Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Refrigeracion PDF
Cargado por
Raider Morales LozanoTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Refrigeracion PDF
Cargado por
Raider Morales LozanoCopyright:
Formatos disponibles
Función e Importancia de los Accesorios del Sistema de Refrigeración
Sabemos que el ciclo de refrigeración está integrado por componentes, accesorios y controles. Esto es una
forma de diferenciar solo para una mejor comprensión de su operación. Lo importante, es que el sistema de
refrigeración pueda funcionar eficientemente, con el menor costo de operación y con la seguridad de que el
compresor no va a sufrir daños.
También se sabe que los componentes del sistema son aquellos, indispensables, para que el sistema de
refrigeración funcione, tales son: El evaporador, el condensador, el compresor, y el regulador de flujo que
bien puede ser un tubo capilar o una válvula de expansión; con estos cuatro componentes integrados por la
tubería, y con refrigerante, el sistema funciona y enfría. Un ejemplo típico es el refrigerador doméstico simple
que no tiene más allá de su compresorcito hermético, un evaporador estático de placa doblada, el
condensador estático atrás del refrigerador y el tubo capilar; lo único que lleva sujeto a desgaste y
movimiento, es el compresor, y un termostato que lo acciona y que está fuera del sistema de refrigeración.
Los accesorios como su nombre lo indica, son dispositivos secundarios que servirán para proteger, controlar,
supervisar, o mejorar algo en el sistema y se utilizarán sólo aquellos que sean necesarios. Cabe recordar
que el sistema más eficiente será el que tenga menor cantidad de accesorios, conexiones y longitud de
tubería, además de que estas sean de diámetro adecuados.
No es el propósito de este artículo explicar el funcionamiento del ciclo de refrigeración, sino explicar la
función e importancia de cada uno de los accesorios en el sistema.
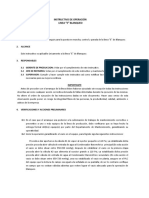
Tomando como referencia la figura del ciclo de refrigeración, se observan los accesorios más conocidos, de
los cuales no necesariamente debe llevarlos todos sino que llevará los que se requieran únicamente. La
razón de mostrarlos todos, es para identificar su localización en el sistema.
Para más información visite: www.EmersonClimate.com/espanol
A continuación se mencionan algunos de los accesorios más típicos del sistema de refrigeración y su
función, a partir del compresor y en el orden del sentido del flujo.
Mofle de Descarga.
Función: minimizar las pulsaciones del flujo ocasionada por el compresor reciprocante, así como la vibración
y ruido para evitar que de rompan soldaduras en las uniones de tubería y se lleguen a dañar algunas partes;
también sirve para minimizar el nivel de ruido.
Localización: en la tubería de descarga inmediato al compresor.
Aplicación principal: para los compresores reciprocantes semi-herméticos. Los compresores herméticos
tienen su mofle internamente.
Separador de Aceite.
Función: Separar el aceite que sale del compresor hacia el sistema conjuntamente con el gas refrigerante y
devolverlo al cárter, particularmente en aquellos casos en que hay la posibilidad de un retorno deficiente de
aceite al compresor. La forma primaria y natural como debe ser resuelto el retorno de aceite al compresor, es
por el adecuado dimensionamiento y diseño de las tuberías de refrigeración, especialmente la de succión.
Aplicaciones: Para sistemas de baja temperatura, para sistemas de temperatura media en que la unidad
condensadora esté por arriba del nivel del evaporador y para aquellos sistemas con tuberías muy largas
entre la UC y la UE, o de multi-circuitos como es el caso de supermercados. Para sistemas de aire
acondicionado por lo general no es necesario, salvo alguna excepción.
Localización: En la tubería de descarga, inmediato a la salida del compresor.
Filtro Deshidratador de Línea de Aceite.
Función: Proporcionar filtración y secado del aceite. En el Aceite es donde mayormente se acumula la
contaminación. Es un excelente auxiliar para la descontaminación y protección de los sistemas de
refrigeración.
Aplicación: Sistemas de refrigeración en paralelo (racks), aunque en realidad es un accesorio que debieran
llevar todos los sistemas de refrigeración con compresores herméticos y semi-herméticos que dispongan de
una línea de retorno de aceite al compresor.
Localización: En la línea de retorno de aceite entre el separador y el compresor.
Válvula de Retención (o check).
Función: Permite el flujo solo en un sentido, indicado por la flecha impresa en la válvula.
Aplicación: Depende de cada necesidad. En el caso de la figura, servirá para que cuando la unidad
condensadora esté parada, en un bajo ambiente exterior, el refrigerante que se condensa solo vaya hacia el
tanque recibidor y no hacia el separador ya que si tal fuera el caso, habría líquido en el fondo del separador
de aceite y al abrir la valvulita flotadora regresaría líquido al cárter en vez de aceite.
Localización: en cualquier parte que se pueda requerir.
Válvulas de servicio angulares.
Función: Cortar o permitir el flujo para dar servicio al sistema de refrigeración.
Aplicación: Donde sean requeridas.
Localización: Mayormente en la entrada y salida del tanque recibidor. Podrían ir también directo a las
tuberías de líquido.
Filtro deshidratador de la línea de líquido.
Función: Retener la contaminación existente en el sistema de refrigeración. La contaminación es altamente
dañina y casi siempre concluye en daños al compresor, además de dañar o afectar el funcionamiento de
otras partes del sistema como la VTE. Los contaminantes más agresivos que se retienen son: humedad,
ácidos, suciedad, lodos, barnices, rebabas; hay otros contaminantes como ceras que causan obstrucción. La
mayor parte de los contaminantes causan acidez en el refrigerante y esta a su vez es la mayor causa de la
quemadura del compresor. Actualmente, con el uso de los refrigerantes HFC y los aceites POE que son
altamente higroscópicos, se requieren filtros deshidratadotes de muy alta capacidad de Humedad, ácidos y
contaminación sólida.
Para más información visite: www.EmersonClimate.com/espanol
Aplicación: Para la línea de líquido. Es importante mencionar que como los contaminantes son diferentes y
causan problemas en diferentes componentes, hay que saber reconocer qué tipo de filtro deshidratador
utilizar para cada necesidad y en que lugar corresponde instalarlo. No es adecuado utilizar un solo
deshidratador para todo.
Localización: En la línea de líquido a la salida del tanque recibidor, o del condensador cuando no hay
recibidor.
Indicador de líquido y humedad (o mirilla, o visor).
Función: Es la ventana al interior del sistema para reconocer si las condiciones del refrigerante son
adecuadas para la operación del sistema; por una parte nos muestra si el refrigerante está totalmente líquido
antes de entrar a la válvula de expansión (requerimiento indispensable), y si está libre de humedad, La
humedad crea obstrucciones en la VTE y produce acidez en el refrigerante. No debe haber burbujas en el
visor.
Aplicación: En todo sistema de refrigeración. Por economía no se acostumbra en sistemas pequeños
(fraccionarios).
Localización: En la línea de líquido.
Válvula manual tipo diafragma.
Función: Cortar o permitir el flujo manualmente. Por su diseño ofrece alguna caída de presión.
Aplicación: En cualquier sistema de refrigeración.
Localización: En cualquier parte del sistema donde se requiera. Mayormente se usa en la línea de líquido
después del deshidratador y el indicador de líquido.
Válvula solenoide.
Función: Cortar o permitir el flujo eléctricamente, lo que permite el control automático remoto del flujo de
refrigerante.
Aplicación: Fundamentalmente en la línea de líquido, tanto para control de operación, como para
protección contra golpes de líquido, También el la línea de gas caliente para deshielo del evaporador, o para
control de capacidad, y en la línea de succión para servicio y/o control en sistemas de refrigeración en
paralelo. La forma de selección para la aplicaciones de gas es diferente.
Localización: En cualquier lugar del sistema de refrigeración donde se requiera.
Nota: Al igual que es importante la adecuada selección de cualquiera de los accesorios, en el caso de las
válvulas solenoide es muy importante, ya que si la válvula es muy chica para la capacidad requerida,
ocasionará una gran caída de presión y por lo tanto pérdida de capacidad del sistema, y si se selecciona muy
grande, podría no operar ya que estas requieren una mínima caída de presión de operación para poder
permanecer abiertas; muchas válvulas son devueltas por garantía porque al parecer no funcionan y resulta
que están buenas, sólo que fueron mal seleccionadas. También es importante insistir que las válvulas
solenoide deben ser seleccionadas por su capacidad en toneladas y el tipo de refrigerante antes que por el
diámetro de la conexión; de otra manera, pudiera ser que la válvula resultara muy chica e hiciera que el
sistema pierda capacidad.
Válvula de bola.
Función: También es una válvula manual de paso, pero “sin caída de presión”; algunas personas la
justifican por ser una válvula de cierre rápido pero este es un beneficio secundario. Al no tener caída de
presión, no se afecta negativamente la eficiencia ni el costo de operación del sistema.
Aplicación: En cualquier sistema de refrigeración donde se requiera cuidar al máximo la eficiencia y el
costo de operación del sistema. Muchas personas creen que por su precio esta válvula es más cara, pero
pierden de vista el gran ahorro en el costo de operación y la alta eficiencia del sistema, que es para siempre.
Localización: En cualquier parte del sistema donde sea requerido.
Válvula reguladora de presión de evaporación
Función: Regula la presión de evaporación y por lo tanto la temperatura de evaporación, lo que permite
lograr la aplicación deseada de enfriamiento en un sistema de refrigeración con evaporadotes múltiples que
deben funcionar a diferentes temperaturas, o para sistemas en paralelo.
Para más información visite: www.EmersonClimate.com/espanol
Aplicación: Mayormente para los sistemas de refrigeración en paralelo, ejemplo: supermercados o sistemas
de refrigeración industrial.
Localización: En la salida de cada evaporador en la línea de succión.
Filtro deshidratador de succión.
Función: Protege al compresor. Retiene la contaminación existente en el sistema, antes del compresor para
protegerlo. La contaminación es altamente dañina y casi siempre concluye en daños al compresor,
especialmente la acidez y suciedad. La mayor parte de los contaminantes causan acidez en el refrigerante y
esta a su vez es la mayor causa de la quemadura del compresor.
Aplicación: Para línea de succión. Es importante mencionar que por norma todo compresor de tipo
hermético y semi-hermético debe llevar un filtro deshidratador de succión, es como su seguro de vida y por lo
tanto ahorra mucho dinero. Desafortunadamente, por razón cultural de una economía mal entendida y de una
baja preparación técnica, en la mayoría de los países de Latinoamérica, el filtro de succión no es valorado y
menos instalado, se ve muy caro, pero en el fondo habría que preguntarse que es más caro ¿El
deshidratador de succión o el compresor?, ¿El deshidratador de succión o el tiempo de paro de un proceso
industrial que depende de la refrigeración?.
Localización: En la línea de succión antes del compresor.
Observaciones: Los deshidratadores de succión están dotados de puertos de prueba de presión a la
entrada y salida para verificar el comportamiento de la caída de presión a través de este, tanto en el
momento de su instalación, como cuando ya ha reteniendo los contaminantes; esto es con el fin de que el
incremento de la caída de presión no sobrepase ciertos límites, ya que de igual manera, al incrementarse la
caída de presión, caerá la capacidad del sistema, se incrementará el consumo de energía y habrá daños al
compresor. Al seleccionar un deshidratador chico, se corre el riesgo de caídas de presión peligrosas desde
origen. Por otra parte, se recomienda que el deshidratador de succión sea instalado en forma vertical con el
flujo descendente, o al menos inclinado.
Acumulador de Succión.
Función: Protege al compresor contra regresos eventuales de refrigerante líquido.
Aplicación: Todo sistemas de baja temperatura, particularmente aquellos con sistema de deshielo por gas
caliente. Todo sistema sujeto a posibles regresos de líquido al compresor, por ejemplo, cuando están
sujetos a variaciones de carga térmica.
Localización: En la línea de succión, antes del compresor.
Válvula Reguladora de Presión de Cárter (o de succión).
Función: Protege al compresor contra sobrecargas ocasionadas por alto flujo másico por arriba de la
capacidad del compresor. Regula la presión de entrada para protegerlo contra sobrecargas durante el
arranque inicial o después de un deshielo. También cuando la capacidad del motor del compresor es
limitada.
Aplicación: Sistemas de refrigeración donde la presión de succión llegue a ser eventualmente muy alta.
Una vez que se van normalizando las presiones de trabajo, la válvula va quedando abierta nuevamente.
Localización: En la línea de succión justo antes de la entrada del compresor.
Es importante recalcar sobre la adecuada selección de cada uno de los componentes y accesorios del
sistema, primero para que el sistema quede debidamente balanceado, y segundo para obtener la máxima
capacidad, el menor costo de operación y la seguridad de que el equipo queda protegido contra daños.
Cuando los componentes y accesorios no se seleccionan adecuadamente, se correo el riesgo de que haya
caídas de presión importantes que impactarán necesariamente en pérdida de capacidad, alto costo de
operación y daños al compresor y la VTE.
Por Fernando Parra
21 de febrero de 2005.
Para más información visite: www.EmersonClimate.com/espanol
Algunas Consideraciones Técnicas de los Aceites Lubricantes en los Sistemas de
Aire Acondicionado y Refrigeración.
El objetivo de este artículo es mostrar algunos aspectos técnicos principales de los de
los aceites lubricantes requeridos para los sistemas de Aire Acondicionado y Refrigeración.
La función principal del aceite, es la de lubricar dos superficies que están en movimiento,
una con relación a la otra, reduciendo la fricción entre ellas, para evitar su desgaste. Esto
se logra interponiendo una película lubricante de aceite entre las superficies en
movimiento, evitando el contacto de sólido con sólido, disminuyendo así el coeficiente de
fricción entre las dos superficies en rozamiento. Aún cuando las dos superficies en
rozamiento parecen a simple vista totalmente lizas y suaves, su examen minucioso al
microscopio revela asperezas con picos y valles. Se deberá añadir el suficiente lubricante
que forme una capa que pueda cubrir esas asperezas, en tal forma que las dos superficies
en movimiento se desplacen flotando en el lubricante.
ACEITE COJINETE SUPERFICIE o FLECHA ROTATIVA
Flujo del
Aceite
O O O
N
N
A R N B C
A.- Las dos Superficies metálicas en contacto sin movimiento, la Flecha Rodante en reposo y el Cojinete,
la Carga Normal (N) de la Flecha Rodante, igual a la Reacción (R) del Cojinete
B.- Cuando la Flecha con su carga empieza a girar en sentido de las manecillas del reloj, existe un
rozamiento metálico , y la flecha tiende a rodar hacia arriba
C.- Debido a que el aceite se adhiere a las dos superficies, la rotación arrastra al aceite entre ellas,
haciendo que la flecha y el cojinete se separen, la flecha en rotación actúa como bomba de aceite,
causando una muy alta presión en el área que soporta la carga, creando una película de aceite
ocasionando la completa separación entre la flecha y el cojinete, haciendo que la flecha flote en el aceite,.
Esta alta presión mueve la flecha hacia la izquierda tomando una posición excéntrica
Fig. 1 Mecanismo de Lubricación de dos Superficies en Rozamiento con
su Holgura llena de Aceite
Para más información visite: www.EmersonClimate.com/espanol
De l Fig. La velocidad del aceite que se adhiere a la flecha en rotación, es igual a la
velocidad periférica de esta. Y la velocidad del aceite en la superficie del cojinete es cero.
Este gradiente o variación de velocidad es el que nos crea la fuerza de viscosidad, por lo
tanto entre mayor sea la velocidad de rotación, mayor es la cantidad de aceite que penetra
en la sección convergente, también será mayor el espesor de la película de aceite (esto es
debido a la acción de bombeo de la flecha rotatoria)
Una vez que se obtiene una película de lubricación, la fuerza de fricción entre las dos
superficies, es la fuerza necesaria para cortar el lubricante, y es independiente de la
naturaleza de las dos superficies.
La Viscosidad se define como la resistencia de un fluido a fluir
La fórmula matemática que nos relaciona la fuerza de Viscosidad con el coeficiente de
Viscosidad es:
F Fuerza de Viscosidad Dinámica
µ Coeficiente Dinámico de Viscosidad
F = µ A v /l A Área de apoyo de las superficies
V Velocidad Relativa entre las dos superficies
l Separación entre las dos superficies
En esta fórmula es necearlo usar un sistema consistente de unidades
Al escoger un lubricante el Coeficiente de Viscosidad es quizás el factor más importante a
considerar. El valor de la Viscosidad Dinámica dividido entre la Densidad del lubricante es
igual a la Viscosidad Cinemática.
