También podría gustarte
- NCh2476 2000Documento31 páginasNCh2476 2000Cristian CortesAún no hay calificaciones
- En Español UL-58Documento43 páginasEn Español UL-58cristian toro100% (10)
- Modulo 5 - Bridas y Tapas PlanasDocumento47 páginasModulo 5 - Bridas y Tapas PlanasFOSTERWHEELER100% (2)
- Api 650Documento426 páginasApi 650jose catalan100% (2)
- Ul 142 2006Documento17 páginasUl 142 2006Roque MatienzoAún no hay calificaciones
- API 650 en EspanolDocumento69 páginasAPI 650 en EspanolAritos Totis100% (1)
- Poly Lon 1900Documento4 páginasPoly Lon 1900Jonathan MarinAún no hay calificaciones
- Tabla de Torque (Hand Tool) PDFDocumento1 páginaTabla de Torque (Hand Tool) PDFDarwin_SidneyAún no hay calificaciones
- Diseño Estanque API-650. Ricardo Miranda Castillo ICM641-1Documento62 páginasDiseño Estanque API-650. Ricardo Miranda Castillo ICM641-1Ricardo Ignacio Miranda CastilloAún no hay calificaciones
- NCh0308 1962Documento0 páginasNCh0308 1962Nicole Albornoz CrookerAún no hay calificaciones
- Manual Tubest C-2020Documento20 páginasManual Tubest C-2020salozuraAún no hay calificaciones
- NCH+1007+OF1989 DesbloqueadoDocumento7 páginasNCH+1007+OF1989 DesbloqueadoMario BarrientosAún no hay calificaciones
- NCh209 1972 PDFDocumento13 páginasNCh209 1972 PDFEdu XaviAún no hay calificaciones
- Necc 04 - Estanques IndustrialesDocumento22 páginasNecc 04 - Estanques IndustrialesDiego AvendañoAún no hay calificaciones
- Ul 142 TraducciónDocumento26 páginasUl 142 TraducciónLuis Santizo75% (4)
- NCH 2296 - 2002 Tuberias de Polietileno PE Enterradas para Redes de Distribucion de GasDocumento23 páginasNCH 2296 - 2002 Tuberias de Polietileno PE Enterradas para Redes de Distribucion de Gasalekito0% (1)
- Ponchos Arranques B31.3 - AtbDocumento6 páginasPonchos Arranques B31.3 - AtbAnonymous ixBRVQZMAún no hay calificaciones
- NCH 134 of 97 Vidrios Planos - CaracteristicasDocumento9 páginasNCH 134 of 97 Vidrios Planos - CaracteristicasJairoHenriquezSchenkAún no hay calificaciones
- NCH 1699 of 84Documento11 páginasNCH 1699 of 84Sergio Escobar DíazAún no hay calificaciones
- Diseño de Asas de IzajeDocumento1 páginaDiseño de Asas de IzajeJuan Miguel Piedra Vilchez100% (1)
- en 12285 1Documento18 páginasen 12285 1Sebastian CarenzoAún no hay calificaciones
- API 650-2013 (Español)Documento206 páginasAPI 650-2013 (Español)Hector Perez100% (2)
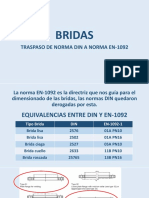
- BRIDAS Cambio de Norma DIN A EN1092Documento11 páginasBRIDAS Cambio de Norma DIN A EN1092Sonia Soldadora100% (1)
- Elongación Extrema de La Fibra - ChapaDocumento1 páginaElongación Extrema de La Fibra - ChapagrabettyAún no hay calificaciones
- Torque Por Diametro de CañeriasDocumento1 páginaTorque Por Diametro de CañeriasAlfonso jeldes rojas100% (2)
- API 650 2010-2013 RevDocumento8 páginasAPI 650 2010-2013 Revtony blas cristobalAún no hay calificaciones
- prNCh3378-2018-041 VFC PDFDocumento24 páginasprNCh3378-2018-041 VFC PDFharimotoAún no hay calificaciones
