También podría gustarte
- Proyecto Tostadora de ManiDocumento62 páginasProyecto Tostadora de ManiOscar MoratoAún no hay calificaciones
- Ejercicios MRPDocumento2 páginasEjercicios MRPAndrés RincónAún no hay calificaciones
- Ejercicio Pto. de EquilibrioDocumento2 páginasEjercicio Pto. de EquilibrioAndré GuerreroAún no hay calificaciones
- Ejercicios Herramienta ParetoDocumento1 páginaEjercicios Herramienta ParetochristianAún no hay calificaciones
- Ejercicio MRP2 CompletoDocumento27 páginasEjercicio MRP2 Completojessica mirandaAún no hay calificaciones
- Caso Deafrani SAC - TA 3 2020 01Documento3 páginasCaso Deafrani SAC - TA 3 2020 01CintyLizethzZithaSfAún no hay calificaciones
- Problemas - Planeacion AgregadaDocumento14 páginasProblemas - Planeacion AgregadaJonathan Condori QuispeAún no hay calificaciones
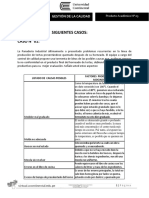
- Producto Académico #03-GCDocumento8 páginasProducto Académico #03-GCcristhianAún no hay calificaciones
- 2da Practica Calificada DISEÑO Y GESTION DE PLANTAS INDUSTRIALESDocumento5 páginas2da Practica Calificada DISEÑO Y GESTION DE PLANTAS INDUSTRIALESKARINAAún no hay calificaciones
- Instructivo de Trabajo Operacion de AmasadoDocumento1 páginaInstructivo de Trabajo Operacion de AmasadoRicardo TerrazasAún no hay calificaciones
- Criterios de Distribucion de Planta: Tema Según SILABUSDocumento20 páginasCriterios de Distribucion de Planta: Tema Según SILABUSRuben's Dalton Huaman CarranzaAún no hay calificaciones
- Ejercicios Promedios Móviles UPCDocumento3 páginasEjercicios Promedios Móviles UPCBriller RuizAún no hay calificaciones
- Curtiembres BPMDocumento68 páginasCurtiembres BPMRocky TinadoAún no hay calificaciones
- Normas de Seguridad e Higiene en Una Panadería - OcrDocumento2 páginasNormas de Seguridad e Higiene en Una Panadería - OcrAldo Germán Duarte BordonAún no hay calificaciones
- EXPOSICION HuallancaDocumento52 páginasEXPOSICION HuallancafiorelaAún no hay calificaciones
- Semana 1 - 01. Introducción A La Gestión de Operaciones V2.0Documento22 páginasSemana 1 - 01. Introducción A La Gestión de Operaciones V2.0Jorge B MottaAún no hay calificaciones
- Proceso Cuero Sintetico.Documento3 páginasProceso Cuero Sintetico.Ev GarciaAún no hay calificaciones
- Caso Tintas DrydenDocumento3 páginasCaso Tintas DrydenLeoo Cotrina FranciaAún no hay calificaciones
- Caso IndalsaDocumento7 páginasCaso IndalsaGeordano Gayoso Chipana0% (2)
- M4.2 IM I - USMP - Estudio de Tiempos - Estudio de Tiempos Con Instrumentos PDFDocumento40 páginasM4.2 IM I - USMP - Estudio de Tiempos - Estudio de Tiempos Con Instrumentos PDFKique AngelesAún no hay calificaciones
- Examen Final Getao 2019 SabadosDocumento4 páginasExamen Final Getao 2019 SabadosGreazy ReynosoAún no hay calificaciones
- SEMANA 4 - 5 2022 - Parte 2Documento24 páginasSEMANA 4 - 5 2022 - Parte 2Yadhira FarfánAún no hay calificaciones
- Trabajo Practico: Ejercicio 01Documento2 páginasTrabajo Practico: Ejercicio 01Anyela PeredaAún no hay calificaciones
- Simulacion de ImportaciónDocumento26 páginasSimulacion de Importacióniajhaira castaño puertaAún no hay calificaciones
- ACTIVIDADDocumento3 páginasACTIVIDADMargoriet Quesquen LopezAún no hay calificaciones
- Ejercicios de LocalizaciónDocumento1 páginaEjercicios de LocalizaciónValeria SolisAún no hay calificaciones
- S08.01 - Material - Calculo de AreasDocumento38 páginasS08.01 - Material - Calculo de AreasJorge Luis Rojas AsenciosAún no hay calificaciones
- Informe de Prácticas Pre-Profesionales Version FinalDocumento24 páginasInforme de Prácticas Pre-Profesionales Version FinalEliseo Cabana PacotaypeAún no hay calificaciones
- 1 Ingen Metodos Trabajo FinalDocumento21 páginas1 Ingen Metodos Trabajo FinalAlexa Geraldine Martínez MontenegroAún no hay calificaciones
