También podría gustarte
- Comparativo Normas A 36, SAE1215 y SAE 1045Documento1 páginaComparativo Normas A 36, SAE1215 y SAE 1045EnriqueVe100% (2)
- NMX B 506 Canacero 2019Documento27 páginasNMX B 506 Canacero 2019Miguel Ulises Camacho100% (2)
- Informe 5. Pruebas PitDocumento18 páginasInforme 5. Pruebas PitSofia NarvaezAún no hay calificaciones
- Aproy NMX C 365 Onncce 20081118Documento9 páginasAproy NMX C 365 Onncce 20081118Luis PerezAún no hay calificaciones
- NMX B 457 Canacero 2013 PDFDocumento21 páginasNMX B 457 Canacero 2013 PDFJose Javier Vazquez Beltran100% (2)
- NMX C 407 Onncce 2001 Varilla Corrugada de AceroDocumento14 páginasNMX C 407 Onncce 2001 Varilla Corrugada de Acerochistino100% (1)
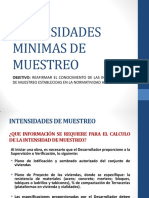
- Intensidades de Muestreo Ruv Mariel 07 23 2013Documento16 páginasIntensidades de Muestreo Ruv Mariel 07 23 2013MARCO ANTONIO JIMENEZ CASTROAún no hay calificaciones
- Indice AciDocumento51 páginasIndice AciDaniell100% (1)
- Normas 2018 Ago 24Documento9 páginasNormas 2018 Ago 24Fer ArteagaAún no hay calificaciones
- Determinació de La Resistencia A La Tensión Por Compresión Diametral de Cilindros de Concreto NMX-C - 163 PDFDocumento3 páginasDeterminació de La Resistencia A La Tensión Por Compresión Diametral de Cilindros de Concreto NMX-C - 163 PDFEloy A. Cabrera Zuñiga0% (1)
- NMX C 159 Onncce 2016Documento15 páginasNMX C 159 Onncce 2016Kota Gutman100% (1)
- NMX B 485 1990Documento39 páginasNMX B 485 1990evelazAún no hay calificaciones
- Inyección de HormigonDocumento19 páginasInyección de HormigonLeonardo CarvajalAún no hay calificaciones
- NMX C 109 Onncce 2010Documento12 páginasNMX C 109 Onncce 2010Cesar Augusto Cruz CruzAún no hay calificaciones
- NMX C 192 20080430Documento5 páginasNMX C 192 20080430Heber100% (1)
- Arcelormittal Norma Mexicana NMX B 457 Canacero 2013 PDFDocumento21 páginasArcelormittal Norma Mexicana NMX B 457 Canacero 2013 PDFjorgeAún no hay calificaciones
- Ponencia Mexico Norma Mexicana Nmx-c-464-Onncce-2010 Ensaye Muretes Pilas Leonardo FloresDocumento52 páginasPonencia Mexico Norma Mexicana Nmx-c-464-Onncce-2010 Ensaye Muretes Pilas Leonardo FloresAlexisAlvarezAún no hay calificaciones
- S Steel-Ply Spanish Ag PDFDocumento64 páginasS Steel-Ply Spanish Ag PDFJulio BravoAún no hay calificaciones
- NMX B 507 Canacero 2017 PDFDocumento16 páginasNMX B 507 Canacero 2017 PDFGustavo Gustavo100% (1)
- nmx-c-252-1986 NormaDocumento18 páginasnmx-c-252-1986 Normarosa12412Aún no hay calificaciones
- Catalogo Normas Agosto 2014 CONACERODocumento100 páginasCatalogo Normas Agosto 2014 CONACEROjgvh75Aún no hay calificaciones
- NMX B 506 CanaceroDocumento21 páginasNMX B 506 CanaceroAldo RodriguezAún no hay calificaciones
- N CTR Car 1 02 006 01Documento12 páginasN CTR Car 1 02 006 01alfredolizardAún no hay calificaciones
- Aci 355 4Documento5 páginasAci 355 4DENIGSON CARDONAAún no hay calificaciones
- NMX C 281 1985Documento11 páginasNMX C 281 1985Gabriel Peña PèrezAún no hay calificaciones
- NMX C 169 Onncce 2009Documento8 páginasNMX C 169 Onncce 2009drakAún no hay calificaciones
- A 653 - A 653M - 15e1.en - EsDocumento13 páginasA 653 - A 653M - 15e1.en - EsRobyEangerAún no hay calificaciones