- NCh2220 1992 PDFDocumento15 páginasNCh2220 1992 PDFRodrigo Córdova0% (1)
- NCH 1562-1979 Pantalla para Soldadores PDFDocumento13 páginasNCH 1562-1979 Pantalla para Soldadores PDFVicente SepulvedaAún no hay calificaciones
- SSPC-PA2 (1) EspañolDocumento13 páginasSSPC-PA2 (1) Españolangelterrestre31Aún no hay calificaciones
- NCh0206-56 ACEROS - Pernos PDFDocumento9 páginasNCh0206-56 ACEROS - Pernos PDFjaimeAún no hay calificaciones
- Tanques Contraincendio Nfpa 22, Awwa API 650Documento11 páginasTanques Contraincendio Nfpa 22, Awwa API 650victor hugoAún no hay calificaciones
- NCH 2218 2 OF 93 Dibujos Técnicos Representación Simplificada de Tuberías Parte 2 Representación Isométrica PDFDocumento17 páginasNCH 2218 2 OF 93 Dibujos Técnicos Representación Simplificada de Tuberías Parte 2 Representación Isométrica PDFhoffnung13Aún no hay calificaciones
- AICE PRC 001 0 Estanques Atmosfericos de Acero Apoyados en El SueloDocumento35 páginasAICE PRC 001 0 Estanques Atmosfericos de Acero Apoyados en El SuelojaretamalAún no hay calificaciones
- Calculo Tanques API-650Documento17 páginasCalculo Tanques API-650jparedanilAún no hay calificaciones
- Fabricacion Fondo de Tanque API 650Documento1 páginaFabricacion Fondo de Tanque API 650nelvar2005Aún no hay calificaciones
- Caja de VacioDocumento6 páginasCaja de Vaciojreynac07100% (1)
- Rendimiento D Cintas y PinturaDocumento3 páginasRendimiento D Cintas y PinturaPedro971037Aún no hay calificaciones
- NRF 207 Pemex 2009Documento28 páginasNRF 207 Pemex 2009hamr01Aún no hay calificaciones
- NCh2821 2003 PDFDocumento15 páginasNCh2821 2003 PDFJanson CeaAún no hay calificaciones
- Estudio de Tanque - NORMA UL 58Documento156 páginasEstudio de Tanque - NORMA UL 58adolfo23100% (1)
- Tabla de TorqueDocumento18 páginasTabla de TorqueGabriel Pulido100% (2)
- NCh0134-4-97 Vidrios Planos PDFDocumento7 páginasNCh0134-4-97 Vidrios Planos PDFm4tyraelAún no hay calificaciones
- NCh0213-77 Planchas GruesasDocumento13 páginasNCh0213-77 Planchas GruesasjaimeAún no hay calificaciones
- API 653-2020 (Español)Documento195 páginasAPI 653-2020 (Español)edder contreras maximo100% (2)
- Norma API 650Documento1 páginaNorma API 650Gonzalo ChirinoAún no hay calificaciones
- Memoria de Cálculo S API 650Documento75 páginasMemoria de Cálculo S API 65014360251100% (8)
- Orejas de Izaje ASME DINDocumento48 páginasOrejas de Izaje ASME DINRichard BalsecaAún no hay calificaciones
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraAún no hay calificaciones
- NMX B 172 Canacero 2018 Final UnlockedDocumento62 páginasNMX B 172 Canacero 2018 Final UnlockedGustavo Gustavo83% (6)
- Soporte de TuberiasDocumento8 páginasSoporte de TuberiasDaniel FernándezAún no hay calificaciones
- NMX B 506 Canacero 2011Documento22 páginasNMX B 506 Canacero 2011EnriqueVeAún no hay calificaciones
