También podría gustarte
- JAMON PRENSADO Dic 8Documento12 páginasJAMON PRENSADO Dic 8Diana Carolina ConchaAún no hay calificaciones
- Elaboracion de SalchichasDocumento6 páginasElaboracion de SalchichasRosa LcAún no hay calificaciones
- Carnicos FundamentoDocumento12 páginasCarnicos FundamentoJoiss ChirinosAún no hay calificaciones
- Elaboracion de Productos A Base de CarneDocumento7 páginasElaboracion de Productos A Base de CarneAndrea MalvaceaAún no hay calificaciones
- Guía de Observación Diádica ODISEADocumento6 páginasGuía de Observación Diádica ODISEAVale Espinoza ContadorAún no hay calificaciones
- EmbutidosDocumento16 páginasEmbutidosLizeth Gabriela Gaspar PeñaAún no hay calificaciones
- Recepción de Materia PrimaDocumento4 páginasRecepción de Materia PrimaMarlon Gonzales Daga0% (1)
- Elaboración de Salchicha Tipo SuizaDocumento12 páginasElaboración de Salchicha Tipo SuizaVicente MartinezAún no hay calificaciones
- Factores de Riesgo en Una CarniceriaDocumento276 páginasFactores de Riesgo en Una CarniceriaBlanca BenavidesAún no hay calificaciones
- MorcillaDocumento19 páginasMorcillaginaAún no hay calificaciones
- Morcilla PDFDocumento23 páginasMorcilla PDFgusta toledo100% (1)
- Inf Carnes Chorizo VerdeDocumento17 páginasInf Carnes Chorizo VerdeJeydi TelloAún no hay calificaciones
- Elaboracion de MortadelaDocumento14 páginasElaboracion de MortadelaCarlos Eduardo Montenegro RiveraAún no hay calificaciones
- Practica de MorcillaDocumento24 páginasPractica de MorcillaErick TrujilloAún no hay calificaciones
- Chorizo VerdeDocumento3 páginasChorizo VerdeAngelzavaletaAún no hay calificaciones
- Informe de Chorizo Antioqueño - CarnesDocumento11 páginasInforme de Chorizo Antioqueño - CarnesLesly JohanaAún no hay calificaciones
- Elaboración de Crudos FermentadosDocumento29 páginasElaboración de Crudos FermentadoshenrryAún no hay calificaciones
- Elaboracion de Chorizo2Documento10 páginasElaboracion de Chorizo2pri_ya_nkaAún no hay calificaciones
- Ensayo Sobre El Cambio ClimáticoDocumento7 páginasEnsayo Sobre El Cambio ClimáticoDiegoFernandoHigueraReyesAún no hay calificaciones
- Proceso de Elaboración de EmbutidosDocumento20 páginasProceso de Elaboración de Embutidosnoheli roman lariosAún no hay calificaciones
- Procesos de Transformación de CárnicosDocumento21 páginasProcesos de Transformación de CárnicosKaren SoledadAún no hay calificaciones
- Toaz - Info Informe Antipasto PRDocumento10 páginasToaz - Info Informe Antipasto PRGERALDINE URBANO SANDOVALAún no hay calificaciones
- Tarea CarnicosDocumento13 páginasTarea CarnicosAdriana Sosa100% (1)
- Insumos (Chorizo)Documento6 páginasInsumos (Chorizo)Michael Donovan Quiroz BarbozaAún no hay calificaciones
- Informe de SalchichaDocumento8 páginasInforme de Salchichaeuler99999990% (1)
- Elaboracion de Salsa de TomateDocumento18 páginasElaboracion de Salsa de TomateLeonardo Padilla SalasAún no hay calificaciones
- 10 Preguntas de Jamon PrensadoDocumento2 páginas10 Preguntas de Jamon PrensadoRuben Poveda0% (1)
- PancetaDocumento3 páginasPancetaIng EstebanAún no hay calificaciones
- Proyecto Chorizo Criollo Bajo en Sodio Procesos Carnicos 1Documento29 páginasProyecto Chorizo Criollo Bajo en Sodio Procesos Carnicos 1AndresCastrillonAún no hay calificaciones
- Hamburguesa de Res - CarnesDocumento6 páginasHamburguesa de Res - Carnesmilagros contrerasAún no hay calificaciones
- Practica #8. Elaboracion de Jamon InglesDocumento4 páginasPractica #8. Elaboracion de Jamon InglesMilko Pallardel MezaAún no hay calificaciones
- Introduccion CerveceroDocumento16 páginasIntroduccion CerveceroManuel Quintero100% (1)
- Morcilla para Fundamento 4Documento3 páginasMorcilla para Fundamento 4Joan AlatristaAún no hay calificaciones
- Hoja Guia MortadelaDocumento2 páginasHoja Guia MortadelaMaribela IzaAún no hay calificaciones
