También podría gustarte
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209De EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Calificación: 5 de 5 estrellas5/5 (2)
- Rectificado de Motores DieselDocumento19 páginasRectificado de Motores DieselYuliethsita Pulido100% (4)
- Conceptos Basicos de AlineamientoDocumento54 páginasConceptos Basicos de AlineamientoCesar Zeballos100% (1)
- Ajuste de MotorDocumento25 páginasAjuste de MotorÆxis QuevedoAún no hay calificaciones
- Balanceo y Mediciones Del CigüeñalDocumento9 páginasBalanceo y Mediciones Del Cigüeñalnivar30% (2)
- Rectificado Del CigüeñalDocumento18 páginasRectificado Del Cigüeñaljaun sos67% (3)
- Inyección Eléctronica - Agile Motor PDFDocumento66 páginasInyección Eléctronica - Agile Motor PDFadrianramon100% (14)
- Rectificación Del MotorDocumento17 páginasRectificación Del Motoryane1993100% (3)
- Manual Mezclador Cintas Siergfried FinalDocumento19 páginasManual Mezclador Cintas Siergfried FinalEdwin BustosAún no hay calificaciones
- Ajuste de MotorDocumento26 páginasAjuste de MotorSebastián RockAún no hay calificaciones
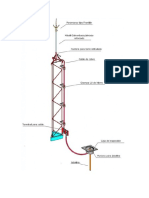
- PararrayosDocumento9 páginasPararrayosEulo Quispe MamaniAún no hay calificaciones
- Mediciones de CilindroDocumento8 páginasMediciones de CilindroMarco RazzettiAún no hay calificaciones
- Rectificado de Motores para AjusteDocumento22 páginasRectificado de Motores para Ajusteneto5flores-1Aún no hay calificaciones
- Rectificado de MotoresDocumento46 páginasRectificado de MotoresJuan Pablo Diaz Beltran100% (1)
- Verificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesDocumento7 páginasVerificaciones e Inspecciones Al Bloque de Motor y Partes MóvilesRoel Hector Cruz AnampaAún no hay calificaciones
- Rectificación de MotorDocumento12 páginasRectificación de MotorMichael Joel100% (1)
- Flexion Del CigueñalDocumento14 páginasFlexion Del Cigueñalhttp://elmaquinista.foroargentina.net/forum100% (11)
- Valores Siemens Baterias OrangeDocumento21 páginasValores Siemens Baterias Orangemickycachoperro60% (5)
- Rectificado de CabezotesDocumento19 páginasRectificado de CabezotesXavier Hidalgo100% (1)
- Crianza y Manejo de Ganado VacunoDocumento46 páginasCrianza y Manejo de Ganado VacunoGiorgio Sánchez100% (1)
- Rectificacion de CigueñalDocumento11 páginasRectificacion de CigueñalRicardo SudAún no hay calificaciones
- Calibraciones y Mecanizado en CigüeñalesDocumento33 páginasCalibraciones y Mecanizado en CigüeñalesJonathan Zuniga Marin89% (9)
- PSFyRS ATALAYADocumento60 páginasPSFyRS ATALAYAYilssa H Tamani AguirreAún no hay calificaciones
- Fortificacion de Mallas (Completo)Documento15 páginasFortificacion de Mallas (Completo)SebastiánLozanoBustos33% (3)
- BalanceoDocumento5 páginasBalanceosfcrak100% (1)
- Arbol de Levas y CigueñalDocumento10 páginasArbol de Levas y CigueñalAlessandro DarioAún no hay calificaciones
- Máquinas y Herramientas Utilizadas en La Reconstrucción de Motores Diésel y GasolinaDocumento31 páginasMáquinas y Herramientas Utilizadas en La Reconstrucción de Motores Diésel y GasolinaHenry Israel Satama Ramirez80% (5)
- Ovalmiento y ConocidadDocumento5 páginasOvalmiento y Conocidadcarlos denarAún no hay calificaciones
- Afilado de Brocas EditadoDocumento34 páginasAfilado de Brocas EditadoEulo Quispe Mamani100% (1)
- Afilado de Brocas EditadoDocumento34 páginasAfilado de Brocas EditadoEulo Quispe Mamani100% (1)
