También podría gustarte
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Soldabilidad de Los Aceros Al CarbonDocumento36 páginasSoldabilidad de Los Aceros Al Carbonangel100% (1)
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- NMX-C-128-ONNCCE-2013 (Preliminar)Documento13 páginasNMX-C-128-ONNCCE-2013 (Preliminar)Vladimir Rodríguez100% (4)
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- Refrigeracion Industrial Con NH3 PDFDocumento107 páginasRefrigeracion Industrial Con NH3 PDFInataly100% (6)
- Reparación de elementos metálicos. TMVL0309De EverandReparación de elementos metálicos. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Procedimiento de Secado Edicion 3 PDFDocumento350 páginasProcedimiento de Secado Edicion 3 PDFJuan Torres100% (2)
- El Proceso de AceraciónDocumento12 páginasEl Proceso de AceraciónHuaman Torres100% (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Soldabilidad de Los Aceros Al CarbónDocumento36 páginasSoldabilidad de Los Aceros Al CarbónJesús Bernal87% (15)
- Soldadura de H°F°Documento26 páginasSoldadura de H°F°Carlos AlvarengaAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- 1.5 Clasificacion y Aplicaciones Del AceroDocumento10 páginas1.5 Clasificacion y Aplicaciones Del AceroMaria Jose Muro MedinaAún no hay calificaciones
- Corrosion SSPC EspañolDocumento62 páginasCorrosion SSPC EspañolJuan TorresAún no hay calificaciones
- SI3-22-43 Rev 02 PDFDocumento6 páginasSI3-22-43 Rev 02 PDFJuan TorresAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Agrietamientos en Frío en Cordones de Soldadura de FileteDocumento52 páginasAgrietamientos en Frío en Cordones de Soldadura de FileteFlorencio Martínez KenAún no hay calificaciones
- Soldadura en Aceros InoxidablesDocumento26 páginasSoldadura en Aceros InoxidablesOmar MuñozAún no hay calificaciones
- 01.00 Introduccion A PavimentosDocumento40 páginas01.00 Introduccion A PavimentosnancyAún no hay calificaciones
- Plan de Trabajo Tailings Pipeline Relocation Rev 1Documento24 páginasPlan de Trabajo Tailings Pipeline Relocation Rev 1Juan Torres100% (1)
- 13 - Metalurgia de La Soldadura - Fisuración en Caliente y Fisuración en FrioDocumento13 páginas13 - Metalurgia de La Soldadura - Fisuración en Caliente y Fisuración en FrioEspinoza HectorAún no hay calificaciones
- MCP 2562 SW G 001 (Cc109a)Documento36 páginasMCP 2562 SW G 001 (Cc109a)Juan TorresAún no hay calificaciones
- Soldadura Entre Materiales Disímiles PDFDocumento62 páginasSoldadura Entre Materiales Disímiles PDFElmar Cuellar100% (4)
- 3.procedimiento de Trabajo de Espacio ConfinadoDocumento23 páginas3.procedimiento de Trabajo de Espacio ConfinadoJuan TorresAún no hay calificaciones
- P D4 ResueltoDocumento14 páginasP D4 ResueltoOrlandoPelaezChilon75% (4)
- Metalurgia de La SoldaduraDocumento90 páginasMetalurgia de La SoldaduraAndrea Henriquez GiustiAún no hay calificaciones
- Metalurgia de La SoldaduraDocumento69 páginasMetalurgia de La SoldaduraMc Frederick BrinnemanAún no hay calificaciones
- Criterio de Aplicación Polyken 955 - 980 - Primer 1027 PDFDocumento2 páginasCriterio de Aplicación Polyken 955 - 980 - Primer 1027 PDFJuan Torres100% (3)
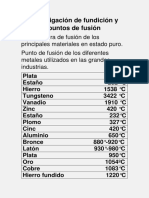
- Investigación de Fundición y Puntos de FusiónDocumento12 páginasInvestigación de Fundición y Puntos de FusiónJesus CruzAún no hay calificaciones
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Sistema de Suelo Reforzado Terramesh System - CarreterasDocumento122 páginasSistema de Suelo Reforzado Terramesh System - CarreterasJean Paul Ramirez AzañeroAún no hay calificaciones
- Montaje de Faja de SacrificioDocumento21 páginasMontaje de Faja de SacrificioJuan TorresAún no hay calificaciones
- Aceros Arequipa 2008Documento287 páginasAceros Arequipa 2008Milagritos TkAún no hay calificaciones
- Mecanismos de Fisuracion 001Documento8 páginasMecanismos de Fisuracion 001Anonymous 6LwW4qi6TiAún no hay calificaciones
- Mecanismos de FisuracionDocumento38 páginasMecanismos de FisuracionwchavezbAún no hay calificaciones
- 4-Mecanismos de FisuracionDocumento10 páginas4-Mecanismos de FisuracionAlfredo BigolottiAún no hay calificaciones
