También podría gustarte
- Que Caracteriza A Una Cadena de Valor LeanDocumento3 páginasQue Caracteriza A Una Cadena de Valor LeanmarcoAún no hay calificaciones
- Systematic Layout PlanningDocumento7 páginasSystematic Layout PlanningCesar Andres Sanchez InsignaresAún no hay calificaciones
- Guia de Preguntas Sobre Estudio de MercadoDocumento9 páginasGuia de Preguntas Sobre Estudio de MercadoHeidi Isabella SanchezAún no hay calificaciones
- 1.1 Agentes Dentro de Los Sistemas ProductivosDocumento29 páginas1.1 Agentes Dentro de Los Sistemas ProductivosJosue NajarroAún no hay calificaciones
- Systematic Layout PlanningDocumento3 páginasSystematic Layout Planningluis loorAún no hay calificaciones
- MRP y ErpDocumento36 páginasMRP y ErpMiguel Angel Gutierrez DueñasAún no hay calificaciones
- Metrología y Calibrador en Milimetros FinalDocumento36 páginasMetrología y Calibrador en Milimetros FinalEstudiante100% (1)
- Planeación de La CapacidadDocumento58 páginasPlaneación de La CapacidadRigobertoGómezAún no hay calificaciones
- Movimientos Predeterminados MTM-2 Y MostDocumento34 páginasMovimientos Predeterminados MTM-2 Y MostOMAR SANCHEZ GUEVARAAún no hay calificaciones
- Los Sistemas Técnicos ApuntesDocumento1 páginaLos Sistemas Técnicos ApuntesEduardo PadillaAún no hay calificaciones
- La Mezcla de Marketing y Las Cuatro PDocumento2 páginasLa Mezcla de Marketing y Las Cuatro PSandra CamposAún no hay calificaciones
- Instrumentación Didáctica de Administracíon Dle MantoDocumento10 páginasInstrumentación Didáctica de Administracíon Dle MantoMartin Torres CastilloAún no hay calificaciones
- Metodos Avanzados de ManufacturaDocumento28 páginasMetodos Avanzados de ManufacturaJesus Ali100% (2)
- Simulacion Problema 9 Epi, Caro ExamenDocumento12 páginasSimulacion Problema 9 Epi, Caro ExamenÁngel HernandezAún no hay calificaciones
- Milena. Tics y Su Impacto en La LogisticaDocumento6 páginasMilena. Tics y Su Impacto en La LogisticaEdward Luis Lizárraga AlvarezAún no hay calificaciones
- Ejercicio 3Documento7 páginasEjercicio 3KeiiFiigonMdzaAún no hay calificaciones
- Plan de Incentivos LaboralesDocumento11 páginasPlan de Incentivos LaboralesBetancourt EvelinAún no hay calificaciones
- Analisis Señal A RuidoDocumento9 páginasAnalisis Señal A RuidoCharly Gonzales UzumAún no hay calificaciones
- Ejercicios PropuestosDocumento5 páginasEjercicios PropuestosCarlos Correa FloreAún no hay calificaciones
- Laboratorio 2Documento13 páginasLaboratorio 2ZabdielAún no hay calificaciones
- Historia de La Administración de OperacionesDocumento4 páginasHistoria de La Administración de OperacionesJesús SolisAún no hay calificaciones
- Diagnostico Organizacional Centrado en La Estrategia (D-SFO)Documento10 páginasDiagnostico Organizacional Centrado en La Estrategia (D-SFO)Ivan Palacio ReyesAún no hay calificaciones
- Diagrama de Actividades MultiplesDocumento16 páginasDiagrama de Actividades MultiplesWendy BonillaAún no hay calificaciones
- Funciones y Responsabilidades de La Administración de Mantenimiento1Documento15 páginasFunciones y Responsabilidades de La Administración de Mantenimiento1Mario CruzAún no hay calificaciones
- Tarea 3. Caso FordDocumento4 páginasTarea 3. Caso FordJOSE MIGUEL GONZALEZ GARCIAAún no hay calificaciones
- U2 - Simulacion de Variables AleatoriasDocumento49 páginasU2 - Simulacion de Variables AleatoriasJJ Angel100% (1)