- RECTIFICADORADocumento4 páginasRECTIFICADORAboricoa100% (1)
- Rectificacion de CigueñalesDocumento5 páginasRectificacion de CigueñalesFrank Vini SimbañaAún no hay calificaciones
- RectificadoraDocumento4 páginasRectificadoraJoe OchoaAún no hay calificaciones
- Comparar Las Medidas Obtenidas Con Las Especificadas Por El Fabricante y Emitir OpiniónDocumento6 páginasComparar Las Medidas Obtenidas Con Las Especificadas Por El Fabricante y Emitir OpiniónAdolfo LipaaleAún no hay calificaciones
- Rectificado de MotorDocumento9 páginasRectificado de MotorIvangio ReyesAún no hay calificaciones
- Motores de Combustion Presentacion2Documento36 páginasMotores de Combustion Presentacion2stalinAún no hay calificaciones
- Plano de CigueñaleraDocumento8 páginasPlano de CigueñaleraDavid Rosas ParedesAún no hay calificaciones
- Imet9°b Actividad2 Equipo2Documento12 páginasImet9°b Actividad2 Equipo2Ariadna Jacqueline Beltran ReyesAún no hay calificaciones
- Verificacion Culata Del MotorDocumento24 páginasVerificacion Culata Del MotorSergio Perlaza100% (1)
- Maquinas e HerramientasDocumento11 páginasMaquinas e HerramientasBraian CabezasAún no hay calificaciones
- Bloque de CilindrosDocumento6 páginasBloque de CilindrosLeo MancillaAún no hay calificaciones
- Medidas Del MotorDocumento6 páginasMedidas Del MotorOnailime NacalAún no hay calificaciones
- Introducción A Los Procesos AbrasivosDocumento48 páginasIntroducción A Los Procesos AbrasivosTavo Gato Viejo UAún no hay calificaciones
- Rectificadora de CiguealesDocumento23 páginasRectificadora de CiguealesHazel PalaciosAún no hay calificaciones
- Taller 4 - Cigueñal 2016Documento10 páginasTaller 4 - Cigueñal 2016MichaelJhuniorReymundoGarciaAún no hay calificaciones
- Flexiones Del Cigueñal PDFDocumento16 páginasFlexiones Del Cigueñal PDFAnonymous u99w5mh8QHAún no hay calificaciones
- Investigacion Motor Estandar y RectificadoDocumento9 páginasInvestigacion Motor Estandar y RectificadoStefano MijaelAún no hay calificaciones
- Rectficacion Del MotorDocumento2 páginasRectficacion Del MotorIvana Esilda Velasco IllescasAún no hay calificaciones
- Rectificacion de Motores2Documento27 páginasRectificacion de Motores2Jose OcampoAún no hay calificaciones
- Las Unidades en Que Se Expresa La Alineación Indebida de Los EjesDocumento9 páginasLas Unidades en Que Se Expresa La Alineación Indebida de Los EjesCazarez Santos MaryAún no hay calificaciones
- El CigüeñalDocumento2 páginasEl CigüeñalRoberto Alexander Guaman LaicaAún no hay calificaciones
- Articulo de Rectificacion de ValvulasDocumento7 páginasArticulo de Rectificacion de ValvulasJose LuisAún no hay calificaciones
- Rectificado de Cilindros de Interiores 2Documento21 páginasRectificado de Cilindros de Interiores 2JESSYAún no hay calificaciones
- Rectificadora de Superficies CilindricasDocumento20 páginasRectificadora de Superficies CilindricasCharles BaleAún no hay calificaciones
- Informe de Analisis RectificadoraDocumento4 páginasInforme de Analisis RectificadoraAlbany Adriana Sosa Castillo100% (1)
- Rectificacion de MotoresDocumento6 páginasRectificacion de MotoresIVANAún no hay calificaciones
- Tarea 6Documento3 páginasTarea 6Jose QJAún no hay calificaciones
- Métodos de Alineamientos: (CITATION Fel16 /L 2058)Documento13 páginasMétodos de Alineamientos: (CITATION Fel16 /L 2058)Luis F. VelascoAún no hay calificaciones
