También podría gustarte
- Serie IiDocumento3 páginasSerie IiGarrik MartinezAún no hay calificaciones
- Modelo Canvas Hot Cakes PrronesDocumento2 páginasModelo Canvas Hot Cakes PrronesSanchez Santos Isaac Alejandro100% (1)
- NestleDocumento2 páginasNestleMichelle RuizAún no hay calificaciones
- Antecedentes y Beneficios de Las ISO 9000Documento3 páginasAntecedentes y Beneficios de Las ISO 9000Luis AgAún no hay calificaciones
- Mapa Mental Gestión de La Producción IIDocumento1 páginaMapa Mental Gestión de La Producción IIedgar100% (1)
- Planificación Logística de Los MaterialesDocumento21 páginasPlanificación Logística de Los MaterialesIsrael Ruvalcaba de AlbaAún no hay calificaciones
- 14-527-Cft-Fr-Jse-07 Solicitud de Inscripcion Reinscripcion o ReadmisionDocumento2 páginas14-527-Cft-Fr-Jse-07 Solicitud de Inscripcion Reinscripcion o ReadmisionBrenda Casillas DávilaAún no hay calificaciones
- Tecnología-Crepes Procesos EstratégicosDocumento4 páginasTecnología-Crepes Procesos EstratégicosJulieth LizcanoAún no hay calificaciones
- 2020 Manejo Redes GerencialesDocumento10 páginas2020 Manejo Redes Gerencialesdayne81sAún no hay calificaciones
- Practica Rosca ReyesDocumento9 páginasPractica Rosca ReyesLuisManuelRodriguezAún no hay calificaciones
- Modulo Basado en El Flujo PersonalDocumento3 páginasModulo Basado en El Flujo PersonalYasmani Vargas RamosAún no hay calificaciones
- Actividad7 Matriz PeyeaDocumento8 páginasActividad7 Matriz Peyeaneider cuellarAún no hay calificaciones
- Cero DefectosDocumento1 páginaCero DefectosAldrich Amiel Tobias GonzalezAún no hay calificaciones
- Planificación de Recursos de Manufactura (MRP IIDocumento19 páginasPlanificación de Recursos de Manufactura (MRP IIMario Vargas AguilarAún no hay calificaciones
- Cuestionario SalarialDocumento2 páginasCuestionario SalarialhugoAún no hay calificaciones
- Modelos para El Control de InventariosDocumento10 páginasModelos para El Control de InventariosKevin I. MorenoAún no hay calificaciones
- Ensayo La Gestión de Procesos en Una OrganizaciónDocumento2 páginasEnsayo La Gestión de Procesos en Una OrganizaciónLILIANA ESTHER DIAZ TERANAún no hay calificaciones
- Análisis de La Empresa BE MEOWDocumento34 páginasAnálisis de La Empresa BE MEOWEsme RousasAún no hay calificaciones
- Terminado Matrices Conta 3Documento39 páginasTerminado Matrices Conta 3Alex Basilio GutierrezAún no hay calificaciones
- TRABAJO FINAL P.E. MCDONALDShigohphjojae F S Pgfepsgúew GoDocumento52 páginasTRABAJO FINAL P.E. MCDONALDShigohphjojae F S Pgfepsgúew GoJhon AlexisAún no hay calificaciones
- Política de Calidad de Saga FalabellaDocumento4 páginasPolítica de Calidad de Saga FalabellaMelani Espinoza InquiltupaAún no hay calificaciones
- Mapa Conceptual Tema IVDocumento1 páginaMapa Conceptual Tema IVhector jhaziel reyes garciaAún no hay calificaciones
- Grupo ModeloDocumento38 páginasGrupo ModeloAlejandro ReyesAún no hay calificaciones
- Diagrama Hombre - Maquina - Salinas Ana PaolaDocumento7 páginasDiagrama Hombre - Maquina - Salinas Ana PaolaAna Pao Salinas VasquezAún no hay calificaciones
- Michelle Angelica Remache Tarea PronostiDocumento29 páginasMichelle Angelica Remache Tarea PronostiKeyla OrtizAún no hay calificaciones