La Viscosidad Cinemática en el sistema internacional de unidades m.k.s. se expresa en
m2 / s, pero dado que es una unidad muy grande, se utiliza el mm2/s que es igual a 1 cSt
(centiStokes)
La viscosidad Dinámica µ en el sistema c.g.s. se expresa en Poises, sin embargo la
unidad común hoy día es Segundos Universal Saybolt, abreviado SSU ó SUS. que es el
tiempo requerido en segundos para que 60 cm3 de aceite o lubricante fluyan a través del
viscosímetro Saybolt universal. El estándar ASTM I) 2161 contiene tablas de conversión de
SSU a viscosidad cinemática. .
Una situación importante es que entre las dos superficies friccionantes (la flecha rotatoria y
el cojinete, debe existir una alimentación constante de aceite, y para esto la utilización de
una bomba o elemento alimentador de aceite con la presión suficiente que asegure el
volumen o Gasto de aceite requerido.
Cuando un compresor es nuevo, pueden existir asperezas en las superficies rozantes, que
prácticamente tengan una dimensión igual al espesor de la película de lubricación, por lo
Para más información visite: www.EmersonClimate.com/espanol
tanto se puede esperar ocasionalmente en esos picos o valles, el contacto de metal con
metal. Es por eso necesario un periodo de asentamiento de algunas horas al iniciar.
la operación de un compresor.
Existen varias pruebas desarrolladas en laboratorios para evaluar el lubricante, para
determinar el espesor adecuado de la película de lubricación, así mismo para poder
determinar su resistencia y la habilidad de soportar y llevar las cargas mecánicas en
términos de la lubricidad del lubricante, es necesario considerar, el coeficiente de
viscosidad, la velocidad relativa de las dos superficies, la carga mecánica normal, los
acabados superficiales o rugosidad de las superficies rozantes, y las características
técnicas de los materiales de las superficies rozantes, tales como babbit, hierro de
fundición, bronces, polvo de metal cobre etc. sinterizado, materiales porosos impregnados
de lubricante, bronce impregnado con teflón (DU Bearing) usado en los bujes de los
compresores Copeland). Algunos aspectos de la lubricación en los compresores no se
pueden duplicar en el laboratorio. Por ejemplo el retorno de refrigerante líquido al
compresor, que causa la dilución del aceite, y también el lavado de los cojinetes, bujes,
chumaceras, etc. y así la disminución del espesor de la película de lubricación y causando
el rozamiento de metal con metal, ocasionando la falla mecánica.
Los compresores de refrigeración se pueden clasificar, en:
De Desplazamiento Continuo Dinámico, tales como el Tipo Centrífugo en el que las aspas
del rotar le transfieren su energía y su cantidad de movimiento al gas refrigerante,
transformándose en presión útil. En este tipo de compresor sus partes de compresión no
requieren lubricación, sus chumaceras de su flecha, sus sellos, y coples, requieren
lubricación. Este tipo de compresor no pasa aceite al sistema
De Desplazamiento Positivo Dinámico tales como el Reciprocante, el Rotativo, el Scroll,
etc. en estos la presión se eleva y el volumen del gas dentro de un pequeño espació se
reduce. Como irremediablemente este tipo de compresor pasa un poco de aceite al
sistema de refrigeración el que es arrastrado por el refrigerante hacia el condensador y al
evaporador. En el evaporador debe haber suficiente fluidez y miscibilidad a bajas
temperaturas, por lo que es necesario considerar estas características para asegurar su
retorno al compresor y una buena conducción térmica. (La fluidez es lo opuesto a
viscosidad)
En los sistemas de refrigeración los lubricantes además de lubricar, tienen otras funciones
importantes, entre estas están: La del aceite de sellar el gas entre la succión y la descarga.
Actuar como enfriador de las chumaceras, bujes etc., para transferir ese calor generado al
cárter del compresor y así al exterior. El aceite también sirve como atenuador del ruido que
se genera por las partes mecánicas en movimiento. Por lo general entre mayor sea la
viscosidad, mayor es el sellado y la reducción del ruido, pero una menor viscosidad nos
ayuda a un mejor enfriamiento del compresor.
Bajo el entendimiento que cuando se construye originalmente un sistema cerrado de
refrigeración, su lubricante debe de considerarse ser para toda la vida del compresor, por
Para más información visite: www.EmersonClimate.com/espanol
lo que se requiere que tenga estabilidad ante la presencia de refrigerantes, de los metales,
del aislamiento de los motores eléctricos, e inclusive de algunos contaminantes. El
lubricante ideal no existe, sus características y especificaciones son un balance de
requerimientos. NOTA: Dado que con cierta frecuencia en nuevas instalaciones de
sistemas de refrigeración se dejan impurezas, humedad, fundentes, suciedad, etc., y
además los compresores se operan fuera de sus especificaciones de su fabricante, el
aceite se deteriora con cambios físicos y químicos, por lo que será necesario cambiar el
aceite tantas veces este esté alterado de sus características y especificaciones originales.
Para ayudar a solucionar este problema y preservar el aceite, se deberá usar los filtros
secadores de succión y de la línea de líquido.
Adicional a la Viscosidad que ya ha sido mencionada, el aceite debe de tener
características adicionales, entre otras su contenido de humedad que se puede determinar
mediante la medición de su resistencia dieléctrica (25000.0 Volts mínimo), a un menor
valor de resistencia dieléctrica, mayor contenido de humedad. Otro valor es la
Temperatura de Floculación (Floc Temp.). Este valor se determina mezclando un 10 % de
refrigerante con 90 % de aceite en un tubo de ensayo de vidrio sellado. Se baja su
temperatura hasta que aparezcan grumos o ceras y estas se precipiten. El valor de
temperatura mayor es la temperatura de Floculación. Este valor es importante ya que si su
valor es alto, a bajas temperaturas de evaporación estos grumos o ceras pueden
depositarse en el evaporador restándole eficiencia, y la posible retención del aceite,
evitando que retorne al compresor, o bloqueo de la válvula de expansión, o taparse los
tubos capilares. Puesto que un lubricante se entiende tendrá que fluir a bajas temperaturas
de evaporación, y puesto que la viscosidad del aceite cambia con la temperatura, los
aceites a bajas temperatura su viscosidad aumenta y no fluyen, llegando prácticamente a
solidificarse. Se define entones el Punto de Fluidez la temperatura en que el aceite
empieza a fluir a muy baja temperatura (según el método de prueba ASTM D-97) ,
Índice de Viscosidad La viscosidad de un aceite lubricante disminuye al aumentar su
temperatura, y aumenta al disminuir su temperatura, la relación de la variación de
viscosidad con la temperatura nos proporciona el Índice de Viscosidad (procedimiento de
acuerdo a ASTM D 2270). Un lubricante con alto índice de viscosidad, muestra un menor
cambio en viscosidad dentro de un rango de temperatura dado, y viceversa.
Solubilidad y Miscibilidad. El término solubilidad describe que bajo condiciones
determinadas, la cantidad específica de una sustancia se disuelve en otra cantidad
específica de otra sustancia. Por ejemplo cantidad “X” de sal o cloruro de sodio es soluble
en cantidad “Y” de agua a cierta temperatura. Dos términos se usan para describir la
solubilidad: miscible e inmiscible. Los líquidos que se pueden mezclar para formar una
solución son miscibles. Los que no forman soluciones o que son insolubles entre si, son
inmiscibles. Con frecuencia estos términos se valoran en forma relativa diciendo, es muy
miscible, moderadamente miscible, ó inmiscibles. La realidad que la miscibilidad de dos
sustancias depende de su presión, su temperatura, y proporción (volúmenes) de las dos
sustancias.
Para más información visite: www.EmersonClimate.com/espanol
Refrigerantes-Aceites completamente miscibles, cuando son completamente solubles en
cualquier proporción a cualquier temperatura encontrada dentro de un sistema de
refrigeración ó aire acondicionado. Arriba de la curva de temperatura critica de la solución.
el R-12 y el aceite mineral son completamente Miscible en todo el rango de temperaturas y
proporciones. Fig. 2,3,4,5.
Refringentes - Aceites parcialmente miscibles cuando son mutuamente solubles en un
grado limitado Debajo de la curva critica de temperatura de la solución Ver fig. 2
Refrigerantes – Aceites completamente inmiscibles las componentes que no se pueden
juntar El agua con el aceite son inmiscibles en todas proporciones, El Amoniaco y
lubricantes.
Miscibilidad del R-404A con PoliOl Ester EAL22CC
Miscibilidad del R134a con Miscibilidad del R-502 con Aceite Mineral Nafténico
PoliOl Ester EAL22CC 100
Temp. Crítica
80 R-502
80
60 Temp. Critica
60 R-404A
Temperatura en °C
40
Temperatura en °C
Miscible 40 La combinación R-404A
con el POE es Miscible en
20 prácticamente todo el rango
20
Temp. de evaporación requerida.
0 Curva de
Temperatura
0 El R-502 es prácticamente
inmiscible en todo el rango de
-20 Solución Critica
-20 temp. de evaporación
Parcialmente
-40 Miscible
-40
-60
-60
0 20 40 60 80 100 0 20 40 60 80 100
Por ciento de Aceite por Peso,
Por ciento de Aceite por Peso,
en el Refrigerante en el Refrigerante
Miscibilidad del R-22 con Aceite Mineral Nafténico
Miscibilidad del R-407C con Miscibilidad del R-12 con Aceite Mineral Nafténico
PoliOl Ester EAL22CC 80
100 60
80 Temp Crítica
Temperatura en °C
40
Temperatura en °C
R-407C
Miscible
60 20
En Solución
40 0
Miscible Curva de Temperatura
20 -20 Solución Critica
Curva de Temperatura Separación
0 Solución Critica
-40
Parcialmente
-20 Miscible
Parcialmente -60
Miscible 0 20 40 60 80 100
-40
Por ciento de Aceite por Peso,
-60 en el Refrigerante
0 20 40 60 80 100
Por ciento de Aceite por Peso,
en el Refrigerante
Fig. 2
NOTA: USAR SIEMPRE LA COMBINACION REFRIGERANTE- ACEITE ESPECIFICADO
POR EL FABRICANTE DEL COMPRESORES
Para más información visite: www.EmersonClimate.com/espanol
En este artículo no se tratará las fórmulas químicas de los aceites lubricantes ni de su
composición, sin embargo desde un punto de vista general se pueden clasificar
principalmente como sigue:
1.- Aceites lubricantes del tipo mineral
2.- Aceites Sintéticos.
1 Existen numerosos compuestos de los aceites del tipo Mineral, los cuales pueden ser
agrupados como sigue: los Parafínicos, y los Nafténicos (CicloParafínicos), Los
Parafínicos consisten en cadena rectas de hidrocarburos saturados como el Pentano N, el
Isopentano etc. Los Nafténicos son estructuras en anillos también saturados. Ambos
pueden ser combinados y formar otras estructuras, como ejemplo el ciclo pentano
Los Aromáticos hidrocarburos no saturados, de dos o más anillos con dobles ligaduras
alternas como el Benceno. Los No Hidrocarburos que contienen otros átomos, como
azufre, oxigeno etc.
La clasificación común de los aceites como Parafínicos y Nafténicos se refiere a la
cantidad moléculas del tipo parafínico o nafténico en el aceite refinado. Los Crudos
Parafínicos contienen una mayor proporción de cera parafínica, de este modo tienen un
mayor índice de viscosidad y punto de fluidez que los crudos Nafténicos
2.- Aceites Sintéticos: La miscibilidad limitada de los aceites Minerales con los
refrigerantes Hidro Cloro Fluoro Carbono HCFC (R-22, R-401A, R-401B R-402A R-402B,
R-409A, R-408A etc.)... Y la total inmiscibilidad de los aceites Minerales con los nuevos
refrigerantes libres de cloro Hidro Fluoro Carbono HFC (R-134a, R-407A, R-407B, R-507,
R404A, R-407C, R-410A, R410B, etc.). Ha conducido al desarrollo de lubricantes el tipo
Sintético Hoy día existen los Alkilbenceno adecuados para los HCFC, y los PoliOl Esters
para los HFC:
La utilización de los aceites puede resumirse:
REFRIGERANTES:
Para los HCFC (R-22, R-401A, R-401B R-402A R-402B, R-409A, R-408A etc.)
1.-) (AB) Alkilbenceno
2.-) (AB) Alkilbenceno (50+%) + (MO) Aceite Mineral
3.-) (POE) PoliOlester (50+%) + (MO) Aceite Mineral
4.-) (POE) PoliOlester
Para los HFC (R-134a, R-407A, R-407B, R-507, R404A, R-407C, R-410A, R410B, etc.)
1.-) Solo POE PoliOlester
ACEITES: (Aprobados por Copeland Corporation)
AB = Alkilbenceno:
Zerol 200 TD, Soltex AB200A, Suniso AKB200A; Reniso SP46
POE= PoliOl ester:
Copeland Ultra 22 CC, Copeland Ultra 32 CC, Mobil EALMR Artic 22 CC,
Uniqema Emkarate RL32CF y el RL32-3MAF
Para más información visite: www.EmersonClimate.com/espanol
SOLUCION; ACEITE – REFRIGERANTE
Si nosotros tuviésemos un sistema de refrigeración para congelación de baja temperatura
de evaporación, con refrigerante R-404A, o R-134a, ya sea con un compresor Scroll ó un
Hermético. Si inicialmente cargamos el compresor con aceite mineral o alkilbenceno, y lo
mantenemos operando un periodo de tiempo, notaremos que el aceite no retorna al
compresor, y eventualmente este se quedará sin aceite. Ahora bien, si en lugar del aceite
mineral o el alkilbenceno se usa aceite Poliolester entonces el aceite si fluirá de retorno al
compresor. La diferencia es que el Aceite Mineral y el Alkilbenceno son completamente
inmiscibles con el R-404A, o R-134a. En cambio el Poliolester si es miscible con los
refrigerantes R-404A,y R-134a, y es arrastrado en solución con el refrigerante, y
retornando al compresor.
Debido a la solubilidad de los refrigerantes con los aceites (en mayor o menor grado). El
refrigerante algunos refrigerantes como R-22 y el R-502 muestran una limitada o baja
solubilidad con algunos aceites en bajas temperaturas de evaporación, en las que se
presenta una separación del aceite y el refrigerante, por otro lado muestran una alta
solubilidad en altas temperaturas de evaporación.
Si solamente se consideran tal como son las propiedades de un aceite lubricante, se
tendría un error, ya que el lubricante – refrigerante dentro del sistema en la realidad se
comporta muy diferente.
Por ejemplo en el carter de un compresor, el refrigerante y el aceite se consideran que
están en equilibrio. Si suponemos un aceite nafténico de 32 cSt (150 SSU a 37,7°C (100
°F), cuando el compresor está parado a 25 °C, el mismo aceite tendrá una viscosidad de
67 cSt (300 SSU). Durante operación es usual que la temperatura se eleve a 55 °C, y
ahora la viscosidad del lubricante puro será de 17.0 cSt (85 SSU). Si el sistema está
operando con refrigerante R-22 y la presión en el cárter es 95.0 psig, se tendrá una mezcla
Aceite - Refrigerante que nos conduzca a una viscosidad aproximada de 16.0 cSt (80
SSU) en vez de 67.0 cSt (300 SSU), y decrecerá a 9.7 cSt (58 SSU) cuando el compresor
operé a 55 °C. Con este ejemplo se observa la variación en viscosidad del aceite en el
compresor el cual opera con viscosidad muy diferente a la que se piensa.