- Taller Aceros InoxidablesDocumento6 páginasTaller Aceros InoxidablesMikeRhomeRhamosAún no hay calificaciones
- Tratamiento TermicoDocumento7 páginasTratamiento TermicoRoberto TiconaAún no hay calificaciones
- 1 Ac. Inoxidables TrabajoDocumento21 páginas1 Ac. Inoxidables TrabajoPabel Gil Ramirez CamonesAún no hay calificaciones
- Soldadura Por Forjado La Soldadura Por Forjado Tiene Importancia Histórica en El Desarrollo de La Tecnología de ManufacturaDocumento9 páginasSoldadura Por Forjado La Soldadura Por Forjado Tiene Importancia Histórica en El Desarrollo de La Tecnología de ManufacturaCarlosCamposAún no hay calificaciones
- Corrosión InermolecularDocumento3 páginasCorrosión InermolecularAngel RamirezAún no hay calificaciones
- El AceroDocumento9 páginasEl AceroEstefany Abreu HernandezAún no hay calificaciones
- Informe Ultimo de TratamientoDocumento10 páginasInforme Ultimo de TratamientoronaldAún no hay calificaciones
- Recomendaciones de SoldaduraDocumento43 páginasRecomendaciones de SoldaduraDanny Joel ChAún no hay calificaciones
- 5.-Soldadura OawDocumento19 páginas5.-Soldadura Oawbrayan pantoja sifuentesAún no hay calificaciones
- Tif Metafisica 2Documento5 páginasTif Metafisica 2Daniel CarlosAún no hay calificaciones
- 1c.DEFECTOS 2021Documento35 páginas1c.DEFECTOS 2021FranciscoDiazMujicaAún no hay calificaciones
- Ingeñeria de Materiales Grupo 1 DiapositivasDocumento58 páginasIngeñeria de Materiales Grupo 1 DiapositivasDAVID GREGORIO GUAMAN CORREAAún no hay calificaciones
- Cuestionario de Metalurgia Segundo ParcialDocumento7 páginasCuestionario de Metalurgia Segundo ParcialJose Mariano Sandoval Banzer100% (1)
- Malodonado Francisco MATERIALES Y ENSAYODocumento7 páginasMalodonado Francisco MATERIALES Y ENSAYOMarcos CassinaAún no hay calificaciones
- PI 2 NOCHE 2 Unidad Mostacero Asencio JorgeDocumento12 páginasPI 2 NOCHE 2 Unidad Mostacero Asencio JorgeEDWIN ALEXANDER ALVAREZ ALIAGAAún no hay calificaciones
- HAZ en Materiales Resistentes A La CorrosiónDocumento3 páginasHAZ en Materiales Resistentes A La CorrosiónsebastianAún no hay calificaciones
- Como Soldar Con TIGDocumento17 páginasComo Soldar Con TIGangelAún no hay calificaciones
- 8 Aleaciones HCDocumento136 páginas8 Aleaciones HCdragonkevAún no hay calificaciones
- Mapas ConceptualesDocumento26 páginasMapas ConceptualesMarina Mathias100% (1)
- Trabajo de Investigacion PI2Documento15 páginasTrabajo de Investigacion PI2Sarela GarridoAún no hay calificaciones
- RECOCIDODocumento2 páginasRECOCIDOmatuteroko1Aún no hay calificaciones
- Horno de Refinación SecundariaDocumento17 páginasHorno de Refinación SecundariaLeon Ivan Urbina AlmendraAún no hay calificaciones
- Obtencion y Clasificacion Del Acero Segun SaeDocumento6 páginasObtencion y Clasificacion Del Acero Segun SaeAldo Alvarez100% (1)
- PROBELMAS Soldabilidad - Aceros-InoxidablesDocumento19 páginasPROBELMAS Soldabilidad - Aceros-InoxidablesJoseLuisAlanocaAún no hay calificaciones
- TP Metalografia - RevenidoDocumento9 páginasTP Metalografia - RevenidoAnonymous KdnOsd9Aún no hay calificaciones
- Hornos 2018-1 PDFDocumento59 páginasHornos 2018-1 PDFCristian Rojas UlloaAún no hay calificaciones
- Introducción A La Soldabilidad de Los AcerosDocumento3 páginasIntroducción A La Soldabilidad de Los AcerosALAAN89Aún no hay calificaciones
- Solidificación de Aleaciones Fuera de EquilibrioDocumento15 páginasSolidificación de Aleaciones Fuera de EquilibrioSebastian BravoAún no hay calificaciones
- Unmsm - Diseño en Acero y MaderaDocumento12 páginasUnmsm - Diseño en Acero y MaderaEvelyn Valenzuela LopezAún no hay calificaciones
- Laton 7030 Sp10 Juan PabloDocumento10 páginasLaton 7030 Sp10 Juan PabloMiguel Angel López NavarreteAún no hay calificaciones
- 4.1-Mecanismos de FisuracionDocumento38 páginas4.1-Mecanismos de FisuracionEl_GasistaAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Planificación Experiencia 06-10-09-21Documento22 páginasPlanificación Experiencia 06-10-09-21Juan TorresAún no hay calificaciones