- La Puntualidad en La Entrega de Productos A Los ClientesDocumento2 páginasLa Puntualidad en La Entrega de Productos A Los ClientesJuan Fernando PeñaAún no hay calificaciones
- Análisis FODADocumento2 páginasAnálisis FODARosario PeñaAún no hay calificaciones
- NestlesDocumento4 páginasNestlesCarlos Uriel ChavezAún no hay calificaciones
- Apple Creatividad e InnovaciónDocumento1 páginaApple Creatividad e InnovaciónKarla PortelaAún no hay calificaciones
- SCM PAN v2Documento16 páginasSCM PAN v2Jaime Sevillano CaldasAún no hay calificaciones
- Mapa MentalDocumento2 páginasMapa MentalGabriel Enciso CoralAún no hay calificaciones
- Cuadro Sinoptico de NormasDocumento1 páginaCuadro Sinoptico de NormasDiana Patricia de MalikAún no hay calificaciones
- Coca Cola HoshinDocumento2 páginasCoca Cola Hoshinandres ramirez100% (1)
- Proceso de Despacho Pedido Fabrica Cholocates Ej 2 AutomatizacionDocumento1 páginaProceso de Despacho Pedido Fabrica Cholocates Ej 2 AutomatizacionHerbert CacerosAún no hay calificaciones
- Resumen ApalancamientoDocumento4 páginasResumen ApalancamientoSergio CruzAún no hay calificaciones
- Foda Cruzado ProvidrioDocumento1 páginaFoda Cruzado ProvidrioEdgar UlloaAún no hay calificaciones
- Perfil Del Cargo OperativoDocumento1 páginaPerfil Del Cargo Operativoplantar de colombia ltdaAún no hay calificaciones
- Acabar Con La Practica de Hacer Negocios Sobre La Base Del PrecioDocumento4 páginasAcabar Con La Practica de Hacer Negocios Sobre La Base Del PrecioJaime Roger Colquehuanca MamaniAún no hay calificaciones
- La Mejor Decisión - Responsabilidad y Control GerencialDocumento5 páginasLa Mejor Decisión - Responsabilidad y Control GerencialKaren AlexandraAún no hay calificaciones
- Final B NocheDocumento2 páginasFinal B Nochemaria camila martinez henandezAún no hay calificaciones
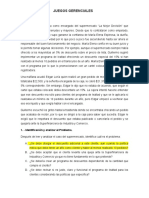
- Gcor - U1 - Ea - Amtm - El Jefe InfiltradoDocumento7 páginasGcor - U1 - Ea - Amtm - El Jefe InfiltradoElizabeth Domínguez0% (1)
- Las 10 Recomendaciones en RS de BIMBO, Coca-Cola México, CEMEX y Bio-PappelDocumento2 páginasLas 10 Recomendaciones en RS de BIMBO, Coca-Cola México, CEMEX y Bio-PappelpauldupuisAún no hay calificaciones
- Matriz EFE, EFI, Perfil Comp Coca Cola V2 20082023Documento7 páginasMatriz EFE, EFI, Perfil Comp Coca Cola V2 20082023Diego ParraAún no hay calificaciones
- Early Adopter & Propuesta de ValorDocumento3 páginasEarly Adopter & Propuesta de ValorPatricia PrzAún no hay calificaciones
- Contrastación de Diferencias Entre MuestrasDocumento6 páginasContrastación de Diferencias Entre MuestrasYrvin Orlando Vargas PeralesAún no hay calificaciones
- Recurso Tema 12 Caso San AgustínDocumento4 páginasRecurso Tema 12 Caso San AgustínJuan Espinoza HernandezAún no hay calificaciones
- Búsqueda de AnalogíasDocumento2 páginasBúsqueda de AnalogíasAlexis Ramirez DesalesAún no hay calificaciones
- Cadena de Suministros EjemploDocumento1 páginaCadena de Suministros EjemploJulioAndradeQuezada100% (1)
- Mapas ConceptualesDocumento2 páginasMapas ConceptualesluisgasgaAún no hay calificaciones
- 5 Factores Que Afectan El Desempeño de Un EmpleadoDocumento2 páginas5 Factores Que Afectan El Desempeño de Un EmpleadoNATALY CARDOZO0% (1)