Considerando que miscibilidad es un fenómeno de equilibrio entre dos líquidos, lo que
sucede en el cárter del compresor cuando se encuentra parado y la temperatura ambiente
es un poco baja, existe la situación de que se forme la separación del refrigerante y el
aceite o se formen dos fases. La capa líquida de refrigerante rica en aceite más densa en
el fondo del cárter, donde se encuentra la succión de la bomba de aceite. Este refrigerante
rico en aceite con baja viscosidad es la que lubrica al compresor durante su arranque
En el evaporador que es el lugar mas frío del sistema, es el lugar donde también ocurre
la inmiscibilad o separación de fases (ver las curvas de la Fig. 2). Si la temperatura es
menor que la correspondiente a la solución critica, la separación de la mezcla ocurrirá en
algún lugar del evaporador. El refrigerante que entra al evaporador esta en estado líquido
con una pequeña fracción de lubricante. En tanto el refrigerante se vaporiza, la
Para más información visite: www.EmersonClimate.com/espanol
concentración del aceite lubricante se eleva en líquido remanente, aumentando la presión
de evaporación del refrigerante, hasta que la separación de las fases ocurra. El lubricante
entonces queda atrapado, causando un evaporador tapado con aceite, además
reduciéndose la transferencia de calor debido al aislamiento térmico de la capa de aceite
dentro de los tubos. Con el refrigerante R-404A, su curva de solución crítica está a una
temperatura baja, y por lo tanto este fenómeno de separación prácticamente no ocurre. En
cambio con R-22 la separación del refrigerante y el aceite en el carter del compresor
puede ocurrir debajo de -10 °C, (dependiendo la concentración de la solución). En un
ambiente de menos de -10 °C un compresor parado por un tiempo, Es seguro que exista
R-22 líquido en el fondo del cárter.
# # # # # # #
Ing. Javier Ortega C
8 de Octubre de 2005
Para más información visite: www.EmersonClimate.com/espanol
REEMPLAZO DE UN COMPRESOR EN EL CAMPO
General.
Seguridad ante todo.-
Siga las recomendaciones listadas a continuación al prestar
servicio a una unidad en el campo:
1. Corte la alimentación de energía al equipo.
2. Use anteojos de seguridad, el sistema contiene gas
refrigerante y aceite a alta presión.
3. Saque el refrigerante de la unidad tanto por el lado de
alta como por el lado de baja.
4. Corte la tubería mediante una herramienta de corte. No
utilice un soplete para este fin.
5. Antes de poner en marcha nuevamente la unidad,
verifique que haya una conexión a tierra efectiva.
6. Coloque la tapa de la caja de conexiones del
compresor antes de energizar al equipo.
7. El no seguir estas recomendaciones puede causar
accidentes que provoquen heridas serias e incluso la
muerte.
Corrija las causas de falla del compresor anterior.- Prueba de Acidez y Limpieza del sistema.-
Asegúrese de haber identificado la causa de la falla del Si se sospecha la existencia de contaminación por acidez,
compresor anterior y de tomar las acciones correctivas especialmente si el motor del compresor anterior se quemó, debe
correspondientes. llevarse a cabo una prueba de acidez al aceite residual del
sistema. Utilice un kit de acidez Emerson “AA Kit Universal de
Procedimiento correcto para retirar un compresor dañado de acidez” o equivalente, para obtener un resultado confiable.
un sistema.-
En el caso de un motor quemado y/o acidez en el sistema, la
Recuperar el refrigerante tanto del lado de alta como del lado de mayor parte del aceite contaminado será retirado junto con el
baja del sistema. Utilice un equipo adecuado y siga el compresor dañado. El resto del aceite y el sistema, deben ser
procedimiento correcto para recuperar todo el refrigerante del limpiados mediante el uso de filtros deshidratadores adecuados
sistema. No corte la tubería hasta que todo el refrigerante haya instalados en las líneas de succión y de líquido.
sido removido del sistema. Utilice una herramienta de corte, no Se recomienda la utilización de filtros deshidratadores especiales
utilice un soplete. que tengan una composición de alúmina, tamiz molecular y
El compresor retirado, debe ser adecuadamente sellado para carbón activado, como el BOK para línea de líquido, el ASK para
evitar derrames de aceite durante su transporte. línea de succión de Emerson, o equivalentes, del tamaño
Si el compresor dañado va a ser remitido a un taller autorizado inmediato superior a la capacidad correspondiente, para mayor
Copeland para su inspección, suelde en ambas conexiones del captación de contaminantes y caída de presión controlada. En
compresor unos tubos cortos de cobre de forma que sobresalgan caso de piedras reemplazables, se recomienda el TD-48C (o W-
aproximadamente 5 cm (2”) del accesorio de conexión del 48) de Emerson o equivalente. Se recomienda reemplazar estos
compresor, aplaste el extremo y selle con soldadura (ver filtros después de 72 horas de operación del nuevo compresor. Si
ilustración). el nivel de acidez y suciedad siguieran siendo altos, repita con el
mismo tipo de filtros, pero, si el nivel de suciedad y acidez se
vieron significativamente reducidos, debe instalar los filtros
deshidratadores definitivos: EK para líquido y SFD para succión
de Emerson, o equivalentes, ahora los del tamaño
correspondiente a la capacidad del sistema. Si son del tipo
piedras reemplazables, usar el bloque H-48 para R-22, o el UK-
48 para sistemas con aceite POE y refrigerantes HFC.
Si el nivel de contaminación inicial de la quemadura hubiese sido
muy severo, habrá que hacer los cambios de deshidratadores
con carbón activado: el primero a las 24 horas de funcionamiento
del compresor, el siguiente 48 horas después, y hacer
nuevamente pruebas de acidez en el aceite para saber si ya se
pueden volver a instalar los deshidratadores EK para líquido y
SFD para succión; estos, tienen la capacidad para aceite POE,
adicionalmente, el EK es de supe-alta filtración con baja caída de
Para más información visite: www.EmersonClimate.com/espanol
presión. Es conveniente asegurarse dos semanas después, de (Tabla.2)
que el sistema haya sido totalmente des-contaminado.
Para mayor información, refiérase a los boletines de Ingeniería de
Aplicación: AE24-1105 Principios para la Limpieza de Sistemas
de Refrigeración, y AE11-1297 Filtros Secadores.
Remplazando un Scroll por un Scroll.-
Guía para ajustar el nivel de aceite en el nuevo compresor.
Compresores que no tienen la conexión de ecualización del nivel
de aceite.
1. Antes de instalar el nuevo compresor, mida el nivel de
aceite que quedó en el compresor dañado.
2. Calcule la diferencia entre la carga original de fábrica
que figura en la etiqueta de identificación y el aceite
restante en el compresor dañado. Lo más probable es
que esta será la cantidad de aceite remanente en el
sistema.
3. Al arrancar el compresor esté pendiente para remover
el aceite sobrante por medio de la válvula de acceso
schrader en la parte baja del casco del compresor, o en
compresores Summit de 7 a 12 HP, por el puerto de
servicio que se recomendó instalar en la parte baja de
la conexión de succión. Primera purga a los 15 minutos
del arranque y 2ª, a los siguientes 15.
4. Asegure también el adecuado retorno de aceite al
Procedimiento recomendado.-
compresor.
1. Corte las conexiones del compresor dañado y proceda
a retirarlo. Instale el nuevo Summit en su posición. Las
Compresores con conexión de ecualización del nivel de aceite.
dimensiones externas así como los orificios de montaje
serán diferentes, utilice el mismo compresor para
1. Dado que puede derramarse aceite desde la conexión
definir la ubicación de los mismos o refiérase a la fig.2.
de succión ubicada en la parte baja del casco, el tapón
Si desea, también hay disponible una base adaptadora
de la conexión de succión debe ser dejado en su lugar
P/N 922-0001-00
hasta que el nuevo compresor quede fijado a su
2. El compresor Scroll de Copeland puede inclinarse, pero
unidad. En lo posible, el compresor debe mantenerse
no debe acostarse. Tenga cuidado durante su
en posición vertical durante su manipuleo. El
manipuleo.
compresor puede inclinarse, pero no debe acostarse.
3. Debe quitarse primero el tapón de la conexión de
2. El tapón de la conexión de descarga debe ser retirado
descarga. No quitar el tapón de la conexión de succión
antes de retirar el tapón de la conexión de succión para
hasta que el compresor esté instalado en posición.
permitir que pueda escapar la presión del aire seco
4. Para darle suficiente flexibilidad a las líneas para
que se encuentra dentro del compresor. Retirar los
absorber los esfuerzos torsionales en arranques y
tapones en esta secuencia evita que la niebla de aceite
paradas, recomendamos que la línea de succión corra
que se produce al despresurizar, forme una película
un mínimo de 30 cm paralela al eje vertical del
sobre la pared interna del tubo de succión, lo que
compresor, y que la línea de descarga lo haga por un
dificultaría la soldadura. El tubo de succión de acero
mínimo de 40 cm. Vea el ejemplo de la fig.3.
cobrizado debe limpiarse antes de la soldadura.
5. En compresores que no tengan la conexión de
ecualización del nivel de aceite, recomendamos instalar
una válvula de acceso tipo Schrader en la parte inferior
Reemplazo de un compresor BR ó QR por un Scroll Summit
de la conexión de succión, para drenar un posible
de 7 a 12 HP. -
exceso de aceite del sistema durante la operación de
puesta en marcha.
Seleccione el compresor adecuado de acuerdo a las tablas que
6. Siga el procedimiento de soldadura indicado.
se encuentran a continuación:
Selección comparativa de modelos para aplicación en aire
acondicionado.
(Tabla.1)
Selección comparativa de modelos para aplicación en
refrigeración.
Para más información visite: www.EmersonClimate.com/espanol
unión. El tiempo utilizado para calentar la Zona 3 debe
ser mínimo. Como con cualquier unión de soldadura, el
calentamiento excesivo puede resultar perjudicial al
resultado final.
Componentes eléctricos
Verifique el estado de los contactos del contactor, no intente
limarlos ni lijarlos, en caso de duda reemplace el contactor.
Verifique que la corriente a rotor bloqueado que soporta el
contactor (si no está indicada, considere 5 veces la corriente
máxima en categoría AC3) sea mayor o igual a la corriente a
rotor bloqueado (LRA) del compresor, que se encuentra indicada
en la etiqueta de identificación del mismo.
Se requiere un calefactor de cárter, instalado por debajo de la
conexión de succión, que debe permanecer energizado cada vez
que el compresor esté parado, en todas las aplicaciones donde la
carga de refrigerante del sistema exceda los 7 Kg. (16 Lbs).
Puesta en marcha del nuevo compresor
Proceda a una cuidadosa búsqueda y reparación de fugas.
Una vez verificado que el sistema es hermético, proceda a la
evacuación del mismo hasta lograr una presión absoluta de 500
micrones de mercurio, o al menos, mediante el procedimiento de
triple vacío.
Es una buena práctica cargar la mayor parte del refrigerante
como líquido por el lado de alta de la unidad y luego completar la
carga con vapor por el lado de baja.
Mantenga la presión de succión por encima de las 25 PSIG
cuando se utilice R-22 ó R-407C, y por encima de las 50 PSIG
en sistemas con R-410A.
No es aceptable para ningún compresor, que se vierta
refrigerante líquido de un cilindro o garrafa, directamente al cárter
Procedimiento de Soldadura.- del compresor.
No ponga en marcha el compresor mientras el sistema esté
Las conexiones de acero revestido en cobre (cobreado) de los en vacío, inclusive si sospecha que no hay suficiente
compresores Copeland Scroll puede ser soldadas de la misma refrigerante en el lado de succión, puede quemarse el motor
manera que cualquier tubo de cobre. Se recomienda un material o producirse un arco interno que funda sus conexiones
de aporte de cobre-fóforo, preferiblemente con un contenido de eléctricas o ambas cosas a la vez. Asegúrese de completar la
plata del 5%. carga de refrigerante lo más rápido posible por la succión.
Refiérase a la figura 6 para seguir el procedimiento de soldadura Es posible suministrar líquido por la succión de manera
descrito a continuación: regulada solo con el compresor funcionando y solo para
completar la carga. Válido para compresor Scroll Summit de
1. Asegúrese que el interior del accesorio de conexión del 7 a 12 HP.
compresor y el exterior del tubo a conectar estén Una vez que el sistema esté en marcha, haga funcionar el
limpios y libres de aceite antes del ensamblaje. De compresor por un espacio de 15 minutos.
hallarse una película de aceite sobre la pared interna Detenga la unidad. Por medio de una manguera acoplada a la
de la conexión, limpie con un solvente adecuado. conexión de ecualización de aceite, o a la conexión instalada
2. Antes de proceder a soldar la tubería, conviene para tal fin en la parte inferior de la conexión de succión, purgue
eliminar el aire que se encuentra dentro de la unidad, el excedente de aceite hasta que por la conexión salga solo gas,
purgando el sistema con un gas inerte como el o que el nivel de aceite cubra entre 1/3 y ½ del visor .
nitrógeno para evitar la formación de escoria. Repita estos últimos dos pasos de ser necesario.
3. Utilice un soplete de dos puntas para aplicar calor en
la Zona 1. Mientras el tubo alcanza la temperatura de Dirección de rotación de los compresores trifásicos.
soldado, mueva la llama del soplete a la Zona 2.
4. Caliente la Zona 2 hasta que se consiga la Los compresores Scroll solo pueden bombear en un sentido de
temperatura de soldado, moviendo el soplete a lo largo rotación determinado. Debe verificarse el sentido de giro correcto
y alrededor de tubo según sea necesario para calentar del compresor.
el tubo de forma pareja. Agregue el material de aporte
a la unión mientras mueve el soplete alrededor de la Síntomas de la rotación invertida:
misma para que el material de aporte se distribuya en − El compresor es notablemente más ruidoso.
forma pareja alrededor de toda la circunferencia. − El compresor no comprime, por lo tanto las presiones de
5. Luego de que el material se haya distribuido alrededor succión y descarga no variarán significativamente.
de la unión, mueva el soplete para calentar la Zona 3.
Esto arrastrará al material de aporte dentro de la
Para más información visite: www.EmersonClimate.com/espanol
− El consumo de corriente será muy inferior al esperado (60%
aprox.).
− El protector térmico interno se disparará después de
algunos minutos de marcha.
La rotación invertida por cortos períodos, no dañará a un
compresor Scroll de Copeland.
¡Cuidado! ......¡Atención!
Para compresores comerciales Scroll ZR*KC y ZB*KC de 7 a
12 HP.
Emerson Climate Technologies implementó una mejora
denominada “ASTP” Protección de Temperatura Scroll
Avanzada, que consiste en un dispositivo bimetálico interno, en el
compresor, que se activa por alta temperatura de descarga para
protección contra recalentamiento.
Si después de la instalación y arranque, el compresor deja de
comprimir y/o posteriormente se para, lo más probable es no
tenga daño, solo se protegió por alta temperatura de descarga
debida a una falla ajena al compresor que hay que corregir antes
de volver a poner en marcha.
El restablecimiento del compresor, puede llegar a tardar hasta
dos horas dependiendo de cuanto permaneció funcionando con
la falla antes de parar.
La Protección ASPT funciona descargando el scroll cuando la
temperatura interna llega a alrededor de 300°F (135°C). A esta
temperatura, el disco bimetálico se abre y hace que los
elementos del scroll se separen, interrumpiendo la compresión.
Las presiones de succión y de descarga se equilibran mientras
que el motor continúa funcionando. Para restablecer, hay que
parar el compresor y dejarlo enfriar, tarda. Si no es parado, el
motor continuará en marcha hasta que se dispare el protector
térmico del motor unos 90 minutos después.
Para más información visite: www.EmersonClimate.com/espanol
CAPACITORES
EN MOTORES ELÉCTRICOS MONOFÁSICOS
Dos conductores cargados eléctricamente separados por un aislador se dice que forman un capacitor.
Estas cargas de origen eléctrico son de igual magnitud pero de signos opuestos. Se forma un campo
eléctrico “E” entre los dos conductores que es proporcional a la magnitud de la carga, y por lo tanto la
diferencia de potencial (o voltaje) ente los dos conductores es también proporcional a esa carga (Q).