- 4 - Rectificado de CigüeñalesDocumento12 páginas4 - Rectificado de CigüeñalesBryanAún no hay calificaciones
- Rectificación de VálvulasDocumento4 páginasRectificación de Válvulasluis kevin criollo izaAún no hay calificaciones
- 010 Motores T10 FinDocumento5 páginas010 Motores T10 FinGomez Moron AlfonsochicoAún no hay calificaciones
- Conocimientos Básicos de Maquinas-HerramientasDocumento102 páginasConocimientos Básicos de Maquinas-HerramientasEduard Lupus LoboAún no hay calificaciones
- Algunas Recomendaciones para AjusteDocumento26 páginasAlgunas Recomendaciones para AjusteClaudio nuñezAún no hay calificaciones
- Grupo 3 - Reparación 2 - Diagnóstico para La Reparación de Motores Diésel IIDocumento83 páginasGrupo 3 - Reparación 2 - Diagnóstico para La Reparación de Motores Diésel IIKEVINAún no hay calificaciones
- Cigueñal de MotorDocumento16 páginasCigueñal de Motoryezsi tuncarAún no hay calificaciones
- INTRODUCCIÓNDocumento14 páginasINTRODUCCIÓNAnonymous 4sAF9cm9V3Aún no hay calificaciones
- Rectification de MotoresDocumento6 páginasRectification de Motoreselvis caranAún no hay calificaciones
- Rectificado Cilindro InteriorDocumento9 páginasRectificado Cilindro InteriorJESSYAún no hay calificaciones
- Texto Expositivo - IntroduccionDocumento1 páginaTexto Expositivo - IntroduccionEulo Quispe MamaniAún no hay calificaciones
- Form 3 EDAN PERÚ PreliminarDocumento21 páginasForm 3 EDAN PERÚ PreliminarJLuiss UPaadillaa100% (3)
- IndiceeeDocumento3 páginasIndiceeeEulo Quispe MamaniAún no hay calificaciones
- Tramo SilliDocumento5 páginasTramo SilliEulo Quispe MamaniAún no hay calificaciones
- Tramo SilliDocumento5 páginasTramo SilliEulo Quispe MamaniAún no hay calificaciones
- Solicito Exoneracion de PagosDocumento3 páginasSolicito Exoneracion de PagosEulo Quispe MamaniAún no hay calificaciones
- Trabajo de InglesDocumento2 páginasTrabajo de InglesEulo Quispe MamaniAún no hay calificaciones
- Carta de RenunciaDocumento1 páginaCarta de RenunciaEulo Quispe MamaniAún no hay calificaciones
- Clasificacion Aceite HidraulicoDocumento21 páginasClasificacion Aceite HidraulicochrisAún no hay calificaciones
- IndiceeeDocumento3 páginasIndiceeeEulo Quispe MamaniAún no hay calificaciones
- EngranajeDocumento56 páginasEngranajeEulo Quispe MamaniAún no hay calificaciones
- BROCA Edicion 2Documento17 páginasBROCA Edicion 2Eulo Quispe MamaniAún no hay calificaciones
- Separata N 01Documento3 páginasSeparata N 01Eulo Quispe MamaniAún no hay calificaciones
- 6Documento22 páginas6Eulo Quispe MamaniAún no hay calificaciones
- Normas Se SeguridadDocumento4 páginasNormas Se SeguridadEulo Quispe MamaniAún no hay calificaciones
- ENGRANAJES, PROYECTO MONOGRAFICO DE MECANICA 2011 de PedroDocumento179 páginasENGRANAJES, PROYECTO MONOGRAFICO DE MECANICA 2011 de PedroEulo Quispe MamaniAún no hay calificaciones
- TornoDocumento68 páginasTornoEulo Quispe MamaniAún no hay calificaciones
- Acero para HerramientasDocumento6 páginasAcero para Herramientaszephiroth2007100% (1)
- Normas Se SeguridadDocumento4 páginasNormas Se SeguridadEulo Quispe MamaniAún no hay calificaciones
- TornoDocumento68 páginasTornoEulo Quispe MamaniAún no hay calificaciones
- 23QR2012UD018Documento145 páginas23QR2012UD018J Armando P LopezAún no hay calificaciones
- Gabina Palomino HuaraccalloDocumento1 páginaGabina Palomino HuaraccalloEulo Quispe MamaniAún no hay calificaciones