- Patente de Mermelada de Trupillo para La Compañía Nacional de Levadura Levapan Colombia SDocumento35 páginasPatente de Mermelada de Trupillo para La Compañía Nacional de Levadura Levapan Colombia Sdeiris saurithAún no hay calificaciones
- Ef - Proyectodeinversion - Grupo3 Final PDFDocumento49 páginasEf - Proyectodeinversion - Grupo3 Final PDFMILAGROS URBANO MELGARAún no hay calificaciones
- Infografia SelDocumento7 páginasInfografia Selhiram reachiAún no hay calificaciones
- Marco Teorico: Diagnostico OrganizacionalDocumento2 páginasMarco Teorico: Diagnostico Organizacionalyamile perez100% (1)
- Mapa Mental Los Riesgos y Seguridad en Las Operaciones.Documento4 páginasMapa Mental Los Riesgos y Seguridad en Las Operaciones.josue hernandez0% (1)
- Precios UnitariosDocumento17 páginasPrecios UnitariosAuroraAún no hay calificaciones
- Caso Practico Cuadro SinopticoDocumento1 páginaCaso Practico Cuadro SinopticoLuis Uriel Hernandez LuisAún no hay calificaciones
- Objetivo General, Especificos y JustificacionDocumento1 páginaObjetivo General, Especificos y JustificacionHEINER MILLANAún no hay calificaciones
- Lectura de Areas de ResponsabilidadDocumento6 páginasLectura de Areas de ResponsabilidadKelvin Piero Yanac MelgarejoAún no hay calificaciones
- Practica No.1 Ejercicio Regresion Lineal SimpleDocumento3 páginasPractica No.1 Ejercicio Regresion Lineal SimpleMauricio LopezAún no hay calificaciones
- Errores Comunes en El Diseã o de PCB Usando Componentes SMDDocumento6 páginasErrores Comunes en El Diseã o de PCB Usando Componentes SMDMarlenne GonzalezAún no hay calificaciones
- MPS MuñecasDocumento8 páginasMPS MuñecasMarlenne GonzalezAún no hay calificaciones
- MPS (Bebidas)Documento5 páginasMPS (Bebidas)Marlenne GonzalezAún no hay calificaciones
- Ejercicio Mps 3Documento1 páginaEjercicio Mps 3salome50Aún no hay calificaciones
- Simulacion Practica 1 y 5Documento7 páginasSimulacion Practica 1 y 5Marlenne GonzalezAún no hay calificaciones
- Simulacion 3 y 7Documento6 páginasSimulacion 3 y 7Marlenne GonzalezAún no hay calificaciones
- Plan de Marketing La PanteraDocumento35 páginasPlan de Marketing La PanteraMarlenne GonzalezAún no hay calificaciones
- MPS (Bebidas)Documento5 páginasMPS (Bebidas)Marlenne GonzalezAún no hay calificaciones
- Capitulo 3Documento30 páginasCapitulo 3Rodrigo Cortéz ChávezAún no hay calificaciones
- Capitulo 3Documento30 páginasCapitulo 3Rodrigo Cortéz ChávezAún no hay calificaciones
- Funciones de La MercadotecniaDocumento1 páginaFunciones de La MercadotecniaMarlenne GonzalezAún no hay calificaciones
- MPS Utiles 04-18-2018Documento4 páginasMPS Utiles 04-18-2018Marlenne GonzalezAún no hay calificaciones
- UNIDAD 1 SimulacionDocumento23 páginasUNIDAD 1 SimulacionMarlenne GonzalezAún no hay calificaciones
- Ejercicios de Planeacion Equipo 2Documento11 páginasEjercicios de Planeacion Equipo 2Marlenne GonzalezAún no hay calificaciones
- ANSIDocumento17 páginasANSIMarlenne Gonzalez100% (1)
- Aplicación de Las Condiciones AmbientalesDocumento46 páginasAplicación de Las Condiciones AmbientalesMarlenne GonzalezAún no hay calificaciones
- Ejercicio 10Documento1 páginaEjercicio 10Marlenne GonzalezAún no hay calificaciones
- Fig. 15.10Documento1 páginaFig. 15.10Marlenne GonzalezAún no hay calificaciones
- Practica BetyDocumento16 páginasPractica BetyGabriela De La Cruz PayanoAún no hay calificaciones