Diferencia de Potencial
ó Voltaje - Volts
Aislante de ∆V
ε Permitividad Líneas de
Y con Resistencia Campo Eléctrico E
Dieléctrica _ _
+ +
_ _
+ +
Carga _ _ Carga
Eléctrica + Q + + Eléctrica - Q (Coulombios)
_ _
+ +
_ _
+ +
Placa
_ _
+ + Placa
Metálica _ _ La Capacitancia C en
+ + Metálica
La Energía de Julios de un _ _ De Área Faradios esta dada
Capacitor Cargado está dada + + Por la relación
_ _ A( )
M2
por la relación + + C = ε A/d
_ _
+ +
W= CV2 /2 _ _
+ + Separación de las
Placas d (M)
Fig # 1 Capacitor de Placas Paralelas
El capacitor más común consiste en dos placas paralelas separadas una distancia muy pequeña
comparada con sus dimensiones lineales, ver Fig. #1. en los diagramas se representa
Se define como su Capacitancia “C” en Faradios (en honor a Michael Faraday), a la relación de la carga
eléctrica de las placas en Coulombios a su diferencia de Potencial (voltios). C = Q/V, y se demuestra
también que (en el sistema MKSC)
ε Permitividad Eléctrica C2N -1m -2
C = ε A/d, en donde ó capacidad específica de inducción
A Área de las placas paralelas m2
d Separación de las placas paralelas
(Nota: el Faradio es una unidad sumamente grande por lo que se utiliza el microfaradio µF )
También se demuestra que la energía (en Julios) de un capacitor está dada por la relación:
W = CV2/2
Los capacitores tienen muchas diversas aplicaciones en circuitos eléctricos, en el campo de la
refrigeración y del aire acondicionado, en los motores de compresores, ventiladores, etc. En los motores
monofásicos para mejorar su arranque, eficiencia, ruido y factor de potencia, en los trifásicos mejorando,
su eficiencia y factor de potencia, reflejándose en una reducción del consumo y costo eléctrico
importantes.
En este artículo revisaremos en principio la aplicación de los capacitores en los motores monofásicos
para los compresores de refrigeración y aire acondicionado
Para más información visite: www.EmersonClimate.com/espanol
CAPACITORES PARA EL ARRANQUE DEL MOTOR MONOFÁSICO.
Llamados simplemente “Capacitores de Arranque”, se usa para mejorar el arranque de los motores
monofásicos. El motor monofásico de inducción por su naturaleza solo tiene una fase y un devanado
para su operación, este produce un campo magnético del tipo oscilatorio que no hace posible su
inducción al rotor en una forma rotatoria, por lo que no puede hacerlo girar. Por lo tanto es necesario
crear un medio auxiliar para iniciar el movimiento del rotor esto se logra con un devanado auxiliar de
arranque Este devanado se caracteriza por tener su alambre magneto una alta resistencia eléctrica y es
de diámetro delgado y de muchas vueltas, comparado con el devanado de marcha u operación que es
de baja resistencia, y de menor número de vueltas, logrando con esto un desfasamiento eléctrico y físico,
ya que las impedancias de los dos devanados es diferente. Estos dos campos magnéticos desfasados
son de origen oscilatorio, que sumados eléctricamente causan un campo de naturaleza rotatorio, que
hacen mover el rotor. El Capacitor de Arranque crea un desfasamiento aún mayor que causa que las
características de arranque (el par) se mejoren notablemente. Los motores aplicados a compresores
para refrigeración (en los que su relación de compresión es alta) debido al alto par, siempre es requerido
el capacitor de arranque. Para ventiladores (de bajo par de arranque), y en compresores para aire
acondicionado, en que la relación de compresión es baja, por lo general el capacitor de arranque no es
requerido (motor con capacitor de marcha permanente, “Permanente Split Capacitor Motor). En motores
de alta eficiencia es necesario desconectar el devanado de arranque y el capacitor de arranque una vez
que el motor alcance su velocidad, ya que mantenerlos operando nos causaría perdidas. Su utilización
es de forma intermitente, el devanado de arranque y el capacitor se desconectan mediante un Relé de
potencial o de corriente, a medida que el rotor aumenta su velocidad crea su propia reacción magnética
de armadura, induciendo en el devanado de arranque y de marcha, el voltaje de corte requerido para el
Relé de potencial actúe para desconectar el devanado y el capacitor de arranque. La carga eléctrica
almacenada en el capacitor se descarga a través de los contactos del Relé ocasionado que estos se
flameen y se dañen. Para evitar estas situaciones se conecta en paralelo en las terminales del capacitor
de arranque una resistencia de 15000 a 18000 Ohms, para que el capacitor se descargue a través de
este, y evitar el daño a los contactos del Relé..
Capacitor de Marcha
Relé de
Potencial
Capacitor de Arranque
S Devanado C Devanado R
De Arranque Principal
Línea
L! L2
Fig 2 Diagrama Eléctrico de un Motor de Compresor
Con Capacitor de Arranque y Capacitor de Marcha
(CSCR Capacitor Start – Capacitor Run)
Para más información visite: www.EmersonClimate.com/espanol
Una vez desconectados el Capacitor de Marcha y el devanado de arranque, el rotor del motor continua
operando, ya que el mismo crea un campo magnético en cuadratura con el campo del devanado
principal, que combinados permiten al motor su operación normal.
El capacitor de marcha por lo general es del tipo electrolítico, para obtener una alta capacitancia
requerida.
CAPACITORES DE MARCHA
El capacitor de marcha es usado en los motores para mejorar su eficiencia, disminuir la corriente de
operación, disminuir el ruido y mejorar el factor de potencia.
IT
IL IC
V RL RC
L Lugar Geométrico de
C IC
la Corriente IC a través
del Capacitor, variando la Capacitancia C
RC
I CX
IC
C
Lugar Geométrico de
IT la Corriente Total IT
V
Imin IC
θL
IL
V/RC
IMin Es la Corriente Mínima total con el Capacitor de marcha adecuado, prácticamente con
el Factor de Potencia Unitario.
En la selección del Capacitor de Marcha, se busca que funcione con la corriente mínima
Cuando RC es Cero o muy pequeña, la corriente mínima ocurre a Factor de Potencia unitario,
(que es la situación de Resonancia)
Fig # 3 Lugar Geométrico de la Variación de la Corriente Resultante IT cuando
se varía la Capacitancia del Capacitor de Marcha
El capacitor de marcha a diferencia del de arranque que opera en forma intermitente, es que este opera
todo el tiempo. La Capacitancia debe determinada para cada motor y aplicación y obtener el consumo
mínimo posible de corriente (amperes). Los diagrama de la Fig. 3 y 4 nos muestran la variación de
corriente eléctrica total del motor en operación V/S la Capacitancia. La fig 3 es un diagrama vectorial los
círculos son los lugares geométricos de la corriente a través del capacitor y la corriente total del motor.
Como se puede observar se tiene una gran variación en el consumo de corriente simplemente variando
la capacitancia. Si en un motor en determinada condición se especifica una capacitor de marcha con una
capacitancia de 40 microfaradios tomará 4.0 amperios Fig. 4, si alguien cambia el capacitor de marcha
por uno de 30.0 microfaradios, el compresor consumirá 6.2 amperios, el motor se calentará y se
quemará, y además el consumo eléctrico se aumentará
Analizando un poco mas la figura 3, se observa que la mínima corriente corresponde a la corriente con
un factor de potencia igual a la unidad, esto sucede solamente cuando al resistencia eléctrica del
capacitor es cero que es prácticamente todos los casos. Es importante no alterar el valor de la
capacitancia especificada de los capacitores, y muy en particular del capacitor de marcha, ya que colocar
un capacitor con un valor de capacitancia arriba o por debajo de la
Para más información visite: www.EmersonClimate.com/espanol
14
CORRIENTE TOTAL AMPERES
12
10
4
FACTOR DE
POTENCIA = 1
2
0
20 25 30 35 40 45 50 55 60 65
CAPACITANCIA EN MICROFARADIOS
Fig. 4 CAPACITOR DE MARCHA
especificada, ya que ambos casos causan una elevación en el consumo de corriente y con seguridad
causará una quemadura en el motor, ver Fig. 4.
En relación al Voltaje (Volts) especificado en los capacitores, normalmente difiere por mucho del voltaje
de la línea de alimentación. Como ejemplo supongamos que la alimentación al motor es 220 V, y un
capacitor pudiese ser 420 Volts. Lo que sucede es que el rotor del motor al girar, induce en los
devanados de marcha la Fuerza Contra Electromotriz que se opone al voltaje principal controlando la
corriente y voltaje de operación (Voltaje de Operación = Voltaje de alimentación – Fuerza Contra
Electromotriz). Induce un voltaje muy alto en el devanado de arranque, proporcional al número de vueltas
del alambre magneto (que como indicamos anteriormente son muchas), y que en este caso en particular
sería aproximadamente del orden de 400 Volts, Es esta razón por la cual los capacitores se especifican
a un voltaje superior, y que es igual a la suma eléctrica de los voltajes inducidos en los devanados de
arranque y de marcha.
Usar un capacitor con el voltaje menor al especificado, ocurren dos situaciones:
A.- La de exponer el material del dieléctrico del capacitor a un campo eléctrico que no puede soportar,
muy fuerte, sobrepasando su resistencia dieléctrica ocasionando un corto circuito dañándolo
permanentemente, con el riesgo de dañar también el motor del compresor.
B.- En la fórmula de la energía de un capacitor W = CV2 / 2, esta energía va y viene en el capacitor
(proporcional al voltaje al cuadrado), a factor de potencia unitario (las corrientes reactivas del capacitor y
en los devanados son iguales), esta energía se intercambia en el devanado de marcha del motor y
viceversa. Al reducir el voltaje especificado se sobrecarga de energía el capacitor, ocasionando que se
dañe o se queme.
Un capacitor con el voltaje más alto que el especificado solo requeriría un dieléctrico de mayor capacidad
específica de inducción (ε), que sería mucho más costoso
La capacitancia (Microfaradios) no se afecta al variar el voltaje, la rige la fórmula. C = ε A/d que es
función del material del dieléctrico y dimensiones del capacitor.
Por Ing. Javier Ortega C
28 de Abril de 2005
Para más información visite: www.EmersonClimate.com/espanol
Más Allá de las Fallas del Compresor
Se han escrito muchos artículos sobre las causas principales de las fallas mecánicas relacionadas a los
compresores de refrigeración. Desarmando un compresor y analizando sus partes, un técnico puede
típicamente determinar la falla dentro de cinco categorías:
1. Retorno de líquido – El refrigerante líquido vuelve al compresor mientras éste está en
funcionamiento.
2. Arranque Inundado – El compresor arranca con líquido en el casco o en el cárter.
3. Recalentamiento – La temperatura de la línea de descarga tomada sobre la tubería a 6 pulgadas (15
cm.) de
la válvula de servicio de descarga excede los 225°F (107°C)
4. Golpe de líquido – Compresión de líquido.
5. Pérdida de la Lubricación – La cantidad de aceite que sale del compresor es mayor que la cantidad
de aceite
que retorna al compresor.
Saber en cuál de estas categorías entra un compresor con fallas puede ayudar a los técnicos a resolver el
problema antes de instalar otro compresor. Este conocimiento de fallas resulta crucial para detener la cadena
de posibles fallas repetitivas.
Los fabricantes de compresores usan este mismo sistema cuando reciben del campo compresores con “fallas
en garantía”. Ellos entonces desarman el compresor e identifican el tipo de falla para asegurar el adecuado
recambio cubierto por la garantía.
Por otra parte, una gran cantidad de compresores devueltos en período de garantía no entran en una de estas
categorías. Estos entran en la categoría más temida por los fabricantes: “No se encontró ningún defecto”.
Esta categoría, “No se encontró ningún defecto”, es una situación en donde pierde tanto el fabricante como el
contratista.
Definir algo como “No se encontró ningún defecto”, es tan simple como leer el título, pero entender que está
sucediendo es un poco más complejo.
Escenario:
Llega una llamada solicitando servicio porque “el equipo no enfría”. El técnico viaja al sitio y encuentra un
compresor que no funciona. Controla el voltaje en los terminales del compresor y encuentra un voltaje
correcto. El técnico de servicio apaga el suministro de energía principal, vuelve a controlar los terminales del
compresor con su multímetro y no encuentra voltaje presente. A continuación desconecta los cables de fuerza
motriz y controla la resistencia de los bobinados. La lectura del multímetro indica infinito o circuito abierto.
Un técnico con poca experiencia en la industria puede diagnosticar este caso como un bobinado abierto
quemado. Un veterano de la industria puede ver esto como un protector abierto.
Para más información visite: www.EmersonClimate.com/espanol
Dos puntos de vista que llevan a dos resultados diferentes: retirar el compresor o no retirarlo.
Sólo con el tiempo se podrá saber si se trataba de un disparo del protector del compresor o de un bobinado
abierto. Si se trata de un protector abierto, retirar el compresor implicará enviar al fabricante un compresor que
eventualmente será desarmado y diagnosticado como “No se encontró ningún defecto”. Los compresores en
los que “No se encontró ningún defecto”, son simplemente aquellos que el fabricante diagnostica y no
encuentra ninguna evidencia de por qué el compresor fue retirado del sistema.
Entender cómo funcionan los protectores del compresor puede reducir en gran manera la posibilidad de un
diagnóstico equivocado de un disparo del protector en comparación con una falla del motor del compresor.
Existen, en general, dos tipos diferentes de protecciones del motor: Corte de Línea y Servicio Piloto.
Protección de Corte de Línea: Esto es precisamente lo que indica: corta el voltaje de línea abriendo un
contacto térmico ubicado en el centro de la estrella.
Protector
Protector
en el centro
de estrella
Centro de
Estrella
Figure A. Figure B.
El diagnóstico de fallas de la protección del tipo de “corte de línea” requiere que se corte el suministro
de energía y mediante un multímetro se mida la resistencia entre los bornes de conexión del motor. En
el caso de un compresor trifásico, si las tres patas están abiertas entre sí y ninguna de ellas tiene
continuidad a tierra, entonces el técnico podrá suponer correctamente que el centro de la conexión en
estrella está abierto. El dispositivo de protección se ha disparado.
Es de notar en la Figura B que la sobrecarga es efectivamente externa y que el “Fusite” naranja de tres
terminales efectivamente conecta los tres bobinados, completando el circuito del motor. Los bornes de
conexión marcadas 1.1, 1.2 y 1.3 son los terminales principales de suministro de energía (terminales
del motor).
Si se desease un diagnóstico más profundo, cada cable del protector puede ser retirado del “Fusite” Naranja.
Desconectar los tres cables permitirá individualizar al protector y al motor para realizar más pruebas. Con el
protector desconectado, los bobinados del compresor pueden ser revisados individualmente. Usando un
multímetro, coloque una punta de prueba en un terminal del motor, y la otra guía en un terminal “Fusite”. Uno
de los terminales principales debería dar una lectura en “Ohmios” (continuidad) con uno de los terminales
“Fusite”.
Para más información visite: www.EmersonClimate.com/espanol
Cambiando la posición de la punta de prueba del
multímetro a a un segundo terminal del motor y a Terminal Conexión del
otro terminal “Fusite” debería dar una lectura en Comun cable Comun
“Ohmios” en el multímetro. Controle el tercer
terminal y el Fusite de la misma manera. En el caso
de un compresor trifásico, las tres lecturas en
“Ohmios”, no deberían diferir en más de un 7% con
los valores dados por fábrica.
En los compresores monofásicos (Figura C), la
protección térmica abrirá la conexión común o
de línea. Protector
Figure C.
Si entre el terminal de arranque y el de línea, el
multímetro indica abierto, y entre los terminaes de marcha y línea también, pero hay continuidad entre los
terminales de arranque y marcha, estamos frente a un caso donde se puede suponer que el protector se ha
disparado. Esto puede verificarse midiendo directamente entre los terminales del protector cuando este sea
accesible.
Servicio Piloto: Típicamente abre el circuito de comando desconectando la bobina del contactor.
Protector
Circuito de
Carga Pilotado
Caja de
Terminales Protecció de SobreCarga
Térmico
Interno
Figura D. Figura E.
Para más información visite: www.EmersonClimate.com/espanol
Para un circuito de comando monofásico se puede también utilizar un multímetro para detectar fallas en un
dispositivo de protección del tipo de servicio piloto. La Figura D representa un circuito de servicio piloto. Note
que el circuito de comando de bajo voltaje está representado en color celeste.
Verifique que los fusibles de vidrio de la línea de alimentación del circuito de comando estén en buenas
condiciones. Verifique el voltaje de los dos terminales del circuito de comando (Puntos Verdes) con respecto
al terminal de tierra. Si ambos terminales del circuito de comando no presentan ningún voltaje, revise los otros
controles del lazo de seguridad en el circuito de comando del sistema. Si algún otro control de seguridad
estuviese abierto dentro del circuito de comando, el voltaje caería. Revise todos los otros controles de
seguridad buscando condiciones de disparo.