- Oxicorte Con Varilla PDFDocumento61 páginasOxicorte Con Varilla PDFAzucena Gonzalez LopezAún no hay calificaciones
- Intestado Extrajudicial Erick PereiraDocumento21 páginasIntestado Extrajudicial Erick PereiraKevinOrozcoKapoAún no hay calificaciones
- Opciones - Ejercicios Propuestos y ResueltosDocumento2 páginasOpciones - Ejercicios Propuestos y Resueltosvaleria100% (1)
- NMX C 435 Onncce 2010 TemperaturaDocumento5 páginasNMX C 435 Onncce 2010 TemperaturaFabiola ToledoAún no hay calificaciones
- Proy NMX B 013 AprobadaDocumento12 páginasProy NMX B 013 AprobadaMARIO SALVATORE SANDOVAL PAIPAYAún no hay calificaciones
- NMX B 060 1990Documento7 páginasNMX B 060 1990LUIS ALBERTO LOPEZAún no hay calificaciones
- Definiciones y AbreviaturasDocumento3 páginasDefiniciones y AbreviaturasMarcelo Eduardo Orellana BobadillaAún no hay calificaciones
- Pemex ConcretosDocumento25 páginasPemex ConcretosrfacivilAún no hay calificaciones
- D 5882 - 95 EspañolDocumento11 páginasD 5882 - 95 EspañolFaby BarruetaAún no hay calificaciones
- El ACI Define El GroutDocumento3 páginasEl ACI Define El GroutAlo RoviAún no hay calificaciones
- ACI para Cemento y AceroDocumento2 páginasACI para Cemento y AceroKarlitaGarcíaAún no hay calificaciones
- N-CMT-4-02-002-16 (Bases Hidráulicas)Documento12 páginasN-CMT-4-02-002-16 (Bases Hidráulicas)Michelle HernándezAún no hay calificaciones
- Tecnologia Sika Grout PDFDocumento12 páginasTecnologia Sika Grout PDFkerenAún no hay calificaciones
- ET 003-06 (Pagina Web) PDFDocumento4 páginasET 003-06 (Pagina Web) PDFAndrésAún no hay calificaciones
- ACI364Documento36 páginasACI364mario muñozAún no hay calificaciones
- NMX-C-199-ONNCCE-1986 Aditivos para Concreto y Materiales Complementarios-Terminologia y ClasificacionDocumento32 páginasNMX-C-199-ONNCCE-1986 Aditivos para Concreto y Materiales Complementarios-Terminologia y ClasificacionDiego Hernán Cordova100% (1)
- NMX C 159 Onncce 2016 Curado y Met de MoldearDocumento17 páginasNMX C 159 Onncce 2016 Curado y Met de MoldearEdgar Joel Perez Carvajal100% (1)
- N CMT 2 08 15Documento14 páginasN CMT 2 08 15Roberto Pérez LeónAún no hay calificaciones
- ACI 318S-05 Requisitos de Rglamento para Concreto Estructural y ComentarioDocumento2 páginasACI 318S-05 Requisitos de Rglamento para Concreto Estructural y ComentarioNelson Saul RoblesAún no hay calificaciones
- N CMT 4 05 004 08Documento0 páginasN CMT 4 05 004 08Leo ChávezAún no hay calificaciones
- Metodo de Prueba NMX C 156 2010 ONNCCEDocumento6 páginasMetodo de Prueba NMX C 156 2010 ONNCCEmickyfelixAún no hay calificaciones
- NMX-R-060-SCFI-2013 Vidrio Templado Ventanas PDFDocumento248 páginasNMX-R-060-SCFI-2013 Vidrio Templado Ventanas PDFMarcos Tinajeros Moras100% (1)
- Astm C172Documento4 páginasAstm C172orlandomanriquezAún no hay calificaciones
- Método de Prueba Estándar para Obtener y Probar Núcleos Perforados y Vigas Aserradas de ConcretoDocumento10 páginasMétodo de Prueba Estándar para Obtener y Probar Núcleos Perforados y Vigas Aserradas de Concretojorgesilva84Aún no hay calificaciones
- Diseño de Mezclas ACI 318S-08Documento22 páginasDiseño de Mezclas ACI 318S-08Alberto Alberto Felix TiradoAún no hay calificaciones
- NTC para ConcretoDocumento1 páginaNTC para ConcretoMauricio SierraAún no hay calificaciones
