 2018 PDFDocumento20 páginasEstrategias de Mantenimiento-Sesión 1A 2018 PDFEDRUGAún no hay calificaciones
- Bomba de Cavidad ProgresivaDocumento4 páginasBomba de Cavidad Progresivajose AlejandroAún no hay calificaciones
- Analisis de Falla PDFDocumento9 páginasAnalisis de Falla PDFHugo Enrique GomezAún no hay calificaciones
- Catalogo EsDocumento43 páginasCatalogo EsAnonymous oloKimorAún no hay calificaciones
- Gestion de ActivosDocumento11 páginasGestion de ActivosDANIEL FOQUITAAún no hay calificaciones
- t-056-i-1109-AFA2019-2 - Informe Técnico - Inspección Visual - PiñonDocumento6 páginast-056-i-1109-AFA2019-2 - Informe Técnico - Inspección Visual - PiñonChristian SantillanAún no hay calificaciones
- Foro Calificado 3 - Planificacion y Programacion de MantenimientoDocumento2 páginasForo Calificado 3 - Planificacion y Programacion de MantenimientoRafael Juan Fernández100% (1)
- Analisis Causa Raiz - COL PDFDocumento40 páginasAnalisis Causa Raiz - COL PDFdio_arias2219Aún no hay calificaciones
- Proyecto Final de SoldaduraDocumento19 páginasProyecto Final de SoldaduraJaime CandoAún no hay calificaciones
- Trabajo Individual 2Documento2 páginasTrabajo Individual 2Jorge CarreraAún no hay calificaciones
- Grupo4-Informe1 Rev4Documento6 páginasGrupo4-Informe1 Rev4Jorge Carrera100% (1)
- 2 Oscilaciones Amortiguadas y Forzadas PDFDocumento20 páginas2 Oscilaciones Amortiguadas y Forzadas PDFJorge CarreraAún no hay calificaciones
- Complejidad OrganizacionalDocumento8 páginasComplejidad OrganizacionalBetsy PerezAún no hay calificaciones
- MTPC M11 Ud02 Anx 04B RDocumento3 páginasMTPC M11 Ud02 Anx 04B RDanna DelgadoAún no hay calificaciones
- Informe de Laboratorio N°9 2Documento7 páginasInforme de Laboratorio N°9 2Victoria RuizAún no hay calificaciones
- Ams02 Clase01 Itzcovich H Iniciacion Al Estudio DidacticoDocumento4 páginasAms02 Clase01 Itzcovich H Iniciacion Al Estudio DidacticordarioponceAún no hay calificaciones
- Cambio TecnológicoDocumento5 páginasCambio TecnológicoCarlos GómezAún no hay calificaciones
- La CoordinaciónDocumento15 páginasLa CoordinaciónYlv HuachaniAún no hay calificaciones
- Línea de Investigación MedularDocumento2 páginasLínea de Investigación MedularDavid OrtegaAún no hay calificaciones
- Contenidos Programaticos ELECTIVA II 2021Documento5 páginasContenidos Programaticos ELECTIVA II 2021David Andres Lopez SaenzAún no hay calificaciones
- Laboratorio 1 Corte - Circuitos IIDocumento12 páginasLaboratorio 1 Corte - Circuitos IIRhoy LopezAún no hay calificaciones
- Tutorias Académica 2020-2Documento12 páginasTutorias Académica 2020-2Jaime Juárez quispeAún no hay calificaciones
- Enfoque Sistémico de La AdministraciónDocumento25 páginasEnfoque Sistémico de La Administraciónrazielka91% (99)
- Accion DisciplinariaDocumento4 páginasAccion DisciplinariaXavier Iriarte (Frank)Aún no hay calificaciones
- 02 Diapositivas. Competencias Profesionales XXIDocumento24 páginas02 Diapositivas. Competencias Profesionales XXIJose Francisco Flores MaldonadoAún no hay calificaciones
- Modelo SílaboDocumento8 páginasModelo SílaboGus AguilarAún no hay calificaciones
- Facultad de Ciencias Empresariales: Creación de Capital y Activos en Época de PandemiaDocumento6 páginasFacultad de Ciencias Empresariales: Creación de Capital y Activos en Época de PandemiaYoxelina MonsalveAún no hay calificaciones
- Taller Unidad IllDocumento7 páginasTaller Unidad IllJohana GelvezAún no hay calificaciones
- Ficha 12 Ciencias Tecnologicas 4° Sec - Cv.unidadd IvDocumento3 páginasFicha 12 Ciencias Tecnologicas 4° Sec - Cv.unidadd IvRaul Martin Orosco PaucarAún no hay calificaciones
- Guia de Matemáticas 6Documento6 páginasGuia de Matemáticas 6Andres Felipe Arcila OcampoAún no hay calificaciones
- Anexo 8 - SST - Pro - 03. Identificación de Peligros y Valoración de RiesgosDocumento42 páginasAnexo 8 - SST - Pro - 03. Identificación de Peligros y Valoración de RiesgosEdwin Alexander Puentes BalagueraAún no hay calificaciones
- Declinaciones LatinasDocumento14 páginasDeclinaciones LatinasBrian TeranAún no hay calificaciones
- Pca de Educacion FisicaDocumento11 páginasPca de Educacion FisicaJovita UvijindiaAún no hay calificaciones
- Manual Estadstica FinalDocumento41 páginasManual Estadstica FinalFernando Antonio Guevara IbáñezAún no hay calificaciones
- Caso Practico Unidad 1Documento6 páginasCaso Practico Unidad 1Yicel Morelo poloAún no hay calificaciones
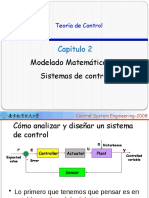
- 2016-1 Capítulo #2 Modelado Matemático de Sistemas de ControlDocumento77 páginas2016-1 Capítulo #2 Modelado Matemático de Sistemas de ControlHector Vergara100% (1)
- Hojas TiranidosDocumento88 páginasHojas TiranidosLuis Mercadal MiramonAún no hay calificaciones
- Ejemplos Motivo de PeritaciónDocumento2 páginasEjemplos Motivo de PeritaciónMaria Paula HoyosAún no hay calificaciones
- Formacion Ciudadana en El Curriculo UniversitarioDocumento12 páginasFormacion Ciudadana en El Curriculo UniversitarioManuela AriasAún no hay calificaciones
- Examen GeografiaDocumento31 páginasExamen Geografialeidy valadezAún no hay calificaciones