Si sólo una de esas conexiones (Puntos Verdes) del circuito de comando muestra voltaje, entonces el
termostato interno, el fusible de vidrio de la línea de alimentación o, al menos uno de los sensores del protector
están abiertos.
Ahora revise el voltaje entre los terminales del termostato interno (Puntos Amarillos) y tierra. Si el medidor
indica voltaje con respecto a tierra en ambos terminales del sensor, entonces el termostato está cerrado. Si el
voltaje con respecto a tierra solo se encuentra presente en uno de esos
terminales, entonces el termostato está abierto. La misma secuencia puede
aplicarse a cada uno de los terminales del protector. Los Puntos Azules
indican a los terminales de conexión de fuerza del motor.
Algunos circuitos de Servicio Piloto tienen un módulo electrónico de control
(Figura F.)
Sensores
Existen típicamente tres juegos de conexiones en este tipo de circuito. Una
es la conexión al circuito de comando o lazo de seguridad del sistema (M1,
M2), la segunda es a los sensores del protector del motor (Sensores) y la
tercera es la conexión de alimentación de energía del módulo (T1, T2).
Figura F.
En la detección de fallas en este tipo de dispositivos, en primer lugar revise si se encuentra energía en los
terminales de alimentación del módulo (terminales T1, T2). Tenga en cuenta que se requiere energía y que
ésta debe llegar a los terminales del módulo por más de dos minutos para que este pueda operar.
El puenteo de cualquier control de seguridad es muy peligroso, por favor tome las medidas necesarias para
tener una seguridad adecuada. Desconecte la alimentación de fuerza motriz a la máquina.
Luego de verificar la presencia de energía en el módulo, haga un puente entre M1 y M2. Ahora trate de
arrancar nuevamente el compresor. Si el compresor no arranca con el módulo puenteado, el problema no está
ni en el módulo ni en los sensores. Observe los otros controles de seguridad del circuito de comando. Si el
compresor arranca con el puente del módulo en su lugar, se ha identificado el problema y éste puede estar en
el módulo o en los sensores. Probar un módulo en el campo puede resultar difícil, aunque se puede revisar
perfectamente la precisión de los sensores.
Para más información visite: www.EmersonClimate.com/espanol
Luego de desconectar todo suministro de energía a la unidad, retire los conductores de conexión de los
sensores y verifique si la resistencia de los mismos cumple con las especificaciones dadas por el fabricante del
compresor. Los sensores de protección están instalados de fábrica dentro del bobinados del motor y no
pueden ser recambiados. Si los valores de resistencia de los sensores corresponden a los valores indicados a
la temperatura del motor, entonces puede suponerse que el módulo es el problema y el recambio del módulo
es lo adecuado.
Los sensores térmicos de un sistema de protección de corte de línea pueden ser internos o externos. Un
circuito de servicio piloto depende solamente de que se abra el contactor, una vez que se haya cortado el
voltaje de comando a la bobina del contactor. Si el contactor sigue conectado por cualquier motivo, el
dispositivo de protección no puede cumplir con su función y se producirá una falla en el motor del compresor.
Al margen del tipo de circuito de protección que tenga su compresor, el tiempo en que el compresor quede
apagado, permitirá que el dispositivo de protección activado térmicamente se reajuste (reset) y que el
compresor vuelva a arrancar. Tenga en cuenta que el dispositivo de protección de sobrecarga es para proteger
al motor del compresor y no para ser usado como un termostato u otro dispositivo de control del sistema.
Para más información visite: www.EmersonClimate.com/espanol
MOTORES ELÉCTRICOS
EN AIRE ACONDICIONADO Y REFRIGERACIÓN y CALEFACCIÓN
Cuando hablamos de un sistema de aire acondicionado ó refrigeración, por lo general se
tiende a darle importancia a la capacidad de refrigeración (ton, Btu/h, Kcal./h, Watts, etc),
así como a las características técnicas del condensador, del evaporador, Válvula de de
Expansión, Tuberías, etc. Es importante considerar la otra parte del sistema de
enfriamiento, que es la parte eléctrica, que es con la que alimentaremos de energía al
sistema para poderlo operar, es la que nos va a costar, y que se debe tener en suficiente
cantidad y condiciones para satisfacer la demanda de energía requerida por el sistema de
enfriamiento. La parte eléctrica se puede dividir, el sistema Eléctrico de Poder, el sistema
Eléctrico de Control, el Sistema Eléctrico de Protección.
Entre los sistemas de refrigeración, el método más común es el sistema de Compresión de
Vapor, sus elementos necesarios para tomar o manejar el calor son simples, y se pueden
representar básicamente en el diagrama de flujo de energía de la Fig. 1.
Motor del
Compresor
Evaporador Condensador
Qc = Energía de Entrada QH= Energía de Salida ó
ó Calor del Evaporador W = Energía dada al Sistema Calor de rechazo al
de Refrigeración, en este Medio Ambiente
caso Energía Eléctrica al Motor
QH = QC + W
Fig 1 Diagrama de Flujo de Energías en un Sistema de Refrigeración
Desde el punto de vista económico, el mejor sistema de refrigeración es aquel que
remueve la mayor cantidad de calor QC del refrigerador, con la mínima cantidad de trabajo
mecánico ó energía del compresor W
Se define como Coeficiente de Funcionamiento (en Inglés, Coefficient of Performance
COP), de un Moto-Compresor en un sistema de refrigeración, a la relación QC / W (dadas QC
y W en las mismas unidades de energía, Btu, Kcal., Watt-hora, Joules), por lo tanto las
unidades del COP son por unidad (p/u).
COP = Refrigeración (Watts) / Potencia de Entrada (Watts) (p/u)
Para más información visite: www.EmersonClimate.com/espanol
Si este valor es mayor, el sistema es más eficiente, y su costo de operación es menor.
Como la Potencia es igual a la relación de la Energía sobre el tiempo, en las relaciones
anteriores se puede tomar la Potencia (Btu/h, Kcal./h, ó Watts).
Cuando la Potencia de enfriamiento esta dada en el sistema Británico de unidades. Su
unidad es el Btu/h, y cuando la Potencia de entrada al motor está dada en Watts. Entonces
se define la Relación de eficiencias de Energías EER, como:
EER = Refrigeración (en Btu/h) / Potencia Eléctrica de entrada al Moto-Compresor (en
Watts).
Las unidades del valor del EER son Btu/h-W, y nos indica, el enfriamiento del evaporador
en Btu/h, por cada Watt de consumo eléctrico del Moto-Compresor. El valor del COP ó
EER no es un valor constante, depende de las condiciones temperatura presión de la
succión y descarga del compresor, así como de su eficiencia (sus Pérdidas) mecánica y
eléctrica, su Factor de Potencia. Es muy importante cuando se comparen técnicamente
dos Moto-Compresores, las condiciones de presión y temperatura de succión y de
descarga sean exactamente las mismas En aplicaciones de Aire Acondicionado o alta
temp. de evaporación, valores del orden de 9 Btu/h-W o mayores son comunes. Para
media temperatura de evaporación son del orden de 6 Btu/h-W. Y para baja temperatura
de evaporación son del orden de 3. . Entre mayor sea el valor del EER en un Moto-
Compresor, evidentemente es más eficiente, y cuesta menos su operación.
POTENCIA DE UN MOTOR ELÉCTRICO.
Se acostumbra comúnmente decir erróneamente “Caballo de Fuerza”, y debe decirse
“Caballo de Potencia” y se abrevia HP (Horse-Power). Los motores eléctricos y mecánicos
se especifican de acuerdo a sus Caballos de Potencia (HP). Un HP es igual a 745.7 Watts.
Cuando una máquina motriz se dice que es de una potencia de “X” HP, nos referimos a
que en su flecha con ciertas condiciones es capaz de entregar esa potencia, o sea su
potencia de salida es de “X” HP. La unidad de Potencia en Watts (ó en Kwatt = 1000
Watts), es usada por lo general para indicar la potencia de entrada al motor. En los
motores abiertos o con flecha visible de uso general, su potencia mecánica que entrega en
la flecha (HP) se puede medir con perfecta exactitud, deben ser un valor preciso de la
potencia entregada en la flecha, así mismo su potencia eléctrica de entrada en Watts. El
fabricante de este tipo de motores abiertos puede y debe garantizar la Potencia mecánica
en HP, que su motor es capaz de entregar continuamente en ciertas condiciones.(Voltaje,
frecuencia, Par, RPM, Temp. ambiente, etc.) La diferencia de la Potencia de Entrada
menos la Potencia de Salida, son la suma de las Pérdidas Eléctricas y Mecánicas del
Motor. Los motores de alta eficiencia, son los que tienen bajas perdidas eléctricas y
mecánicas. En los motores usados en los compresores Herméticos y Semiherméticos la
determinación de la potencia mecánica en la flecha en HP a la entrada del compresor es
imposible, o en otras palabras la potencia que demanda el compresor no se puede medir.
La forma en la que la potencia en HP Caballos de Potencia se calcularía, sería mediante
la estimación de las pérdidas eléctricas y mecánicas, restándolas a la potencia de
entrada, y así llegar al valor de los HP del Moto-Compresor, por lo tanto HP en los Moto-
Compresores Herméticos y Semiherméticos es un valor poco preciso, solamente nos da
una idea del tamaño estimado del motor Sin embargo existen normas para asignar los HP,
Tablas N.E:C. (National Electric Code) 430-148 y 430-150... Por esto es importante que al
Para más información visite: www.EmersonClimate.com/espanol
comparar dos sistemas de refrigeración, ó dos Moto-Compresores, no se pueden ni se
deben comparar en base a sus HP, ya que para un fabricante tiene un compresor de i/4
HP ligero, y otro 1/4 HP pesado, otro tiene un compresor de 30 HP, y para otro fabricante
es de 35 HP. En sistemas de Aire Acondicionado, y Refrigeración, se deben medir la
Potencia de enfriamiento (QC) en Btu/h, Watts, Kcal./h etc. y la Potencia Eléctrica de
entrada al motor (W) de compresor en Watts. Y desde luego estos valores serán a una
sola condición predeterminada de Temperatura y Presión del refrigerante en la Descarga y
la Succión del compresor. Los HP en refrigeración es un valor de referencia, que nos
indica más o menos el tamaño físico del moto-compresor.
Tipos de Motores Eléctricos
Los motores Eléctricos en refrigeración se pueden clasificar de acuerdo a su uso:
A.- Para accionar los compresores:
Compresores Abiertos (con flecha visible) conectados mecánicamente por medio de
bandas y poleas, o directamente mediante un acoplamiento
Compresores Herméticos, Semiherméticos, Scroll .conectados en sus flechas
internamente
B.- Para accionar ventiladores:
Para los condensadores
Para los evaporadores
Para manejadoras de aire
Para extracción e introducción de aire
C.- Para accionar Bombas
Sistemas de de aceite (compresores Tornillo)
Para mover el agua fría (en Chillers)
Para agua en maquinas de fabricación de hielo.-
En este artículo se estudiará en principio dos tipos de motores de corriente alterna (a-c)
más comunes en refrigeración, los Trifásicos y los Monofásicos, ambos son de
Inducción, aplicados a los compresores Herméticos y Semiherméticos, Un Moto-
Compresor para refrigeración, Hermético o un Semihermético, es una combinación de
motor y compresor que se encuentran encerrados dentro de la misma carcasa. Su
diferencia es que el Semihermético se puede desarmar sin destruirse, y el Hermético se
destruye. Para fines prácticos ambos son compresores Herméticos (inclusive .el
compresor Scroll).
Motor Trifásico de Inducción.- Principio de Operación
Su principio de operación es como sigue, ver Fig 2 Consta de de un embobinado trifásico,
perfectamente balaceado (ó idénticos), por el cual circula una corriente alterna, cada una
de las fases produce un campo magnético oscilatorio. Los ejes de los tres campos están
desfasados eléctricamente y físicamente 120°. Y cuya dirección es constante.
Observando la Fig. 4 la suma de los tres vectores nos produce un campo magnético de
magnitud constante cuya dirección varía con el tiempo, cuyo eje gira a la velocidad de
sincronismo, dicho campo magnético resultante tiene una magnitud de 1.5 veces la
magnitud máxima de cualquiera de los tres campos componentes.
Para más información visite: www.EmersonClimate.com/espanol
Dirección de las tres
Dirección del Corrientes Alternas
Campo Magnético En los devanados del Estator
Oscilatorio Fase 3
Rotor Jaula de Ardilla Dirección del
Campo Magnético
Oscilatorio Fase1
Capo Magnético
del Rotor, BR. Angulo de
Potencia
Dirección de Rotación
Dirección del Campo Magnético BP
Campo Magnético Rotatorio Resultante,
Oscilatorio Fase 2 que Arrastra al Rotor
IL
R = Resistencia Eléctrica a L1
por fase en Ohms
R
Voltaje entre Fases (VP )
Fase 1
XL= Reactancia Total L1 N;. L3 N; L2 N
por Fase = Reactancia XL
Propia del Estator + N
Reactancia Mutua Voltaje entre Líneas VL
XL Fa
Estator-Rotor en Ohms s e3
L1 L2;. L1 L3; L2 L3.
R X
2 L
b se
IL = Corriente de Línea Fa R c
en Amp. L2
L3
Motor Trifásico de Compresor Hermético
Conectado en Estrella “Y”
Fig. 2 Dibujo de Operación de un Motor Trifásico
y su Diagrama Eléctrico
El campo magnético Principal BR induce una corriente en las barras de la Jaula de Ardilla
del rotor, la cual a su vez produce un campo magnético BR de reacción opuesto al campo
magnético principal, produciendo una Fuerza Contra Electromotriz oponiéndose al voltaje
de alimentación del estator del motor, regulando así el valor de la corriente (Amp.) total del
motor. Emerson prácticamente cubre todas las necesidades de aplicación de los motores
trifásicos. Motores Emerson de alta eficiencia para compresores Herméticos,
Semiherméticos y Scroll, para las aplicaciones con los diferentes refrigerantes para Aire
Para más información visite: www.EmersonClimate.com/espanol
Acondicionado y todos los rangos de temperatura de la Refrigeración Comercial, desde 1/2
HP hasta 60 HP, 1750 rpm (Sinc1800 rpm), con todas las combinaciones de voltajes, y con
arranque a corriente reducida (en su caso), Todos, con un Alto Par de arranque, y
protecciones térmicas correspondientes, y de alta eficiencia Premium.
Para Motores con flecha visible para la Industria de la Refrigeración, Aire Acondicionado y
Calefacción , Emerson produce los motores trifásicos de alta eficiencia y eficiencia
Premium, para aplicaciones en ventiladores para unidades condensadoras, Manejadoras
de Aire, Fan and Coils, Evaporadores, en Ventiladores par enfriamiento, Son motores que
pueden ser totalmente cerrados, con base resilente, intemperie, ambientes de polvo,
aprueba de Goteo etc. altas temperaturas ambientales de operación (para condensadores
a 60 °C ambiente, de 1/3 a 2 HP), ,de aplicaciones en propósitos generales desde 1/4 HP
hasta 30 HP, y con mayores potencias, etc.
Motor Monofásico
Si un motor eléctrico, su embobinado es de un solo devanado, o de una sola fase, y es
excitado con corriente alterna, produce un solo campo oscilatorio, y por lo tanto su rotor no
se movería. Para moverse requiere campos magnéticos desplazados espacialmente entre
si, y excitados con corrientes desfasadas, para crear un campo giratorio.
El rotor es del tipo de jaula de ardilla, al excitarse la bobina M con corriente alterna, su
flujo magnético produce en el rotor por efectos de transformación una Fuerza Electromotriz
y a su vez una corriente en la jaula de ardilla y un flujo magnético oscilante ΦP
convirtiendo al rotor en una bobina con su flujo en la misma dirección de M.
Si al rotor se le da un impulso inicial, corta al flujo de la bobina M, induciendo en sus
conductores una Fuerza Electromotriz debida a la rotación, la cual hace circular una
corriente que produce un flujo magnético ΦI perpendicular al flujo original de de M, ΦP .
Estos dos flujos en cuadratura producen un campo giratorio, el cual hace que el rotor
continúe con su propia rotación.