- Estudio de Factibilidad para La Importación de TrigoDocumento50 páginasEstudio de Factibilidad para La Importación de TrigoDiego RiveraAún no hay calificaciones
- Oper 1402 221 2 EfDocumento5 páginasOper 1402 221 2 EfKev SilAún no hay calificaciones
- Plantillas DAPDocumento1 páginaPlantillas DAPAlexander Miguel Mamani De La CruzAún no hay calificaciones
- Metodo Del Hexagono-DistribucionDocumento5 páginasMetodo Del Hexagono-DistribucionLeandro Javier Teves100% (1)
- Investigacion Del ChocolateDocumento44 páginasInvestigacion Del ChocolateAlessio AmoreAún no hay calificaciones
- Gestión Táctica de Operaciones Ing, Ricardo Fernando Ortega Mestanza T2Documento36 páginasGestión Táctica de Operaciones Ing, Ricardo Fernando Ortega Mestanza T2Jose HornaAún no hay calificaciones
- Trabajo de Campo 4Documento2 páginasTrabajo de Campo 4bertha asencios catalan100% (1)
- Analisis Termodinamico de Una Maquina TermicaDocumento10 páginasAnalisis Termodinamico de Una Maquina Termicamaria de jesus garcia verdeAún no hay calificaciones
- Laboratorio No4Documento8 páginasLaboratorio No4alfredo684Aún no hay calificaciones
- Ejercicios de Diagrama Hombre MaquinaDocumento1 páginaEjercicios de Diagrama Hombre MaquinaJean Carlos Santisteban CapuñayAún no hay calificaciones
- Proyecto de Distribucion de Planta TerminadoDocumento49 páginasProyecto de Distribucion de Planta TerminadoJose CantilloAún no hay calificaciones
- Informe de InvopeDocumento11 páginasInforme de InvopeHuayac Rojas IvanAún no hay calificaciones
- Logística 1Documento2 páginasLogística 1Ernesto RodríguezAún no hay calificaciones
- JosecaseDocumento25 páginasJosecasejose m100% (1)
- Pronósticos CamposDocumento43 páginasPronósticos CamposJose HornaAún no hay calificaciones
- DURABILIDADDocumento13 páginasDURABILIDADmayelin marcanoAún no hay calificaciones
- Costeo Por Ordenes PlanetPrint PDFDocumento2 páginasCosteo Por Ordenes PlanetPrint PDFLuisTurpoAún no hay calificaciones
- Productividad EjerciciosDocumento23 páginasProductividad EjerciciosFavio Donayre Gutierrez0% (1)
- PRODUCCIÓN Y SISTEMA 5S en Los Trabajadores de TopiTopDocumento3 páginasPRODUCCIÓN Y SISTEMA 5S en Los Trabajadores de TopiTopJose Coronado CruzAún no hay calificaciones
- Ejercicios Sobre DapDocumento1 páginaEjercicios Sobre DapPaco Medina InfanteAún no hay calificaciones
- Ejercicio Dig Flujo PDFDocumento1 páginaEjercicio Dig Flujo PDFteam locu green100% (1)
- Clasificación de Las Fibras TextilesDocumento9 páginasClasificación de Las Fibras TextilesMauricio GomezAún no hay calificaciones
- 03 Caso CansianiDocumento1 página03 Caso CansianiMaritza Elizabeth Eusebio FernandezAún no hay calificaciones
- Examen Final 8 de JunioDocumento2 páginasExamen Final 8 de JunioAileen Paolita Cortez MamaniAún no hay calificaciones
- Tabla de Lanzamiento de Ordenes (Tlo)Documento6 páginasTabla de Lanzamiento de Ordenes (Tlo)Luis VegaAún no hay calificaciones
- Lab2 Proc3Documento13 páginasLab2 Proc3David MarceloAún no hay calificaciones
- 03 Guia de Practicas 3 - Localización de Planta 2 20-1 PDFDocumento6 páginas03 Guia de Practicas 3 - Localización de Planta 2 20-1 PDFJavier FuentesAún no hay calificaciones
- Presentación Industria de Las Empanadas - CasiopeaDocumento3 páginasPresentación Industria de Las Empanadas - CasiopeaLeonardo Serrano CalistoAún no hay calificaciones
- Industria PanificadoraDocumento33 páginasIndustria PanificadoraKev Larico GomezAún no hay calificaciones
- Proyecto de Una Planta AlimentariaDocumento11 páginasProyecto de Una Planta AlimentariaRaúl RojasAún no hay calificaciones
- Pan de MoldeDocumento11 páginasPan de Moldejulio lopez amezquitaAún no hay calificaciones