- 2.1 Detalles de Diseño de Un ProductoDocumento25 páginas2.1 Detalles de Diseño de Un ProductoJosue NajarroAún no hay calificaciones
- Ejemplo de Capacidad de Producción y Tiempo EstándarDocumento6 páginasEjemplo de Capacidad de Producción y Tiempo Estándarcesar leonardo bayona barajasAún no hay calificaciones
- Taller PERT CPM PDFDocumento2 páginasTaller PERT CPM PDFRodolfo0% (1)
- ANSIDocumento28 páginasANSINancy EnBeck100% (3)
- Productividad HumanaDocumento7 páginasProductividad HumanaDiego Fernando Pabon MoraAún no hay calificaciones
- Sistemas de Manufactura y Sus Certificaciones InternacionalesDocumento12 páginasSistemas de Manufactura y Sus Certificaciones InternacionalesBrandon Rangel CollazoAún no hay calificaciones
- Distribucion Por Procesos - Caso de AplicaciónDocumento9 páginasDistribucion Por Procesos - Caso de AplicaciónDaniel FloresAún no hay calificaciones
- S1-Evolución Logística y Cadena de Suministro - 1 PDFDocumento44 páginasS1-Evolución Logística y Cadena de Suministro - 1 PDFÚrsula RuizAún no hay calificaciones
- Hoja de Procesos MecanicosDocumento4 páginasHoja de Procesos MecanicosCarlos RomanAún no hay calificaciones
- Ejercicios Interes CompuestoDocumento13 páginasEjercicios Interes CompuestoZulu Cesín VelásquezAún no hay calificaciones
- Exposicion Administracion de Operaciones ActualizadoDocumento29 páginasExposicion Administracion de Operaciones ActualizadoHaidith Cabrera50% (4)
- 1.5. - Estrategias de Operaciones en Un Entorno Global.Documento5 páginas1.5. - Estrategias de Operaciones en Un Entorno Global.Gadiel Romero DiazAún no hay calificaciones
- Estudio Del Trabajo: Diagramas de Actividades MúltiplesDocumento16 páginasEstudio Del Trabajo: Diagramas de Actividades MúltiplesedinsonAún no hay calificaciones
- Practica de La Unidad 4 Sistemas de ManufacturaDocumento17 páginasPractica de La Unidad 4 Sistemas de ManufacturaBaherwil TornillitoAún no hay calificaciones
- Calificacion de FactoresDocumento19 páginasCalificacion de FactoresDiego MestanzaAún no hay calificaciones
- Análisis de Caso Disney Word PronósticosDocumento3 páginasAnálisis de Caso Disney Word PronósticosMarti Correa Miranda0% (1)
- 801179m Gestion de La Produccion de Bienes y ServiciosDocumento8 páginas801179m Gestion de La Produccion de Bienes y ServiciosJessica Christina Velasquez FalconAún no hay calificaciones
- EQUIPO 4 Ingenieria de Calidad en El Diseno Del Producto Proceso de Produccion y El Servicio Al ClienteDocumento9 páginasEQUIPO 4 Ingenieria de Calidad en El Diseno Del Producto Proceso de Produccion y El Servicio Al ClientejonathanorqueAún no hay calificaciones
- Proyecto de Simulación en Análisis de ColasDocumento15 páginasProyecto de Simulación en Análisis de ColasKelly QuinteroAún no hay calificaciones
- Herramientas Estadisticas en La MarilynDocumento25 páginasHerramientas Estadisticas en La MarilynArletteAún no hay calificaciones
- Alternativas de Demanda de La Planeación Agregada & Mezcla de Alternativas para Desarrollar Un Plan.Documento12 páginasAlternativas de Demanda de La Planeación Agregada & Mezcla de Alternativas para Desarrollar Un Plan.RamsésAún no hay calificaciones
- Mcdonalds-Videogame en EsDocumento17 páginasMcdonalds-Videogame en Esjaritzaa sepulvedaAún no hay calificaciones