IM
IM
M
CA CA
60 Hertz 60 Hertz
IR Flujo Oscilatorio ΦP
Debido a la Corriente IM del
ΦP Devanado Principal, ó
Flujo Corriente del Estator
Oscilatorio ΦI
ΦP
Flujo Oscilatorio ΦI
Creado por la
Corriente Inducida IR
Generada por rotación
del Rotor al cortar ΦP
Se demuestra que la suma de dos Vectores Oscilatorios
Desfasados Espacialmente, nos da como Resultante
Fig. 3 Principio de Operación un Vector Rotativo, que es el que continúa arrastrando
De un Motor Monofásico al Rotor haciéndolo girar
Para más información visite: www.EmersonClimate.com/espanol
Por lo anterior se concluye que estos motores por si solos no tienen par de arranque, y que
es necesario proveerlos de un medio para su arranque, para ello usualmente se tienen:
A.- Motores con Polos Sombreados
Al pasar el flujo principal Φ por la espira en corto circuito induce en ella una Tensión que
hace circular una corriente que a su vez produce un flujo Φ1 que se encuentra atrasado y
se opone al flujo principal, creando como resultado que el flujo principal se desplace en la
forma indicada en la Fig. 4, este desplazamiento da el impulso inicial al rotor, necesario
para moverlo. Este tipo de motores se pueden diseñar también para dos velocidades o
más. Debido a su bajo par de arranque, y a que se pueden ofrecer a diferentes
velocidades este tipo de motores se aplica en la refrigeración, en ventiladores pequeños.
Espiras en Corto Circuito
Polos Flujo Φ1
. Principales
Rotor Jaula de Ardilla Flujo
Magnético
Principal Φ
Φ1
Fig, 4.- Esquema de un Motor de Polos Sombreados
Emerson Climate Technologies ofrece los Motores Emerson de Polos Sombreados con la
diversidad de tipos requeridos cubriendo prácticamente todas las necesidades principales
para cada aplicación en particular (diferentes versiones de flechas, armazones y
lubricación desde 1/20 hasta 1/4 HP)
B.- Motores de Inducción de Fase Bipartida
Es el motor más usado en aplicaciones de potencias fraccionarias de HP, de 1/2 HP hasta
5 HP en 1800 rpm y 3600 rpm, .y en motores abiertos hasta 10 HP en 1800 rpm Su
operación en principio es simple, se usan dos devanados en el estator, uno denominado
auxiliar A para el arranque, y el otro el de marcha u operación P, En su armadura o rotor
no se encuentra ningún devanado, se encuentra un armazón de barras de cobre o de
aluminio conectado en forma de jaula de ardilla Fig. 5.
Para más información visite: www.EmersonClimate.com/espanol
R R
L1 L1
IP IA CA IP IA CA
60 Hertz 60 Hertz
. C C
L2 L2
Capacitor
De Arranque
P P 5 1
Relé de
2 22
Potencial
Rotor S Rotor S
A A
Fig 5.- Motor de Inducción - Diagrama Eléctrico Fig. 6.- Motor con Arranque con Capacitor
y con Marcha de Inducción (CSIR)
En motores de baja potencia y bajo par de arranque no se requiere el capacitor, el
desfasaje de IA con IP se logra haciendo el devanado P de alambre grueso y pocas vueltas
(baja reactancia), y el devanado A de alambre delgado y muchas vueltas (alta reactancia).
En estos motores el devanado auxiliar permanece conectado todo el tiempo. Los motores
Emerson de este tipo son de 1/6, 1/4, 1/3, 1/2, HP, principalmente para ventiladores, ver
Fig. 5. Para motores de un alto par de arranque , con un mejor desfasaje entre la corriente
del devanado principal IP con da arranque auxiliar IA,, se logra con mayor perfección con un
capacitor de arranque en el bobinado auxiliar, este capacitor y el devanado auxiliar se
desconectan una vez alcanzada la velocidad de rotación del motor, mediante un Relé en el
caso de motores para compresores herméticos de refrigeración o un interruptor centrifugo
en otros casos,..
R
R L1
L1
CA
IP IA CA
60 Hertz
IP IA 60 Hertz
C
L2 C L2
P Capacitor -Capacitor
2
de Marcha
P 5 1
de Marcha
-Capacitor
22
de Arranque
Rotor S -Relé de
A Potencial
Rotor
Fig 7.- Motor de Inducción - Fase Bipartida con Capacitor S
de Marcha Permanente PSC (Permanent Split Capacitor)
A
Fig. 9.- Diagrama Eléctrico de un Motor de Compresor con Capacitor de
Arranque y Capacitor de Marcha (CSCR Capacitor Start – Capacitor Run)
Este motor se denomina Arranque con Capacitor y con Marcha de Inducción
(Capacitor Start – Inducción Run, CSIR) ver Fig.6. Estos motores producidos por Emerson
son usados en Compresores Herméticos pequeños desde 1/12 HP hasta 1/2 HP (a 3500
Para más información visite: www.EmersonClimate.com/espanol
rpm), para aplicaciones de Refrigeración alta media y bajas temperaturas de evaporación,
como refrigeradores domésticos, congeladores, enfriadores de botellas, vitrinas
enfriadoras, etc.
Motores de Fase Bipartida con Capacitor de Marcha Permanente sin Capacitor de
Arranque y sin Relé. (Permanent Split Capacitor Motor PSC)
Estos motores se aplican donde se requiere un bajo par de arranque, y que la corriente de
línea se disminuya lo más posible, esto se logra colocando un capacitor de marcha como
lo indica la Fig.7. Este capacitor de marcha es usado para mejorar la eficiencia, elevar el
Factor de Potencia, y disminuir el ruido del motor. La Capacitancia debe ser determinada
para cada motor y aplicación y obtener el consumo mínimo posible de corriente (amperes).
El diagrama de la Fig. 8 nos muestra la variación de corriente eléctrica total del motor en
operación V/S la variación en Capacitancia. En la Fig. 8 puede observar la gran variación
en el consumo de corriente simplemente variando la capacitancia. Si en un motor en
determinada condición se especifica una capacitor de marcha con una capacitancia de 40
microfaradios tomará 4.0 amperios, si se cambia el capacitor de marcha por uno de 30.0
microfaradios, el motor consumirá 6.2 amperios, el motor se calentará y se quemará, y
además el costo del consumo eléctrico se aumentará. Estos motores se denominan
Motores con Fase Bipartida con Capacitor de Marcha Permanente Su aplicación es muy
amplia en Compresores Herméticos para Aire Acondicionado Y Bombas Térmicas desde 1
HP hasta 5 HP. En motores con flecha visible en los ventiladores de condensadores para
uso residencial y comercial, para unidades condensadoras para refrigeración, Para
ventiladores de evaporadores (Fan and Coil) con doble flecha, Operaciones de Potencia y
velocidades múltiples con un solo motor Para temperaturas ambientales de 40 °C y 60 °C
(para los condensadores), y diferentes clases de aislamiento, Rotación reversible, etc
Emerson los produce desde 1/20 HP a 2 HP, a diferentes voltajes dependiendo de los
requerimientos de aplicación, satisfaciendo prácticamente todas las necesidades con
motores de muy alta eficiencia y eficiencia Premium
14
CORRIENTE TOTAL AMPERES
12
10
4
FACTOR DE
2 POTENCIA = 1
0
20 30 40 50 60 70
CAPACITANCIA EN MICROFARADIOS
Fig. 8 VARIACIÓN DEL CONSUMO DE CORRIENTE Amp.
DEL MOTOR VARIANDO LA CAPACIDAD DEL CAPACITOR
DE MARCHA
Para más información visite: www.EmersonClimate.com/espanol
Adicional a la descripción breve que se a expuesto de la operación de los diversos
motores eléctricos usados en la Refrigeración, Aire acondicionado, y Calefacción, es
necesario considerar para el conocimiento algunas definiciones y conceptos muy
importantes,
CORRIENTE NOMINAL A PLENA CARGA (FLA Full Load Amperes).
FLA es el término usado por la industria para indicar la corriente en Amp, máxima de
operación de un motor. En el medio de compresores Herméticos los fabricantes usan el el
término RLA (Rated Load Amperes)
La forma de determinar el valor del RLA difiere de: Los motores convencionales o con
flecha visible, usados en manejadoras de aire, para calefacción y aire acondicionado, en
evaporadores de enfriamiento, condensadores enfriados por aire, en cámaras de
refrigeración remotas, etc, y para los motores usados en compresores Herméticos
(Herméticos, Semiherméticos y Scroll); usados en Aire Acondicionado, Refrigeración
Doméstica y Comercial, Bombas de Calor, etc.
A.-Para los motores convencionales, la forma de determinar la FLA o Corriente a Plena
Carga, es relativamente sencillo, Es la corriente que resulta cuando el motor es operado a
su potencia nominal en la flecha, que el motor deberá entregar en forma constante (sin
sobreelevar la temperatura 40 °C) en condiciones predeterminadas, tales como
Temperatura ambiente (40 °C motores estándar ó 60°C motores expuestos a altos
ambientes), y velocidad angular nominal (en rpm), a su voltaje y frecuencia eléctrica,
nominales , . Y los amperes que resulten será su Corriente Nominal.
B.- Para los motores de compresores herméticos la situación cambia para la determinación
del RLA, ya que no es posible medir la potencia en la flecha, puesto que se encuentra
adentro del moto-compresor, y las condiciones nominales de prueba son diferentes para
cada aplicación a la que el compresor vaya a ser usado, temperaturas de evaporación Alta
Media, .ó baja, tipo de refrigerante, temperatura ambiental moderada o clima caluroso o
frío., frecuencia y voltaje eléctricos, etc. Con el fin de que el motor eléctrico de un
compresor Hermético, las normas Emerson para compresores Copeland, indican que la
Corriente Máxima Continua Permisible (MCC) debe superar los límites de funcionamiento
extremos del compresor, y se determina con ensayos sometiéndolo a operar en
condiciones extremas de carga, y condiciones eléctricas para cada condición y aplicación
específica, haciendo descender el voltaje, hasta que llegue al disparo del protector térmico
Para compresores Herméticos se cumplen:
RLA = MCC/1.56 Requerimiento U.L. y N.E.C. (National Electric Code).
Copeland ha establecido para el valor Máximo de Corriente de un Compresor es 140% del
RLA. Esto da un mayor margen de seguridad para la selección de los elementos de los
interruptores y alambrado de las líneas de alimentación, ya que por lo general se
determinan a un 125 % (mínimo de 115 %) del valor de corriente RLA que se encuentra
en la placa de identificación del compresor.
Corriente a Rotor Bloqueado (Locked RotorCurrent, LRA) como su nombre lo indica es la
corriente en Amp. que resulta al detener el rotor del motor completamente. Nos indica el
valor máximo de corriente de entrada al arrancar el compresor.
El contactor, fusibles, interruptor, o medio que desconecta a un compresor Hermético,
debe ser seleccionado en base de los valores mostrados en la placa de identificación del
Para más información visite: www.EmersonClimate.com/espanol
moto-compresor, el de corriente nominal (RLA), el de corriente a rotor bloqueado (LRA), y
el de su voltaje nominal.
Todos los compresores Copeland de Emerson, vienen con Protección Térmica de
Sobrecarga, Protección de Sobrecarga Externa.- Hasta 3 HP., Con Apertura en la Línea
Protección de Sobrecarga Interna – Hasta 15 H. Con Apertura en la Línea
Protección de Sobrecarga Interna 15 HP. Con Apertura con Circuito Piloto
Protección de Sobrecarga Interna Electrónica. De 20 HP hasta 60 HP con Apertura Piloto
Por Ing. Javier Ortega C
Diciembre 9 2005
Para más información visite: www.EmersonClimate.com/espanol
PRESIÓN DE SUCCIÓN y de DESCARGA del COMPRESOR
La presión de succión en el Compresor es igual a la presión de saturación en el
Evaporador, menos su caída de presión en el evaporador, menos la caída de presión en
las líneas o tuberías de succión.
La caída de presión en el evaporador es debida a la resistencia de fricción del flujo del
refrigerante y a su diferencia de presiones necesaria para moverse, que da como resultado
que la presión del refrigerante a la salida en el evaporador sea menor que a su entrada.
Entre mayor sea esta caída de presión menor será la presión de salida, y menor también
es la presión media de saturación que se considere. El evaporador se debe de seleccionar
con una baja caída de presión. La caída de presión en la línea de succión es debida a las
pérdidas de carga por la fricción en tuberías (codos, reducciones, cambios de velocidad,
longitudes, estrangulaciones, válvulas, etc.).
La Fig. 1 nos muestra la curva característica de Capacidad, de Presión, y Temperatura de
Evaporación, a Temperatura de Condensado constante 110 °F (43.3 °C), para un
compresor en aplicación de baja temperatura de evaporación con refrigerante R-404A. Se
muestra que por una pequeña caída de presión en la succión, la densidad del refrigerante
decrece entrado menos refrigerante al compresor, reduciendo su enfriamiento, con su
consecuente drástica pérdida de capacidad (y la del sistema).
Fig. 1 FUNCIONAMIENTO TÍPICO DE UN COMPRESOR
A UNA TEMPERATURA DE CONDENSADO DE
110 °F (43.33 °C), R404A
Capacidad
Btu/h
60500 Reducción de
Capacidad
52500 13.2 %
45100 25 %
38 %
37600
-40 -35 -30 -25 Temp de Succión °F
4.5 7.1 9.9 13.0 Presión de Succión psig
Para más información visite: www.EmersonClimate.com/espanol
Cuando una instalación se encuentra operando, y se presenta el problema de “no enfría” o
una falla de mantener el producto a la temperatura deseada, “no baja”, etc. es entonces
necesario conocer y determinar las presiones de succión y descarga del compresor, si
están dentro del rango deseado, de acuerdo al sistema de enfriamiento en particular.
Además verificar si el compresor está funcionando adecuadamente. La consideración
importante, es primeramente el de la presión de succión, pues una reducción pequeña
con respecto a la presión de succión de diseño del sistema causará una pérdida
significativa en la capacidad de enfriamiento del sistema (Btu/h), como se observa en la
Fig. 1 Algunos instaladores o técnicos de refrigeración cuando este problema ocurre, por lo
general la primera preocupación es la alta presión de descarga del compresor (o presión
de condensado), sobre todo en épocas de alta temperatura ambiente (o el verano),
pensando que este puede ser el problema de la baja capacidad, se olvidan que un
aumento de presión (unas cuantas lb./pg2) en la descarga, causará una pérdida de
capacidad insignificante.
Compresores para aplicaciones de Alta Temp, y Aire acondicionado operando con
refrigerante R-22, con caídas de presión de succión del orden de 2 psi. sufren pérdidas de
capacidad del orden de 4 %, y caídas de 5 a 7 psi. pérdidas en capacidad del 10 % o mas..
La situación se agrava en aplicaciones de media y baja temperaturas de evaporación
(congelados), ver Tablas 2 y 3
TABLA 2
Compresor Típico Hermético de un sistema para operar con R-22 a una temperatura de
Condensado de 130 °F (54.4 °C), y Temp de Evaporación de 40 °F (4.4 °C)
Aplicación Alta Temperatura
Presión de Succión Pérdida de
En el Compresor Capacidad Capacidad
(psig) Btu/h (%)
68.5 32800.0 0
66.5 31350.0 4.4
64.5 30625.0 6.6
62.5 28959.0 11.7
Para más información visite: www.EmersonClimate.com/espanol
TABLA 3
Compresor Semihermético de un sistema para operar con R-22 a una temperatura de
Condensado de 120 °F (48.9 °C), y Temp de Evaporación de 40 °F (4.4 °C)
Variando la Temp. De Condensado la pérdida de capacidad no cambia significativamente
Aplicación Alta Temperatura
Presión de Succión Pérdida de
En el Compresor Capacidad Capacidad
(psig) Btu/h (%)
68.5 265000.0 0
66.5 260000.0 1.9
64.5 249000.0 6.0
62.5 240000.0 9.4
TABLA 4
Compresor Semihermético de un sistema para operar con R-404A a una temperatura de
Condensado de 110 °F (43.3 °C), y Temp de Evaporación de -25 °F (-31.3 °C)
Aplicación Baja Temperatura
Presión de Succión Pérdida de
En el Compresor Capacidad Capacidad
(psig) Btu/h (%)
13.0 60500.0 0
11.0 52500.0 13.0
7.1 45100.0 25.0
TABLA 5
Compresor Semihermético de un sistema para operar con R-22 a una temperatura de
Condensado de 110 °F (43.3 °C), y Temp de Evaporación de -30 °F (-34.4 °C)
Aplicación Baja Temperatura
Presión de Succión Pérdida de
En el Compresor Capacidad Capacidad
(psig) Btu/h (%)
5.0 18300.0 0
3.0 15000.0 22
1.0 16000.0 40
Cada compresor dependiendo de su diseño y construcción tiene una holgura o cámara
muerta de mayor o menor tamaño arriba del pistón en su punto muerto superior, para
evitar que tenga una interferencia con el plato de válvulas. El gas que queda atrapado en
esa cámara se encuentra a alta temperatura y
Para más información visite: www.EmersonClimate.com/espanol
presión y nunca puede ser descargado (se comprime y se re-expande continuamente)
Cuando el pistón baja en el tiempo de succión o admisión, el gas en esta cámara re-
expande, y entre menor sea la presión de succión el pistón bajará mas, antes que
cualquier gas pueda entrar al cilindro. Existen adicionalmente otras pérdidas debidas al
intercambio de calor por las diferencias en temperaturas, pero la re-expansión es la mayor
causa de la bajas capacidad y eficiencia.