- Catalogo PacariDocumento22 páginasCatalogo PacariedisonAún no hay calificaciones
- Ejemplo de CotizaciónDocumento2 páginasEjemplo de CotizaciónWiliam Machan RavaricAún no hay calificaciones
- Catálogo MantecadosDocumento17 páginasCatálogo MantecadoslynkanetAún no hay calificaciones
- S2.s1-TAREA 1-Diagrama de ProcesoDocumento4 páginasS2.s1-TAREA 1-Diagrama de ProcesoCarmen de la CruzAún no hay calificaciones
- Lista de Precios GIMODocumento10 páginasLista de Precios GIMOluisAún no hay calificaciones
- Crema de ChocolateDocumento18 páginasCrema de ChocolateWilbys AcostaAún no hay calificaciones
- Revista Chocolateria Paso A Paso N 10001Documento15 páginasRevista Chocolateria Paso A Paso N 10001Cesar NietoAún no hay calificaciones
- Experimento Volcan CaseroDocumento8 páginasExperimento Volcan CaseroHayde Valverde ReyesAún no hay calificaciones
- Carta de Color InnovationDocumento12 páginasCarta de Color InnovationCentroCapacitacion CauquenesAún no hay calificaciones
- Actividad para Clase - 1º Año - El Camino de ChocolateDocumento8 páginasActividad para Clase - 1º Año - El Camino de ChocolateAzul09Aún no hay calificaciones
- Especificaciones Tecnicas - Chocolate de CacaoDocumento1 páginaEspecificaciones Tecnicas - Chocolate de CacaoYovanna Victoria Yataco GallardoAún no hay calificaciones
- Balance de MasaDocumento12 páginasBalance de MasaLIZETH PEREZ MONOAún no hay calificaciones
- Producto Agricola CacaoDocumento9 páginasProducto Agricola CacaoArlett PachecoAún no hay calificaciones
- Unidad IiDocumento13 páginasUnidad Iiluis miguel montava rodriguezAún no hay calificaciones
- Regalos IloDocumento82 páginasRegalos IloAngel Hbt CartelAún no hay calificaciones
- Cadena de Valor CacaoDocumento2 páginasCadena de Valor Cacaoroberto210772Aún no hay calificaciones
- Pregunta 4Documento2 páginasPregunta 4Oscar Jhaffet PacoAún no hay calificaciones
- Recetas de ChocolateríaDocumento2 páginasRecetas de Chocolateríael frankAún no hay calificaciones
- Receta en Ingles y EspañolDocumento1 páginaReceta en Ingles y EspañolMeybelinne Villasmil100% (3)
- Valorizacion de Bienes - Cooperativa Agroindustrial Anapati - Vraem LtdaDocumento3 páginasValorizacion de Bienes - Cooperativa Agroindustrial Anapati - Vraem LtdaJerson VilaAún no hay calificaciones
- 1 - Norma Tec Peruana NTP 208 012 2007 Cacao y ChocolateDocumento14 páginas1 - Norma Tec Peruana NTP 208 012 2007 Cacao y Chocolateromina marcialAún no hay calificaciones
- Historia y FabricacionDocumento12 páginasHistoria y FabricacionImagen FijaAún no hay calificaciones
- 17 Dap Inicial-PropuestoDocumento3 páginas17 Dap Inicial-PropuestoGiovanny Guacaneme100% (1)
- Informe de GalleteríaDocumento13 páginasInforme de GalleteríaLuz Marina Mamani Sanomamani Luz MarinaAún no hay calificaciones
- CHOCOLIKEDocumento300 páginasCHOCOLIKEYenko Romero LayAún no hay calificaciones
- Linea Del Tiempo Historia Del CacaoDocumento6 páginasLinea Del Tiempo Historia Del Cacaocarlos.secundinamarcaAún no hay calificaciones
- Tarea 3.1solucionDocumento4 páginasTarea 3.1solucionarchivosinternetdocAún no hay calificaciones
- ChocolateDocumento5 páginasChocolateAzter KevinAún no hay calificaciones
- Bombones de Chocolate NegroDocumento11 páginasBombones de Chocolate NegroJOSE LUIS ARTETA ALEGRÍAAún no hay calificaciones