- Instituto Tecnológico de Los Mochis: Ingeniería IndustrialDocumento113 páginasInstituto Tecnológico de Los Mochis: Ingeniería IndustrialLuis Gustavo Gregorio AlejoAún no hay calificaciones
- Administracion Logistica PrincipalDocumento144 páginasAdministracion Logistica PrincipalJORGE ANDRES VEGA LOLI100% (1)
- 2 Tarea Individual. Caso Práctico 1. Definición de Un Problema en Una ColaDocumento3 páginas2 Tarea Individual. Caso Práctico 1. Definición de Un Problema en Una ColaLivio CedenoAún no hay calificaciones
- Actividad Unidad 4Documento28 páginasActividad Unidad 4Francisco SchuldinerAún no hay calificaciones
- Ejercicio de MRP ResueltosdsdsdDocumento8 páginasEjercicio de MRP ResueltosdsdsdJoseph AlaniaAún no hay calificaciones
- Unidad 3 Distribución Física de La Planta (Autoguardado)Documento24 páginasUnidad 3 Distribución Física de La Planta (Autoguardado)GERARDO RAFAEL REYNOSO IBARRAAún no hay calificaciones
- Ensayo Sobre Las Herramientas de Manufactura EsbeltaDocumento14 páginasEnsayo Sobre Las Herramientas de Manufactura EsbeltaGodoy MaríaAún no hay calificaciones
- U1 PROYECTO, Estructura Organizacional. (1) (1) - OBSDocumento12 páginasU1 PROYECTO, Estructura Organizacional. (1) (1) - OBSPEDRO ZEPEDA SANCHEZAún no hay calificaciones
- Unidad II Planeamiento y Organización de Operaciones 2Documento66 páginasUnidad II Planeamiento y Organización de Operaciones 2Giancarlo ColomaAún no hay calificaciones
- Capitulo 10 EverettDocumento40 páginasCapitulo 10 EverettJavier Alonso Gomez Albornoz100% (2)
- TAF Plan Negocios Modulo Movil Canino PDFDocumento132 páginasTAF Plan Negocios Modulo Movil Canino PDFAndres Morales RambayAún no hay calificaciones
- Respuesta Módulo 1 Ejercicios y CasosDocumento5 páginasRespuesta Módulo 1 Ejercicios y CasosCynthiaAún no hay calificaciones
- Economía CircularDocumento5 páginasEconomía CircularCynthiaAún no hay calificaciones
- Respuesta CASO RITZDocumento11 páginasRespuesta CASO RITZCynthiaAún no hay calificaciones
- Investigacion 2Documento7 páginasInvestigacion 2CynthiaAún no hay calificaciones
- Taller No. 1 - Grupo EDocumento6 páginasTaller No. 1 - Grupo ECynthiaAún no hay calificaciones
- Clase 7 y Lectura 4Documento13 páginasClase 7 y Lectura 4CynthiaAún no hay calificaciones
- Resolver Los Problemas Del TextoDocumento6 páginasResolver Los Problemas Del TextoCynthiaAún no hay calificaciones
- Clase 3 y Lectura 1 StarbucksDocumento10 páginasClase 3 y Lectura 1 StarbucksCynthiaAún no hay calificaciones
- Análisis Del Capítulo No. 1Documento12 páginasAnálisis Del Capítulo No. 1CynthiaAún no hay calificaciones
- Administración de ProcesosDocumento10 páginasAdministración de ProcesosCynthiaAún no hay calificaciones
- Mensaje en Dìa de Las Madres Presidente COOP-HERRERA 2011Documento4 páginasMensaje en Dìa de Las Madres Presidente COOP-HERRERA 2011Jorge Eligio MendezAún no hay calificaciones
- Las Necesidades Educativas EspecialesDocumento10 páginasLas Necesidades Educativas EspecialesDoberman LainesAún no hay calificaciones
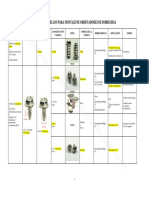
- Tipos de Tornillos para Montaje de OrdenadoresDocumento4 páginasTipos de Tornillos para Montaje de OrdenadoresPablo CesarioAún no hay calificaciones
- Apuntes Unidad 4Documento11 páginasApuntes Unidad 4marceloAún no hay calificaciones
- Pueblos y Nacionalidades de EcuadorDocumento3 páginasPueblos y Nacionalidades de EcuadorDaniela MallitasigAún no hay calificaciones