EFICIENCIA VOLUMÉTRICA. - RELACIÓN DE COMPRESIÓN.- La cantidad real
(volumen por unidad de tiempo) de gas en metros cúbicos por hora, o pies cúbicos por
hora, que bombea realmente un compresor a una determinada presión de succión y una
presión de descarga, comparada con el volumen de bombeo teórico interno del cilindro, se
denomina Eficiencia Volumétrica. Como ejemplo si un compresor tiene un volumen teórico
de 1615 c.f.h. (pies cúbicos por hora, 45.7 metros cúbicos por hora), y debido a su re-
expansión solo bobea 1000 c.f.h, su eficiencia volumétrica es de 62.0 % (1000 / 1615 X
100 = 62.0%)
La eficiencia volumétrica de un compresor es función de las presiones, de succión, y de la
presión de descarga. Ver Fig. 2. Cuando se determinan estas presiones, deben
convertirse a libras por pulgada cuadrada absolutas, ó metros por centímetro cuadrado
absolutos, añadiendo 14.7 psi (la presión atmosférica).
Ejemplo:
Presión de succión de 5 psig + 14.7 = 19,7 psia.
Presión de descarga de 185 psig + 14.7 = 199.7 psia
200 psia / 20 psia = 10.0: 1, se denomina Relación de Compresión
Entonces la Relación de Compresión de un compresor, es su Presión Absoluta de
Descarga entre su Presión Absoluta de Succión
Si la presión de succión se reduce en 9 lb. a 11.0 psia se tiene una Relación de
Compresión de
200 psia / 11 psia = 18:.1
Para lograr la misma relación de compresión de 18: 1 cambiando la presión de descarga
se necesitaría aumentar la presión de descarga a 361.0 psia
361.0 / 20 =18:1
en este ejemplo se muestra que 1 psi de reducción en la presión de succión, tiene el
mismo efecto que una reducción de 16.1 psi en la presión de descarga
Para más información visite: www.EmersonClimate.com/espanol
Fig. 2 Curvas Típicas de Eficiencia
Volumétrica de Compresores
25
Relacion de Compresión
Curva Típica para Baja Temp.
20
Curva para un
15 Compreor Usos
Múltiples
10
5 Curva Para Aire
Acondicionado
0
40 50 60 70 80
Eficiencia Volumétrica en %
El uso del refrigerante R-22 ver Tabla 5, se muestra en aplicación en baja temperatura,
una sola etapa de compresión mínimo de -40 °F.. Es difícil de alcanzar una temperara de
evaporación -30 °F, ya que solo una caída de presión de solo 2 psi reduce la capacidad en
22 % y a 4 psi de caída de presión se reduce en 40 %, adicionalmente 0.5 psig de presión
de succión representa una temperatura de saturación de -40 °F. Si el evaporador opera a
1.0 psig y se tuviese 0.8 psi de caída de presión en la línea de succión, el compresor
estaría viendo solamente 0.2 psig, debajo de su presión de operación, aun unas décimas
de presión por debajo de lo establecido, significa mucho en la vida del compresor en esas
condiciones de operación. El diseño de la línea de succión considerando la caída de
presión equivalente a 2 °F (es 0.8 psig), esto significa que todo sistema de succión deberá
tener una caída de presión no mayor de 0.8 psi. Por otro lado se requiere tener una
velocidad adecuada del gas para retornar el aceite al compresor cuya caída de presión es
proporcional al cuadrado de la velocidad del gas e inversamente proporcional al diámetro
de la tubería, esta situación es un verdadero predicamento.
Como dijimos la presión de descarga no afecta demasiado la capacidad, prácticamente a
medida que la presión de descarga aumenta la capacidad del compresor disminuye, y la
presión de succión se eleva, y también la habilidad de remover la humedad del aire se
disminuye. La eliminación de la humedad es una gran parte de la carga de refrigeración,
desde este punto de vista la temperatura ambiente en el condensador puede ser
significativa. La temperatura de bulbo húmedo del aire entrando al evaporador representa
Para más información visite: www.EmersonClimate.com/espanol
un gran porcentaje de su carga térmica. Temperatura de bulbo húmedo baja significa baja
carga térmica y baja presión de succión, Alta temp. de bulbo húmedo significa una alta
carga térmica y una alta presión de succión.
Añadido al problema es la carga de refrigerante en el sistema, la cual puede causar
cambios significativos en las presiones del sistema, además amenazar la vida del
compresor por retorno de refrigerante en estado líquido.
Para obtener una humedad relativa deseada, se puede ayudar a controlar con la diferencia
de temperatura del aire de entrada al evaporador, y la temperatura de saturación del
refrigerante de acuerdo a la siguiente tabla:
Rango de Humedad TD
Temperatura °F . Deseada % °F
25 a 45 90 8 a 12
25 a 45 85 10 a 14
25 a 45 80 12 a 16
10 ó menor 15 ó menor
Causas de Baja Presión
•Tamaño de Componentes equivocados. Excesiva caída de presión en
la línea de succión Tubería con trampas innecesarias
•Pérdida de carga de refrigerante
•Válvula Termostática mal ajustada, Alto sobrecalentamiento
•Filtros Tapados
•Caída de Presión en la Línea de succión
•Evaporador Pequeño
•Ventiladores del evaporador sucios o descompuestos
•Evaporador bloqueado
•Evaporador con Hielo o sucio
• Evaporador internamente con aceite
Por Javier Ortega
Julio 4, 2005
Para más información visite: www.EmersonClimate.com/espanol
LA TECNOLOGÍA DEL COMPRESOR SCROLL Y SUS
APLICACIONES EN AIRE ACONDICIONADO, BOMBAS
TÉRMICAS Y REFRIGERACIÓN
Resumen: El concepto del compresor scroll ha estado disponible por más de cien años. Aún así, el
desarrollo de la tecnología del compresor scroll moderno comenzó en la década de los 70. La intro-
ducción de máquinas con control numérico proporcionó las bases para la mecanización con la ade-
cuada precisión de los elementos necesarios para que un compresor scroll pudiera operar silenciosa
y eficientemente. La tecnología del compresor scroll es ampliamente utilizada en aplicaciones de aire
acondicionado y refrigeración. Las aplicaciones scroll cubren un amplio rango de operación usando
diversos refrigerantes. La línea más común de compresores scroll va de 1 a 25 toneladas. General-
mente los compresores scroll son de diseño hermético, pero también se producen algunas variantes
semiherméticas. La tecnología scroll establece el fundamento tecnológico para compresores silen-
ciosos, confiables y eficientes.
Palabras claves: Ventajas, Geometría, Conformidad, Inyección y Modulación.
1. INTRODUCCIÓN
Desde su introducción al mercado unitario de aire acondicionado a finales de la década de los 80, los
compresores scroll han tenido un gran éxito en una amplia variedad de aplicaciones tanto residencia-
les como comerciales. En aire acondicionado, los compresores más pequeños (de 1 a 6 toneladas)
se utilizan en sistemas residenciales, tales como los sistemas de bombas térmicas empleados para
calentar o enfriar hogares y negocios. Los compresores más grandes (de 7 a 25 toneladas), se usan
en aplicaciones comerciales como enfriadores de líquido (chillers) y en una variedad de sistemas de
unidades condensadoras. Los compresores scroll de refrigeración se emplean en una amplia gama
de aplicaciones que incluyen: sistemas paralelos para supermercados, tanques enfriadores de leche,
transporte automotor de carga refrigerada y contenedores marinos. La tecnología scroll también ha
sido exitosamente aplicada en criogenia y gas natural.
Una de las razones del amplio éxito de la tecnología scroll es que ésta ha sido diseñada y fabricada
a bajo costo, alta eficiencia, y alto volumen. Además, permite desarrollar y producir compresores de
más alta eficiencia, teniendo en cuenta el recalentamiento global y los requerimientos de conserva-
ción de energía, aspectos cada vez más importantes a considerar por los fabricantes de compreso-
res de hoy. La tecnología scroll ofrece todos los medios para responder satisfactoriamente a estos
retos técnicos; proporciona al usuario final un beneficio real en lo que se refiere a eficiencia, confiabi-
lidad, tamaño, peso y bajo nivel de ruido, más allá que otras tecnologías existentes. El uso de meca-
nismos de conformidad en los compresores scroll ha mejorado su capacidad para manejar refrige-
rantes líquidos e impurezas presentes en el sistema. Estas características, junto a las mejoras en los
dispositivos de protección, desarrollados específicamente para resolver problemas de aplicación en
el campo, han permitido el uso del scroll en forma exitosa a nivel mundial tanto en aire acondiciona-
do como en refrigeración.
2. VENTAJAS DEL SCROLL
Los compresores scroll, como otras tecnologías rotativas, requieren pocas partes móviles en compa-
ración con los compresores a pistón. Debido a la baja velocidad de deslizamiento en todos los pun-
tos de contacto, el mecanizado de precisión y las ajustadas tolerancias de los elementos del scroll,
es posible usar el contacto físico entre ambas espirales como un sello, lo que elimina la necesidad
de usar un gran volumen de aceite como sellador. El contacto físico entre las espirales también tiene
la ventaja de eliminar los espaciamientos y reducir las fugas, para que sea posible crear compreso-
res de alto rendimiento con máquinas de menor desplazamiento. Esto está en directo contraste con
Para más información visite: www.EmersonClimate.com/espanol
los compresores a tornillo, donde las superiores proporciones de fuga se compensan usando despla-
zamientos más grandes.
Los compresores scroll son de por sí máquinas silenciosas y de baja vibración. El ruido generado por
un compresor scroll es relativamente independiente de la pulsación de gas y está generalmente aso-
ciado sólo con los dispositivos mecánicos reales del scroll. Las irregularidades en el mecanismo de
los elementos del scroll pueden incrementar los efectos del contacto mecánico durante el funciona-
miento. En el caso de compresores scroll para aire acondicionado, no existe válvula de descarga
interior, lo cual ayuda a reducir el ruido al eliminar los cambios abruptos de flujo. En los compresores
scroll de refrigeración, se usa una válvula para mejorar la eficiencia a bajas condiciones de evapora-
ción, diseñada especialmente para minimizar su impacto sobre ruido del compresor. La vibración del
compresor se minimiza con el uso de contrapesos balanceados dinámicamente y al utilizar un proce-
so de compresión continua, también se minimiza la pulsación de torque asociada.
Debido a que dos elementos de precisión del scroll definen completamente el proceso de compre-
sión, no es necesario utilizar una cubierta para ubicar el ensamblaje del scroll en forma precisa de-
ntro del compresor. Aprovechando las ventajas de esta capacidad intrínseca del diseño, las espirales
pueden alinearse por sí mismas libremente durante la operación del compresor. A esta capacidad se
le denomina conformidad y es de gran importancia para el manejo de refrigerante en estado líquido
durante condiciones de inundación y también de las pequeñas cantidades de impurezas que pueden
estar presentes en el sistema. Esencialmente, la conformidad permite que las espirales se separen
ligeramente ante los excesos de presión asociados con la presencia de un alto volumen de líquido.
3. GEOMETRÍA DE LA ESPIRAL
Las espirales pueden construirse en distintas formas y tamaños. Sin embargo, una geometría de cír-
culos envolventes es ampliamente satisfactoria para el diseño y fabricación de los compresores
scroll. Esta geometría ha sido exitosamente aplicada en perfiles de engranajes de dientes y provee el
desplazamiento requerido para el rodaje y el deslizamiento. Un perfil específico se define por el uso
de un movimiento giratorio de un miembro flexible alrededor de un círculo base para crear un perfil
arqueado. Este perfil establece las superficies funcionales que las espirales necesitan. Al aumentar o
disminuir el diámetro del círculo base se pueden crear perfiles diferentes y únicos. Si los puntos de
partida se escalonan a lo largo del círculo base, se puede generar un espesor de pared. Después de
establecer el círculo base y el espesor de pared, todo lo que se requiere es agregar una altura para
crear una espiral funcional.
Un compresor scroll consta de dos elementos en forma de espiral. Uno estacionario y otro que gira
en un movimiento orbitante alrededor del centro del eje motor. Las dos espirales son idénticas y es-
tán ensambladas con una diferencia de fase de180º. El movimiento orbital de la espiral giratoria es
circular, tiene la misma amplitud que el motor y se mantiene a 180º de diferencia de fase con el uso
de un dispositivo antirotación, el cual se conoce generalmente como un típico acople Oldham. La
magnitud del movimiento orbital depende del radio del círculo base y el espesor de la pared. Durante
el funcionamiento, las dos espirales hacen contacto en varios puntos formando una serie indepen-
diente de bolsillos en cada posición del movimiento orbital. Estos bolsillos disminuyen progresiva-
mente de tamaño hacia el centro. El proceso de compresión de un compresor scroll se describe co-
mo un proceso de desplazamiento positivo. Este tipo de proceso aumenta la presión del vapor refri-
gerante, reduciendo el volumen interno de la cámara de compresión mediante un esfuerzo mecánico.
Ambos bolsillos sellados, interno y externo, se definen exclusivamente por la geometría del scroll y el
movimiento orbital. Por su diseño, el dispositivo de involución en espiral del scroll tiene ya la capaci-
dad incorporada de reducir el volumen y generar así una relación de compresión propia.
Durante cada revolución consecutiva del motor, la masa de vapor inicial se mueve hacia el centro por
el movimiento giratorio y su volumen se reduce significativamente a medida que se mueve de bolsillo
Para más información visite: www.EmersonClimate.com/espanol
a bolsillo. El proceso de compresión se completa finalmente cuando el refrigerante se comprime a su
máxima presión de descarga y es liberado a través de un puerto de descarga. Éste es un puerto co-
mún localizado en el bolsillo más profundo formado por los elementos combinados. Como toma va-
rias revoluciones completar este proceso, en realidad existe un proceso continuo de compresión du-
rante la operación. Vea la Figura 1.
Figura 1. Cómo Trabaja el Scroll
Scroll Fijo Bolsillo de
Baja
Bolsillo de Presión
Presión Media
Bolsillo de Alta
Presión
Puerto de Descarga Scroll Orbitante
4. CONFORMIDAD AXIAL Y RADIAL DEL SCROLL
La conformidad se define como la capacidad que permite que las dos espirales del scroll se separen
ligeramente en la dirección axial o radial debido a la acción de elevadas presiones o de la presencia
de impurezas. La conformidad axial se define en términos generales como la separación de la punta
de una espiral, de la base de la espiral opuesta. Hay varios métodos para lograr este tipo de confor-
midad.
Un método es usar sellos para la punta de la espiral. En este caso se le hace una ranura pequeña a
lo largo de la punta de cada elemento espiral y luego se inserta un sello flexible en esta ranura. Este
sello generalmente está hecho de un material de anillo de pistón y esencialmente realiza la misma
función de un anillo de pistón, esto es, cuando las espirales se separan, este sello mantiene el con-
tacto con la base contraria. Con este diseño la fabricación se hace más compleja en los casos en
que los perfiles de las espirales son muy anchas.