- Petroleos Mexicanos: Requisitos de Adquisicion para Recipientes A Presion No Sujetos A Fuego Directo NORMA No. 2.612.02Documento10 páginasPetroleos Mexicanos: Requisitos de Adquisicion para Recipientes A Presion No Sujetos A Fuego Directo NORMA No. 2.612.02Jorge López MohedanoAún no hay calificaciones
- Nmx-B-510-Canacero-2013 Tubos Acero Conduccion Agua Potable PDFDocumento77 páginasNmx-B-510-Canacero-2013 Tubos Acero Conduccion Agua Potable PDFNelson RasgadoAún no hay calificaciones
- La Norma API 650Documento12 páginasLa Norma API 650Víctor Vargas50% (4)
- TAC-BT-01927-001 RBDocumento80 páginasTAC-BT-01927-001 RBalejandro_baro419Aún no hay calificaciones
- Tanque 689 TermomecanicaDocumento12 páginasTanque 689 Termomecanicamax floresAún no hay calificaciones
- Normas PerfoDocumento18 páginasNormas PerfoPame Orellana ViaAún no hay calificaciones
- API 610 Octava Edición EspñolDocumento112 páginasAPI 610 Octava Edición EspñolJ.G V.LAún no hay calificaciones
- Clase 23-08-2022Documento58 páginasClase 23-08-2022Brayan Verduguez AlcalaAún no hay calificaciones
- XR150 Manual de Operador SpanishDocumento28 páginasXR150 Manual de Operador Spanishcristian toroAún no hay calificaciones
- Bomba de Vacio DVP LB 60Documento1 páginaBomba de Vacio DVP LB 60cristian toroAún no hay calificaciones
- Victoreen 450B Ion Chamber Survey Meter ManualDocumento21 páginasVictoreen 450B Ion Chamber Survey Meter Manualcristian toroAún no hay calificaciones
- Vmi 5100LFDocumento1 páginaVmi 5100LFcristian toroAún no hay calificaciones
- Norma ASMEDocumento3 páginasNorma ASMEAndres Felipe Hernandez GomezAún no hay calificaciones
- Norma Ul-142Documento60 páginasNorma Ul-142Sebastian Alvarado Castro95% (21)
- Norma Ul-142Documento60 páginasNorma Ul-142Sebastian Alvarado Castro95% (21)
- Manual de Control de Procesos y Calidad Flumec 003Documento29 páginasManual de Control de Procesos y Calidad Flumec 003cristian toroAún no hay calificaciones
- Tarea 3 BazanDocumento11 páginasTarea 3 Bazansteven23escobar05Aún no hay calificaciones
- Practica#2 LineasEquipotencialesDocumento5 páginasPractica#2 LineasEquipotencialesIsabella Plaza DíazAún no hay calificaciones
- Horn EmbonableDocumento1 páginaHorn EmbonableJohn Anthony Torres QuispeAún no hay calificaciones
- Proyecto de InvestigacionDocumento11 páginasProyecto de InvestigacionErnesto ChilonAún no hay calificaciones
- Informe de Laboratorio de Análisis Instrumental1Documento5 páginasInforme de Laboratorio de Análisis Instrumental1JoseLuisLoperaBetancurAún no hay calificaciones
- PDF Ejercicios Del Incropera PDFPDF CompressDocumento109 páginasPDF Ejercicios Del Incropera PDFPDF CompressAlejandra Marlene Barros VelizAún no hay calificaciones
- Actividad - Trabajo en Interactive PhysicsDocumento6 páginasActividad - Trabajo en Interactive PhysicsVictor OrtegaAún no hay calificaciones
- Acidos y BasesDocumento10 páginasAcidos y BasesVictor CarvajalAún no hay calificaciones
- IRA Antenas 2019 20Documento58 páginasIRA Antenas 2019 20MAURICIO ALEJANDRO GARCIA GOMEZAún no hay calificaciones