- Elaboración de JamónDocumento7 páginasElaboración de JamónPlevita CruzAún no hay calificaciones
- ChorizoDocumento5 páginasChorizosilver555Aún no hay calificaciones
- Diapos Chorizo ParrilleroDocumento19 páginasDiapos Chorizo ParrilleroJhonathan Paul Becerra VilelaAún no hay calificaciones
- Informe CABANODocumento14 páginasInforme CABANONelson MiraAún no hay calificaciones
- Aditivos en La Industria Cárnica 2010 SeptiembreDocumento18 páginasAditivos en La Industria Cárnica 2010 SeptiembreAnita Ushiña100% (1)
- Control de Calidad de La Salchicha AngelicaDocumento5 páginasControl de Calidad de La Salchicha AngelicaluisAún no hay calificaciones
- Salchicha Huachana RecetaDocumento7 páginasSalchicha Huachana RecetaBruno LópezAún no hay calificaciones
- Choricillo 1 Con CostosDocumento11 páginasChoricillo 1 Con CostosDiana Carolina ConchaAún no hay calificaciones
- CHORIZO PreparacionDocumento6 páginasCHORIZO PreparacionAndre Mercado CelisAún no hay calificaciones
- AAAAAAAAAAAAArecetario Final PEPPERONI - Salami-JamonDocumento13 páginasAAAAAAAAAAAAArecetario Final PEPPERONI - Salami-JamonPc PhonepaAún no hay calificaciones
- PRACTICA Elaboracion de SalchichaDocumento3 páginasPRACTICA Elaboracion de SalchichaJuan José HernandezAún no hay calificaciones
- Carnicos Informe "Boudin Blanc"Documento6 páginasCarnicos Informe "Boudin Blanc"ANAAún no hay calificaciones
- AHUMADODocumento3 páginasAHUMADOMarlhid Kajol Anjheli VTAún no hay calificaciones
- PDF Elaboracion Chorizo Variedad Antioqueo - CompressDocumento2 páginasPDF Elaboracion Chorizo Variedad Antioqueo - CompressLuis PuelloAún no hay calificaciones
- PepperoniDocumento6 páginasPepperoniDaniela TobarAún no hay calificaciones
- Lab.4b-Elaboracion de Embutidos CrudosDocumento4 páginasLab.4b-Elaboracion de Embutidos CrudosGress FernándezAún no hay calificaciones
- Cecinas Cocidas 6Documento10 páginasCecinas Cocidas 6GabiDelaFuente0% (1)
- DIAGRAMA DE FLUJO - Chorizo Cuencano - MARIA ABADDocumento2 páginasDIAGRAMA DE FLUJO - Chorizo Cuencano - MARIA ABADMaria De Los AngelesAún no hay calificaciones
- Clasificacion de EmbutidosDocumento14 páginasClasificacion de EmbutidosHugo Silva0% (1)
- Curado de CarnesDocumento10 páginasCurado de CarnesNatalia GLAún no hay calificaciones
- Reporte Visita InpelsaDocumento9 páginasReporte Visita InpelsaMichelly JiménezAún no hay calificaciones
- Almibar de Durazno PDFDocumento44 páginasAlmibar de Durazno PDFNahin RodriguezAún no hay calificaciones
- Aditivos Derivados Carnicos Rev 2 CIDocumento28 páginasAditivos Derivados Carnicos Rev 2 CIyojanAún no hay calificaciones
- Informe de Huemdad Acidez y PHDocumento18 páginasInforme de Huemdad Acidez y PHAxiel Monteblanco JinesAún no hay calificaciones
- Cómo Hacer PastramiDocumento16 páginasCómo Hacer PastramiSamantha Jiménez SuárezAún no hay calificaciones
- Carne de AvestruzDocumento6 páginasCarne de AvestruzOmar Antony Perez SalgueroAún no hay calificaciones
- Practica #6 Productos CarnicosDocumento13 páginasPractica #6 Productos CarnicosHans Ortega ValerAún no hay calificaciones
- Mapa Del Proceso de Produccion de Conservas de Pescado en La Empresa Jada SDocumento12 páginasMapa Del Proceso de Produccion de Conservas de Pescado en La Empresa Jada SYeik Dávila100% (1)
- FT-203 Inspecciones de Seguridad ObraDocumento2 páginasFT-203 Inspecciones de Seguridad ObraBlanca BenavidesAún no hay calificaciones
- Anexo Registro Informe Mensual SST para Empresas Contratistas v1Documento5 páginasAnexo Registro Informe Mensual SST para Empresas Contratistas v1Blanca BenavidesAún no hay calificaciones
- Riesgos Pabellon de CarnesDocumento103 páginasRiesgos Pabellon de CarnesBlanca BenavidesAún no hay calificaciones
- Control CorrespondenciaDocumento2 páginasControl CorrespondenciaBlanca BenavidesAún no hay calificaciones
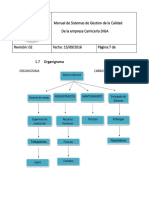
- Ejemplo de Organigrama CharcuteriaDocumento1 páginaEjemplo de Organigrama CharcuteriaBlanca Benavides0% (1)