- NMX-C-442-ONNCCE-2010 Powerpoint 2013Documento39 páginasNMX-C-442-ONNCCE-2010 Powerpoint 2013AleCuevasArouesty0% (2)
- NMX e 241 CNCP 2006 PDFDocumento23 páginasNMX e 241 CNCP 2006 PDFAaron_GeaAún no hay calificaciones
- Norma NTC 454Documento4 páginasNorma NTC 454Mariaca SAún no hay calificaciones
- NTC4025Documento11 páginasNTC4025carolina242850% (2)
- Nmx-B-510-Canacero-2013 Tubos Acero Conduccion Agua Potable PDFDocumento77 páginasNmx-B-510-Canacero-2013 Tubos Acero Conduccion Agua Potable PDFNelson RasgadoAún no hay calificaciones
- Nmx-B-293-Canacero-2012 - Alambre Sin RecubrimiDocumento14 páginasNmx-B-293-Canacero-2012 - Alambre Sin RecubrimiJosé Amadeo Romero SalasAún no hay calificaciones
- NMX B 503 Canacero 2011Documento15 páginasNMX B 503 Canacero 2011Pepe Monjaras VeraAún no hay calificaciones
- NMX B 456 Canacero 2017.Documento18 páginasNMX B 456 Canacero 2017.Gustavo GustavoAún no hay calificaciones
- NMX B 172 Canacero 2013Documento58 páginasNMX B 172 Canacero 2013Laboratorio de EnsayosAún no hay calificaciones
- Implementar KANBANDocumento13 páginasImplementar KANBANEnriqueVeAún no hay calificaciones
- Seis Sigma Principios BasicosDocumento252 páginasSeis Sigma Principios BasicosEnriqueVeAún no hay calificaciones
- Grupo Collado S.A. de C.V.: Informe de Análisis de No ConformidadesDocumento7 páginasGrupo Collado S.A. de C.V.: Informe de Análisis de No ConformidadesEnriqueVeAún no hay calificaciones
- Grupo Collado S.A. de C.V.: Informe de Análisis de No ConformidadesDocumento6 páginasGrupo Collado S.A. de C.V.: Informe de Análisis de No ConformidadesEnriqueVeAún no hay calificaciones
- Plan de Actividades de Acciones Preventivas Y Correctivas: A C T I V I D A DDocumento1 páginaPlan de Actividades de Acciones Preventivas Y Correctivas: A C T I V I D A DEnriqueVeAún no hay calificaciones
- t1 - Marcos de Acero Estructural - Rev02Documento28 páginast1 - Marcos de Acero Estructural - Rev02EnriqueVeAún no hay calificaciones
- Especificacion FerrocoteDocumento7 páginasEspecificacion FerrocoteEnriqueVeAún no hay calificaciones
- Acido Clorhidrico Hoja TecnicaDocumento4 páginasAcido Clorhidrico Hoja TecnicaEnriqueVeAún no hay calificaciones
- Especificacion FerrocoteDocumento7 páginasEspecificacion FerrocoteEnriqueVeAún no hay calificaciones
- NMX B266 89 PDFDocumento47 páginasNMX B266 89 PDFEnriqueVe0% (1)
- Parámetros FarmacocineticosDocumento6 páginasParámetros FarmacocineticosAndreita Abril BrionesAún no hay calificaciones
- Memorandum 242 Cese de Funciones de Chiramaya Maestro de ObraDocumento2 páginasMemorandum 242 Cese de Funciones de Chiramaya Maestro de ObraWashington Jorge100% (1)
- Cartas de AlexandraDocumento8 páginasCartas de AlexandraEvelyn MontenegroAún no hay calificaciones
- BD-Diseño Normalizacion PDFDocumento33 páginasBD-Diseño Normalizacion PDFJaviera ZamoranoAún no hay calificaciones
- Caso Plasticos El DuraderoDocumento4 páginasCaso Plasticos El Duraderoamparo atuestaAún no hay calificaciones
- 3293 Ord Actv 2011Documento144 páginas3293 Ord Actv 2011Nami Yair Sanji BaerAún no hay calificaciones
- Solicito ComputadoraDocumento2 páginasSolicito ComputadoraFrangiony Butron MontoyaAún no hay calificaciones