- Cancion Sobre El Puente de AviñonDocumento8 páginasCancion Sobre El Puente de AviñonJuan TorresAún no hay calificaciones
- SI3-22-38 Rev 02 PDFDocumento6 páginasSI3-22-38 Rev 02 PDFJuan TorresAún no hay calificaciones
- Informe Tercera Escuela de Familias VirtualDocumento1 páginaInforme Tercera Escuela de Familias VirtualJuan TorresAún no hay calificaciones
- ORDENANZA 1015 Pueblo LibreDocumento6 páginasORDENANZA 1015 Pueblo LibreJuan TorresAún no hay calificaciones
- F79001 Informe Diario de SoldaduraDocumento1 páginaF79001 Informe Diario de SoldaduraJuan TorresAún no hay calificaciones
- Condic - Tecnicas - Bayobar PDFDocumento144 páginasCondic - Tecnicas - Bayobar PDFJuan TorresAún no hay calificaciones
- 2.1. Plan de Respuesta EmergenciasDocumento21 páginas2.1. Plan de Respuesta EmergenciasJuan TorresAún no hay calificaciones
- SSK-PC-MPD003 Rev. ADocumento24 páginasSSK-PC-MPD003 Rev. AJuan TorresAún no hay calificaciones
- Curso Topografos-AutolispDocumento17 páginasCurso Topografos-AutolispJuan TorresAún no hay calificaciones
- CAC0 02 in 06 Impermeabilización Estructuras HidráulicasDocumento5 páginasCAC0 02 in 06 Impermeabilización Estructuras HidráulicasJuan TorresAún no hay calificaciones
- Curso Iniciacion SoldaduraDocumento17 páginasCurso Iniciacion SoldaduraJesus A. Duarte B.Aún no hay calificaciones
- Check List BodegaDocumento11 páginasCheck List BodegaDaniela AlegriaAún no hay calificaciones
- Clase 9 - Defl en VigasDocumento21 páginasClase 9 - Defl en VigasFelipe OlivaresAún no hay calificaciones
- 560 CanalesDocumento3 páginas560 CanalesElliot UretaAún no hay calificaciones
- Clase 3 PDFDocumento17 páginasClase 3 PDFNatalia VicenteAún no hay calificaciones
- Materiales Pétreos ArtificialesDocumento11 páginasMateriales Pétreos ArtificialescesiavegaAún no hay calificaciones
- Sand Blast TiposDocumento2 páginasSand Blast TiposJuan de la RosaAún no hay calificaciones
- Soluciones y Accesorios para Montaje Industrial Dartel AbbDocumento20 páginasSoluciones y Accesorios para Montaje Industrial Dartel AbbToledo Grandon Andres EduardoAún no hay calificaciones
- 128.analisis de Fallas en Bombas de AguaDocumento3 páginas128.analisis de Fallas en Bombas de AguacarlaAún no hay calificaciones
- Analisis Comparativo: Calzaduras Vs Muro AncladoDocumento3 páginasAnalisis Comparativo: Calzaduras Vs Muro AncladoFiorellaFarfan100% (1)
- Mapa Conceptual Sobre Los Procesos de Fabricacion Del AceroDocumento1 páginaMapa Conceptual Sobre Los Procesos de Fabricacion Del AceroMichel Ballares RodríguezAún no hay calificaciones
- Construcciones ACABADODocumento39 páginasConstrucciones ACABADOKiaraSaavedraAún no hay calificaciones
- 2 Inventario General Retex 16072021Documento108 páginas2 Inventario General Retex 16072021eruweylopezAún no hay calificaciones
- Molde No PermanenteDocumento11 páginasMolde No PermanentePablo Leonardo Cruz BalderramaAún no hay calificaciones
- Ciencia de Materiales - ProblemarioDocumento3 páginasCiencia de Materiales - ProblemariolrviloriaAún no hay calificaciones
- MDLDocumento10 páginasMDLJeff PerezAún no hay calificaciones
- HormipanDocumento2 páginasHormipanpaolavargas_83Aún no hay calificaciones
- Nte Inen 3016Documento20 páginasNte Inen 3016Tito MuñozAún no hay calificaciones
- Fractura Dúctil Vs FrágilDocumento33 páginasFractura Dúctil Vs FrágilEVANGELINE MU�OZ GUACANEMEAún no hay calificaciones
- 1 15 Planchas de AceroDocumento2 páginas1 15 Planchas de AceroHAROLD ESPINOZA ROMEROAún no hay calificaciones
- Gantt A1Documento1 páginaGantt A1Esther Hinostroza CamposanoAún no hay calificaciones
- Fundaciones y Muro InformeDocumento12 páginasFundaciones y Muro Informemarielena castilloAún no hay calificaciones
- Lab - 04 2018-1 Materiales Sintéticos 1Documento14 páginasLab - 04 2018-1 Materiales Sintéticos 1Ange-lito Wilfredo Valverde GuillenAún no hay calificaciones
- Catalogo Conduit EmtDocumento4 páginasCatalogo Conduit EmtImagio BoliviaAún no hay calificaciones
- Vdocuments - MX Manual Caldera Saunier Duval ThematekDocumento18 páginasVdocuments - MX Manual Caldera Saunier Duval ThematekitziarprietoAún no hay calificaciones