- Física Teórica Vol.2 Teoría Clásica de Los Campos - Landau & Lifshitz - 2da EdiciónDocumento543 páginasFísica Teórica Vol.2 Teoría Clásica de Los Campos - Landau & Lifshitz - 2da EdiciónMiguel AngelAún no hay calificaciones
- Balanceo de Rotores y Elementos RotativosDocumento12 páginasBalanceo de Rotores y Elementos RotativosHéctor Ramírez SernaAún no hay calificaciones
- Plásticos ReforzadosDocumento6 páginasPlásticos ReforzadosJuanjo SilvaAún no hay calificaciones
- Planimetria Guia2Documento6 páginasPlanimetria Guia2yeison antonio MaldonadoAún no hay calificaciones
- PSST017 Procedimiento Seguro para Trabajo de Máquinas y HerramientasDocumento24 páginasPSST017 Procedimiento Seguro para Trabajo de Máquinas y HerramientasmichellalessndroAún no hay calificaciones
- Inspección Y Control en La Ejecución de La Obra, Vivienda Multifamiliar Los Sauzalitos, Urb. El Rosario, Av. Las Ameritas, Mérida Estado MéridaDocumento92 páginasInspección Y Control en La Ejecución de La Obra, Vivienda Multifamiliar Los Sauzalitos, Urb. El Rosario, Av. Las Ameritas, Mérida Estado MéridaAlbert David Perez MezaAún no hay calificaciones
- Lab Procesos IIDocumento7 páginasLab Procesos IIKarloz GuarnizoAún no hay calificaciones
- CalderaDocumento177 páginasCalderajorge valdesAún no hay calificaciones
- Función Cuadrática 2.0Documento7 páginasFunción Cuadrática 2.0Rafael Gomez IgorAún no hay calificaciones
- Tabla Propiedades TermodinámicasDocumento3 páginasTabla Propiedades TermodinámicasTheKapiAún no hay calificaciones
- Capitulo 1 Cavitacion Ingenieros ESDocumento13 páginasCapitulo 1 Cavitacion Ingenieros ESYulianaAún no hay calificaciones
- Examen Aab01 Cuestionario 2 Resolver Preguntas Que Incentiven El Aprendizaje 10Documento6 páginasExamen Aab01 Cuestionario 2 Resolver Preguntas Que Incentiven El Aprendizaje 10Edison Patricio Noriega ChambaAún no hay calificaciones
- Tec. Materiales Ensayo de MetalografiaDocumento3 páginasTec. Materiales Ensayo de MetalografiaMISSAEL MENDOZA ZAVALAAún no hay calificaciones
- 18 1083466264 Neder Fontalvo PoloDocumento14 páginas18 1083466264 Neder Fontalvo PolonederAún no hay calificaciones
- Clima y Bioclima Nov 2014Documento42 páginasClima y Bioclima Nov 2014Sebastian Cervantes GonzalezAún no hay calificaciones
- Vigas Con VoladizoDocumento3 páginasVigas Con VoladizoGisela EstherAún no hay calificaciones
- 2C1 Reporte 4 1pdfDocumento9 páginas2C1 Reporte 4 1pdfFrida CastilloAún no hay calificaciones
- Transmision de Fajas PlanasDocumento23 páginasTransmision de Fajas PlanasOscar Gil Merino75% (4)
- GUIA 4 Ejercitación de Estequiometría PDFDocumento16 páginasGUIA 4 Ejercitación de Estequiometría PDFChristian BahirAún no hay calificaciones
- Aprende A Dibujar Arrugas y PlieguesDocumento17 páginasAprende A Dibujar Arrugas y PlieguesĴúáń Ĩśŕáĕĺ ĞúťĩĕŕŕĕźAún no hay calificaciones
- Taller Simulacion FEMMDocumento3 páginasTaller Simulacion FEMMDavidLeoPAún no hay calificaciones