- Contenido de La Cartelera Informativa YondoDocumento11 páginasContenido de La Cartelera Informativa YondoBlanca BenavidesAún no hay calificaciones
- Actividad 1 - Recurso Energético y Energías AlternativasDocumento3 páginasActividad 1 - Recurso Energético y Energías AlternativasBlanca BenavidesAún no hay calificaciones
- MSDS Foamsil FD 20Documento6 páginasMSDS Foamsil FD 20Blanca BenavidesAún no hay calificaciones
- Concepto de Valor Público. Vanessa Rivera de La FuenteDocumento8 páginasConcepto de Valor Público. Vanessa Rivera de La FuenteVanessa Rivera de la FuenteAún no hay calificaciones
- Análisis de CartuchoDocumento24 páginasAnálisis de CartuchosyjacobirAún no hay calificaciones
- 1° InglésDocumento4 páginas1° InglésEduardo Marcelo Arrieta RiveraAún no hay calificaciones
- Caso #3 Derecho PenalDocumento4 páginasCaso #3 Derecho PenalGiselle TorresAún no hay calificaciones
- Matriz Dafo PDFDocumento7 páginasMatriz Dafo PDFMARTHA ALEJANDRA DIAZ REALAún no hay calificaciones
- Transmisión de PotenciaDocumento34 páginasTransmisión de PotenciaMisael Adair Rojas CamarenaAún no hay calificaciones
- Reso4 Anexo1 PDFDocumento797 páginasReso4 Anexo1 PDFElizabeth Riedel-PaulusAún no hay calificaciones
- Autoevaluación N°2 - Revisión de Intentos - PDF ULTIMODocumento4 páginasAutoevaluación N°2 - Revisión de Intentos - PDF ULTIMOAna Lucia FloresAún no hay calificaciones
- Taller de Signos de Puntuacion y Conectores Logicos.... 1docDocumento6 páginasTaller de Signos de Puntuacion y Conectores Logicos.... 1docfabio mejia0% (1)
- 2do Aritmetica Marzo ColverDocumento6 páginas2do Aritmetica Marzo ColverGROWERAún no hay calificaciones
- Enlace Covalente Ii Parte Clase 14 Octavo BasicoDocumento23 páginasEnlace Covalente Ii Parte Clase 14 Octavo Basicotpp 11100% (1)
- Material Base de AutodeterminaciónDocumento3 páginasMaterial Base de Autodeterminaciónmaria ibarraAún no hay calificaciones
- Plan de Acción MedioambientalDocumento8 páginasPlan de Acción MedioambientalJennifer RolleriAún no hay calificaciones
- 3.2 El Administrador Integrador.Documento3 páginas3.2 El Administrador Integrador.kevin josé aguilar madridAún no hay calificaciones
- La Integración Educativa en El Aula RegularDocumento6 páginasLa Integración Educativa en El Aula RegularSergio Trinidad Naranjo ValenciaAún no hay calificaciones
- 2.ficha Antropométrica de Valoración de La Condición Física GA1-230101507-AA3-EV01.Documento5 páginas2.ficha Antropométrica de Valoración de La Condición Física GA1-230101507-AA3-EV01.sneider100% (1)
- ElectroscopioDocumento6 páginasElectroscopioSujaile ContrerasAún no hay calificaciones
- 14:09 UBA Grado METSI 13 StakeholdersDocumento32 páginas14:09 UBA Grado METSI 13 StakeholdersAdriana SuterAún no hay calificaciones
- SEMINARIODocumento6 páginasSEMINARIOluciaAún no hay calificaciones
- Formulas TrigoDocumento2 páginasFormulas TrigoOned A. GómezAún no hay calificaciones
- Analisis Critico-OdcDocumento3 páginasAnalisis Critico-OdcLucero Bustamante CamposAún no hay calificaciones
- Modulo Geografia PDFDocumento11 páginasModulo Geografia PDFCarol PatiñoAún no hay calificaciones
- CuestionarioDocumento8 páginasCuestionariodiegoAún no hay calificaciones
- Tapones SteelproDocumento2 páginasTapones SteelproKimberly EscuderoAún no hay calificaciones
- Periodos de Trabajo de PartoDocumento16 páginasPeriodos de Trabajo de PartoLuis Alfonso MéndezAún no hay calificaciones
- Desafios Plan ComunalDocumento3 páginasDesafios Plan ComunalCarla Oyarzo CheuquepilAún no hay calificaciones
- Análisis de La Insuficiencia de Órganos y Mortalidad Por PeritonitisDocumento7 páginasAnálisis de La Insuficiencia de Órganos y Mortalidad Por PeritonitisEstefi SolangeAún no hay calificaciones
- Qué Es Contexto 2023Documento2 páginasQué Es Contexto 2023Jose GonzalezAún no hay calificaciones