- Principales Organizaciones Del Sistema Deportivo NacionalDocumento4 páginasPrincipales Organizaciones Del Sistema Deportivo Nacionaljamesjl90Aún no hay calificaciones
- Delito de SediciónDocumento6 páginasDelito de SediciónNATAún no hay calificaciones
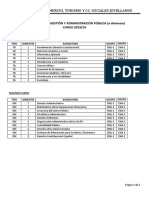
- Nomenclatura GAP A Distancia 23-24Documento2 páginasNomenclatura GAP A Distancia 23-24Silvia Fernandez FernandezAún no hay calificaciones
- Tarea 2 Indagar Sobre Diferentes Fuentes de Energías AlternativasDocumento5 páginasTarea 2 Indagar Sobre Diferentes Fuentes de Energías AlternativasDiela RuedaAún no hay calificaciones
- Indicadores CaraboboDocumento211 páginasIndicadores CaraboboRivero LuisAún no hay calificaciones
- FICHA DE TAREA #01 de Contabilidad de Servicios Del VI Semestre - Sesión #1 (RAYMUNDO PRUDENCIO, Joseph Max) .Documento5 páginasFICHA DE TAREA #01 de Contabilidad de Servicios Del VI Semestre - Sesión #1 (RAYMUNDO PRUDENCIO, Joseph Max) .Joseph Raymundo PrudencioAún no hay calificaciones
- Biografía de Robert Wilhelm BunsenDocumento3 páginasBiografía de Robert Wilhelm BunsenAntony Hnry Conchucos DavilaAún no hay calificaciones
- Valdesquí 230303Documento8 páginasValdesquí 230303pacoAún no hay calificaciones
- Material Didactico Inyeccion PDFDocumento48 páginasMaterial Didactico Inyeccion PDFRaúl GiraldoAún no hay calificaciones
- Ppt-Orientaciones de MonitoreoDocumento5 páginasPpt-Orientaciones de MonitoreoJham CMAún no hay calificaciones
- DOMÓTICA - Calderón RonnyDocumento15 páginasDOMÓTICA - Calderón RonnyRonny ValarezoAún no hay calificaciones
- Alta Clientes - IT DACAS PerúDocumento2 páginasAlta Clientes - IT DACAS PerúEdwin Ronald Rojas PonceAún no hay calificaciones
- For - PROCESO CIVIL, Demanda de Proceso Ordinario Por Danos Derivados de Infraccion Del de - FOR - 2022 - 13Documento6 páginasFor - PROCESO CIVIL, Demanda de Proceso Ordinario Por Danos Derivados de Infraccion Del de - FOR - 2022 - 13macaco93Aún no hay calificaciones
- Cómo Evolucionaron Los Sistemas ComputacionalesDocumento3 páginasCómo Evolucionaron Los Sistemas ComputacionalesSindy PisciottiAún no hay calificaciones
- Tarea III López Tejena Anthony OP2Documento11 páginasTarea III López Tejena Anthony OP2Cristhian López TejenaAún no hay calificaciones
- Practica Lo Que AprendisteDocumento7 páginasPractica Lo Que AprendisteAdolfo Guerrero BohorquezAún no hay calificaciones
- Licitaciones CargaDocumento8 páginasLicitaciones Cargamanuel gonzalesAún no hay calificaciones
- I. Objetivo: Finalidad: Disminuir El Desgaste de Las Estructuras, Accesorios Y, La Acumulación deDocumento10 páginasI. Objetivo: Finalidad: Disminuir El Desgaste de Las Estructuras, Accesorios Y, La Acumulación deCinthya Alvarez LarreatigueAún no hay calificaciones
- 5to 2T ARTES PLASTICAS SEGUNDO TRIMESTREDocumento26 páginas5to 2T ARTES PLASTICAS SEGUNDO TRIMESTREFabian Quispe LauraAún no hay calificaciones
- Instrucciones Convalidaciones 2023-2024Documento13 páginasInstrucciones Convalidaciones 2023-2024estebanlopez00002Aún no hay calificaciones
- Estudio de Tráfico para El Diseño de PavimentosDocumento24 páginasEstudio de Tráfico para El Diseño de PavimentosVictor Florian SanchezAún no hay calificaciones