- Vallejos LH PDFDocumento136 páginasVallejos LH PDFJjamer Jjamer JjamerAún no hay calificaciones
- 3 - Tercera Parte Conteo Modificado El 21 de Agosto de 2015Documento8 páginas3 - Tercera Parte Conteo Modificado El 21 de Agosto de 2015anon_292241809Aún no hay calificaciones
- Examen Parcial I FQDocumento4 páginasExamen Parcial I FQKENYI ANDERSON DIAZ LEONAún no hay calificaciones
- PPT. Google EarthDocumento22 páginasPPT. Google EarthDaniel Morales100% (1)
- Tema VII Diagrama de FasesDocumento51 páginasTema VII Diagrama de FasesVictor SierraAún no hay calificaciones
- Adquisición de Infecciones de Trasmisión Sexual de Los AdolecentesDocumento16 páginasAdquisición de Infecciones de Trasmisión Sexual de Los AdolecentesDORA GARCIIAAún no hay calificaciones
- Brecht, Arnold, Teoría Política. Barcelona. Ediciones Ariel, 1963. 1-19Documento20 páginasBrecht, Arnold, Teoría Política. Barcelona. Ediciones Ariel, 1963. 1-19DiegoAún no hay calificaciones
- Semana 19 Lunes 10 de AgostoDocumento12 páginasSemana 19 Lunes 10 de AgostoLUISA CAMAAún no hay calificaciones
- Examen Final de Analisis y Comportamiento Del Consumidor (Jesus Amaris)Documento5 páginasExamen Final de Analisis y Comportamiento Del Consumidor (Jesus Amaris)jesus amaris torresAún no hay calificaciones
- Normas y Modelos para La Gestión de La Responsabilidad Social CorporativaDocumento28 páginasNormas y Modelos para La Gestión de La Responsabilidad Social CorporativaLinkID7 ConsultingAún no hay calificaciones
- Comunicación Verbal y No VerbalDocumento5 páginasComunicación Verbal y No VerbalLas aventuras de Crinletsy CnncAún no hay calificaciones
- Becker, Howard Outsiders EXPOSICIÓNDocumento2 páginasBecker, Howard Outsiders EXPOSICIÓNMaFernandaAún no hay calificaciones
- Proceso de de Limpieza y Desinfeccion 2013Documento44 páginasProceso de de Limpieza y Desinfeccion 2013vanesaAún no hay calificaciones
- Untecs 4Documento14 páginasUntecs 4andryuntecsAún no hay calificaciones
- Propedeutica Clinica GlosarioDocumento4 páginasPropedeutica Clinica GlosarioFernando Rufino Villeda100% (1)
- Kiucxzsaser 5Documento175 páginasKiucxzsaser 5Sandra Andrade alviAún no hay calificaciones
- Cuadro SinopticoDocumento1 páginaCuadro SinopticoJaimeFlorianBartolomePallacaAún no hay calificaciones
- Unidad 2paso 3 - Análisis de Caso Embarazo en Adolescentes - Grupo 403032 - 114Documento19 páginasUnidad 2paso 3 - Análisis de Caso Embarazo en Adolescentes - Grupo 403032 - 114Valentina EscobarAún no hay calificaciones
- AplicacionesDocumento6 páginasAplicacionesEdiMiguelHernandezHernandezAún no hay calificaciones
- Clara Isabel Fernández Rodicio PDFDocumento9 páginasClara Isabel Fernández Rodicio PDFRoman IslasAún no hay calificaciones
- Aparato RespiratorioDocumento52 páginasAparato RespiratorioGriceeldaLn100% (2)
- John Needham - Wikipedia, La Enciclopedia LibreDocumento4 páginasJohn Needham - Wikipedia, La Enciclopedia Libreeva colmenarezAún no hay calificaciones
- Ii Simulacro de Examen de AdmisiònDocumento15 páginasIi Simulacro de Examen de AdmisiònMistefa CortezAún no hay calificaciones
- La Eneria Eolica XDDocumento4 páginasLa Eneria Eolica XDnayda fiorella florian galdosAún no hay calificaciones
- TeoríaDocumento3 páginasTeoríaCarlos Alberto García GamaAún no hay calificaciones