- EngranajeDocumento56 páginasEngranajeEulo Quispe MamaniAún no hay calificaciones
- Curso Componentes Motores Maquinaria Pesada Elementos Bloque Culata Proceso Cilindros Camisas Pistones Anillos CatDocumento58 páginasCurso Componentes Motores Maquinaria Pesada Elementos Bloque Culata Proceso Cilindros Camisas Pistones Anillos CatSebastiánLeonardoGuerreroVilchesAún no hay calificaciones
- Feria de Ciencias Regional - Juana NavarroDocumento17 páginasFeria de Ciencias Regional - Juana NavarroMacarena GarciaAún no hay calificaciones
- CalidadDocumento7 páginasCalidadIsrael Guevara AguilarAún no hay calificaciones
- PL 22 Matpel EsbasDocumento15 páginasPL 22 Matpel EsbasMiriam Maldonado SanesAún no hay calificaciones
- Clases de Metales Más Usados en La IndustriaDocumento2 páginasClases de Metales Más Usados en La IndustriaShirley MendezAún no hay calificaciones
- Manual Español Detector de MetalesDocumento18 páginasManual Español Detector de MetalesJaimeRubenLLoqueBorda100% (1)
- Hidraulica SanitariaDocumento22 páginasHidraulica SanitariaIngeniero Dan GilAún no hay calificaciones
- Ahumador PDFDocumento3 páginasAhumador PDFMaría José LinaresAún no hay calificaciones
- Inp PDFDocumento28 páginasInp PDFalexAún no hay calificaciones
- Taller CapacitanciaDocumento1 páginaTaller CapacitanciaAdriianZambranoAún no hay calificaciones
- Taller Electiva Ii - 03-03-2022Documento17 páginasTaller Electiva Ii - 03-03-2022Duvan Sanchez CanabalAún no hay calificaciones
- Reporte - Taladro y TornoDocumento17 páginasReporte - Taladro y TornomarielaquispeAún no hay calificaciones
- Previo Laminado y TrefiladoDocumento11 páginasPrevio Laminado y TrefiladoLuis Enrique Trucios RuizAún no hay calificaciones
- Plantilla - Articulo - Trabajo - Practico - 1 - MM1 - 2019-02 - David ChalcoDocumento10 páginasPlantilla - Articulo - Trabajo - Practico - 1 - MM1 - 2019-02 - David ChalcoNuria Quilla RomeroAún no hay calificaciones
- Elaborador de Un Limpiador de Pisos - Química Industria1Documento2 páginasElaborador de Un Limpiador de Pisos - Química Industria1maria alejandraAún no hay calificaciones
- Perfil Ambiental Del AceroDocumento6 páginasPerfil Ambiental Del AceroHarold Michell Torres CarvajalAún no hay calificaciones
- Depósitos ResidualesDocumento13 páginasDepósitos ResidualesJulioEduardoChaZe100% (1)
- Trabajo Final Bienes y ServiciosDocumento23 páginasTrabajo Final Bienes y ServiciosNathalia Dominguez CalleAún no hay calificaciones
- Sikaguard 62 CODocumento3 páginasSikaguard 62 CORuben Orlando Carazo JaravaAún no hay calificaciones
- PLANILLADocumento15 páginasPLANILLAMiriam Usnayo GarciaAún no hay calificaciones
- Ensayos Del ConcretoDocumento39 páginasEnsayos Del ConcretoDavid OrtizAún no hay calificaciones
- Especificaciones Tecnicas de LetrinasDocumento7 páginasEspecificaciones Tecnicas de LetrinasEfrain QuiñonezAún no hay calificaciones
- Grupo 6 Bombeo HidraulicoDocumento45 páginasGrupo 6 Bombeo HidraulicoLUISAún no hay calificaciones
- Trabajo de Cavitacion OkDocumento42 páginasTrabajo de Cavitacion Okjorge luis puchulan talledoAún no hay calificaciones
- Ptar 1Documento32 páginasPtar 1JAZMIN ESPINAL BENDEZUAún no hay calificaciones
- Phosbic DCP 18.5Documento27 páginasPhosbic DCP 18.5Viviana HerreraAún no hay calificaciones
- HIDROCARBUROSDocumento3 páginasHIDROCARBUROSrubens babolinAún no hay calificaciones