Otra aproximación es aplicar una carga, ya sea a la espiral fija o la orbitante, mediante presión de
gas, para mantener sellada la punta y la base de contacto. Un método típico para lograr esto, es
permitir un pequeño grado de movimiento axial al scroll fijo, entonces se instala un sello en una cavi-
dad hecho en el scroll fijo; este sello tiene dos propósitos principales: uno es mantener sellados y
separados el lado de alta presión (descarga) del lado de baja presión (succión), el otro objetivo es
proporcionar la carga de gas requerida para mantener el contacto necesario entre la punta de la es-
piral y la base. Esto se logra mediante el uso de una cavidad intermedia que se forma bajo el sello
después de que éste se inserta en el scroll fijo. Durante la operación, esta cavidad intermedia se
presuriza mediante la alimentación de gas a través de un pequeño pasaje que conecta la cavidad y
uno de los bolsillos de compresión formado en el scroll. Durante el arranque, el sello está en una po-
sición relajada sin carga, lo que significa que incluso a presiones elevadas de succión el torque es
bajo debido a la fuga a través de los bordes. Pero a medida que el compresor alcanza su condición
de operación, la presión de la cavidad intermedia crece y carga el ensamblaje de las espirales. El
Para más información visite: www.EmersonClimate.com/espanol
scroll orbitante en este arreglo es soportado por una superficie de propulsión rígida. Esto proporciona
una ventaja al reducir la carga real sobre las puntas, necesaria para generar un sello, ya que el buje
rígido acomoda el momento lateral del scroll orbitante creado por las cargas tangenciales de gas. Un
método de carga de un gas orbitando tendría cargas mayores en los bordes con el propósito de con-
trarrestar el momento lateral, incrementando así la fricción y reduciendo la eficiencia del compresor.
La conformidad axial también proporciona los beneficios de una presión constante de sellado durante
la operación y de una carga automática al momento del arranque. Vea la Figura 2.
Figure
Figura 2. 2. Axial C om
Conformidad pliance
Axial
Floating
Sello Seal
Flotante
Espiral
U pper
Superior
Scroll • • M aintains
MantieneConstant,
la presión Even
constante y uniforme
(Fixed)
(Fija) sobre los bordes de las espirales
Pressure O n Scroll Tips
• El sello flotante es la clave:
• Floating
• Seal la
Optimiza Iscarga
Keysobre los bordes
• Balancea la presión
– • O ptimizes
Elimina lasTip
fugasLoading
• Tiene un diseño patentado
– Pressure Balanced
Espiral • Elim inates Leakage
Low er Scroll
Inferior
(Orbiting) – Patented D esign
(Orbitante)
La conformidad radial es simplemente la habilidad que tienen los flancos de las espirales de separar-
se ligeramente en la dirección radial. Esto se logra permitiendo que la espiral móvil se desplace una
distancia pequeña en la dirección radial y mediante el uso de un buje descargador en el extremo del
eje del compresor. La fuerza centrífuga generada por la masa rotatoria del scroll orbitante crea el
sellado de los extremos de ambas espirales. Las fuerzas de gas generadas por el proceso de com-
presión se oponen a esta carga y son proporcionales al diferencial de presión de operación. Durante
la operación normal, la fuerza centrífuga es mayor que la fuerza de gas que mantiene el sello. Al
permitir que la espiral se mueva hacia adentro o que "descargue", el conjunto del scroll tiene la ca-
pacidad de manipular pequeñas cantidades de impurezas o de líquido adicional. La conformidad ra-
dial es un método excelente para asegurar el correcto sellado y proporciona protección contra pe-
queñas impurezas y refrigerante líquido. Vea la Figura 3.
Para más información visite: www.EmersonClimate.com/espanol
Figure 3. Radial
Figura Compliance
3. Conformidad Radial
Debris
Impurezas
• • Ensures
Asegura el contacto entre lasScroll Contact
espirales
• Pero, permite •queBut, AllowsseScrolls
las espirales separen To
Separate Sideways
• De forma de permitir que impurezas o líquido puedan
• Sodaños
pasar sin provocar Debris And Liquid Can
Pass Without Damage
Radial Compliance
Conformidad Radial
(Desplazamiento)
5. INYECCIÓN DE LÍQUIDO Y DE VAPOR
La inyección de vapor es un método usado para mejorar el rendimiento de los compresores scroll en
refrigeración. Incluso puede extender el rango de operación un compresor a más bajos niveles de
temperaturas de evaporación. El esquema de inyección de vapor generalmente usado en un scroll
en refrigeración consiste de los siguientes componentes básicos: un condensador, un evaporador, un
compresor, un intercambiador de calor, un tubo capilar y una válvula solenoide de cierre. Vea la Fi-
gura 1. Una pequeña cantidad de refrigerante es removida después del condensador y luego es cir-
culada a través de un lado de un intercambiador de calor. Este refrigerante se inyecta entonces en el
compresor scroll como un vapor saturado. La cantidad de refrigerante inyectada se determina por la
diferencia entre la presión del condensador y la presión del bolsillo del scroll, así como por el diáme-
tro del tubo capilar. El refrigerante restante del condensador circula a través del otro lado del inter-
cambiador de calor antes de ser expandido y entrar al evaporador. Al circular a través de un inter-
cambiador de calor, el refrigerante que entra en el evaporador es subenfriado y por lo tanto se obtie-
ne un incremento en el efecto frigorífico obtenido. La entalpía del líquido refrigerante subenfriado hsc,
en KJ/Kg, puede calcularse por la ecuación siguiente:
hsc = hcon - Cpr (Tcon - Tsc) (1)
donde:
hcon = entalpía del refrigerante líquido saturado a la temperatura de condensación (KJ/Kg).
Cpr = calor específico del refrigerante líquido a presión constante (KJ/Kg º C).
Tcon = temperatura de saturación del refrigerante líquido a la presión de condensación (° C).
Tsc = temperatura del refrigerante líquido subenfriado (º C).
Esto produce un aumento en la capacidad de enfriamiento del sistema. También hay un ligero au-
mento en el consumo de potencia del compresor, debido al aumento del trabajo al comprimir el refri-
gerante inyectado adicionalmente. Sin embargo, el efecto neto logrado es un aumento tanto en la
capacidad como en la eficiencia del compresor.
Hay otras ventajas que ofrece la inyección de vapor, además de una ganancia en eficiencia neta. El
aumento de capacidad es mayor a temperaturas de evaporación más bajas y a más altas temperatu-
ras de condensación. Esto está de acuerdo con los requerimientos de la mayoría de los sistemas de
Para más información visite: www.EmersonClimate.com/espanol
refrigeración. Como el esquema de inyección de vapor puede detenerse, cerrando la solenoide que
habilita el paso del líquido que se expande a uno de los lados del intercambiador, también permite el
potencial de proveer modulación, es decir, aumentar o disminuir la capacidad en función de la de-
manda. La inyección de vapor también proporciona la habilidad de extender el rango de operación,
enfriando el compresor con el refrigerante inyectado. Vea la Figura 4.
Figura 4. Puertos Internos de Inyección
Figure 4. Mid-Compression Injection Ports
Puntos
Injection de Inyección
Points •• Low Temp.
Operación Safety
segura a bajas temperaturas de evaporación
•• Injects into
Inyección Middle
en medio del of
proceso de compresión
Espiral
Fixed
Fija • No genera pérdida
Compression de capacidad
Process
Scroll
• Incrementa la capacidad y mejora la eficiencia
• No Performance Loss with
Liquid
• Vapor enhances overall
performance by increased
capacity
Orbiting
Espiral
Scroll
Móvil
Otro método para extender el rango de operación a más bajas temperaturas de evaporación es usar
un esquema de inyección de líquido. Este esquema generalmente consiste de cuatro elementos: el
compresor, el condensador, el evaporador y un tubo capilar con un solenoide, para cortar la inyec-
ción cuando el compresor se detiene. Un método alternativo en lugar de un tubo capilar para contro-
lar la inyección, es una válvula controlada por la temperatura de la descarga. En estos casos, una
pequeña conexión va de la línea líquida del condensador a un tubo capilar o a una válvula controlada
por la temperatura. La válvula o el tubo capilar están unidos directamente al puerto de inyección del
compresor. Una pequeña cantidad de refrigerante se toma desde la línea de líquido y hará las veces
de masa de inyección. Como en el proceso de inyección de vapor, esta masa de inyección está di-
rectamente relacionada con la diferencia de presión entre el condensador y la presión del bolsillo de
intermedio del scroll, y con el diámetro del capilar de inyección y de la tubería de los pasajes internos
del scroll por donde se inyecta esta masa. Aquí también se observa un ligero aumento en la potencia
consumida por el compresor, debido al aumento de trabajo al comprimir el refrigerante inyectado adi-
cionalmente. Sin embargo, el efecto neto es el enfriamiento del gas de la descarga suficientemente,
de manera de permitir la operación a las más elevadas relaciones de compresión hallados común-
mente a las condiciones de bajas temperaturas de evaporación y de elevadas temperaturas de con-
densación. Tanto la Inyección de Líquido como la Inyección de Vapor emplean puertos de inyección
intermedia dentro del scroll.
6. MODULACIÓN
Hay varios métodos para lograr la modulación en un compresor. Un método ya discutido es la inyec-
ción de vapor. Existen tres formas comunes de modulación, ellas son: velocidad variable, modulación
mecánica y succión variable. La modulación de velocidad variable requiere del uso de un motor trifá-
sico de inducción de velocidad variable y también requiere de un regulador que se una al sistema de
tal forma, que pueda ajustar la velocidad del motor con precisión para alcanzar los requerimientos de
Para más información visite: www.EmersonClimate.com/espanol
capacidad (demanda del sistema), puesto que la capacidad es directamente proporcional a la veloci-
dad del motor. También se necesitan otras modificaciones en el compresor scroll: una es aumentar o
reforzar la conformidad radial para permitir que la estructura del scroll se ajuste a las diferentes velo-
cidades del motor manteniendo el sellado requerido; otra es una bomba de aceite para mantener la
lubricación apropiada de los bujes o rodamientos y las superficies en contacto, y finalmente en con-
junto con la anterior, un sistema de lubricación mejorado para acrecentar el flujo y el retorno interno
de aceite.
La modulación mecánica se lograr separando el scroll fijo y el orbitante en dirección axial. Esto gene-
ra un patrón de fuga que disminuye la capacidad del compresor, la disminución de capacidad es pro-
porcional a la duración de la separación. Esta separación se logra físicamente con el uso de un pis-
tón de elevación dentro de una tapa sobre el puerto de descarga (alta presión). La tapa tiene un vo-
lumen adicional que actúa como la cámara de un pistón, por lo queda una pequeña distancia entre el
pistón y el tope de su cámara. Bajo circunstancias normales, la presión por encima y por debajo del
pistón se iguala usando un pequeño pasadizo en el propio pistón. Sin embargo, cuando se requiere
modulación de capacidad, hay una gran liberación de presión fuera del tubo que se localiza sobre el
área del pistón y se fuga a la línea de succión que se abre a través de una válvula solenoide. A me-
dida que la presión sobre el pistón disminuye, el pistón es empujado hacia arriba a la cámara exten-
dida, esta acción levanta el scroll fijo causando la separación y la consecuente fuga, y además redu-
ciendo el flujo de masa y la capacidad.
El método de succión variable es similar en concepto al esquema de modulación mecánica. En este
caso, sin embargo, en lugar de crear una separación forzada entre las espirales para disminuir el
flujo de masa y la capacidad, la masa de succión inicial se disminuye liberando o dando salida a un
porcentaje del gas del bolsillo inicial de succión. Esta liberación es controlada por una válvula de so-
lenoide y un pasadizo que va hacia el bolsillo de succión. El efecto global de la eliminación de un
porcentaje del gas del bolsillo inicial de succión es una reducción en la capacidad.
7. DIFERENCIAS DE DISEÑO EN EL SCROLL PARA REFRIGERACIÓN Y PARA AIRE ACONDI-
CIONADO
Debido a que los scroll de refrigeración operan sobre un más amplio rango de temperaturas y rela-
ciones de compresión, existen algunas diferencias de diseño entre un scroll de refrigeración y uno de
aire acondicionado. La temperatura de descarga no es el único problema que se puede encontrar a
bajas temperaturas de evaporación y a elevadas temperaturas de condensación. También hay rela-
ciones de presión significativamente más altas, las cuales pueden causar un aumento del estrés so-
bre los elementos del scroll. Estos aumentos de la proporción de compresión también pueden afectar
el puerto de descarga, generando un flujo de retorno hacia el scroll que puede afectar el consumo de
energía significativamente, ya que produce la recompresión de una porción del gas de descarga.
Una de las modificaciones incorporadas al scroll de refrigeración es el “mecanizado especial para
elevadas relaciones de compresión” (HCR). El mecanizado especial genera un fuerte incremento de
la fuerza e incluso una reducción en el volumen final de descarga, lo que provoca un aumento en la
relación de volumen e inherentemente en la relación de compresión. Vea la Figura 5.
Para más información visite: www.EmersonClimate.com/espanol
Figure
Figura 5. 5. High Compression
Mecanizado Ratio Scroll
para Altas Relaciones Form
de Compresión
Fixed
Scroll
Scroll
Fijo
Scroll
Orbiting
Móvil
Scroll
Geometría
Special Especial Para
HCR Internal Geometry
Relaciones Elevadas de Compresión
Figura 6. Válvula de Descarga Dinámica
Figure 6. Dynamic Discharge Valve
• Mejora la eficiencia
Improves Efficiency
• Menor diferencia
Has a Lower de presión que la
Pressure
válvula reciprocante
Difference Than
• Su mal funcionamiento no para la
Reciprocating
operación Type Discharge
del compresor
Valve
Malfunction Does Not Stop
Compressor Operation
Otra modificación es el uso de una válvula dinámica de descarga para controlar el reflujo. Esta válvu-
la se diseña para reducir el reflujo sin crear restricciones u obstrucciones adicionales en la vía y se
combina con un puerto de dimensiones reducidas para las condiciones de bajas temperaturas de
evaporación y el flujo de baja masa resultante. Vea la Figura 6.
Adicionalmente, tal y como se discutió anteriormente, el uso de los esquemas de inyección de vapor
y de inyección de líquido normalmente se usan para aumentar el rango de operación. La inyección
de vapor y de la inyección de líquido también crean la necesidad de usar conexiones externas, tube-
ría interna adicional y puertos de inyección.
Para más información visite: www.EmersonClimate.com/espanol
8. RENDIMIENTO Y NIVEL DE RUIDO
Existen dos métodos para entender las comparaciones de rendimiento entre compresores: eficiencia
volumétrica y eficiencia isoentrópica. Las definiciones se detallan a continuación:
Eficiencia Volumétrica = volumen del flujo de succión que entra (2)
Desplazamiento del compresor
Eficiencia Isoentrópica = potencia ideal aplicada para comprimir el gas (3)
Potencia eléctrica aplicada
Los compresores scroll tienen una ventaja inherente de un 5 a un 10% de rendimiento por encima de
los compresores rotativos a pistón. Esto se manifiesta en una reducción de las fugas de gas y de las
pérdidas de flujo. Un compresor scroll en general tiene casi cero fugas de gas, comparado con una
máquina rotativa con holgaduras fijas de operación. Además, para un compresor rotativo estas hol-
gaduras aumentarán con el tiempo, a medida que sus componentes se desgastan. Los compresores
scroll mantienen su capacidad de sellado durante el funcionamiento normal, ya que las partes apare-
jadas se desgastan juntas en su encastre, es decir, se acoplan entre ellas con el uso. Para los com-
presores scroll de aire acondicionado, las pérdidas de fluido también se reducen, debido a la ausen-
cia de válvulas en la succión y en la descarga. En los compresores scroll de refrigeración, el uso de
una válvula para relaciones de compresión por encima de 5 también manifiesta una mejora significa-
tiva en la eficiencia volumétrica, la cual compensa las pérdidas inherentes de fluido asociadas a la
válvula. Otro efecto de la válvula de descarga y el puerto menor es la disminución de la recompre-
sión de gas, lo que produce un menor intercambio de calor entre el gas de la descarga y de la suc-
ción, ayudando a crear una curva plana de eficiencia volumétrica.
Los compresores scroll también experimentan mayores cargas en los rodamientos que los compre-
sores rotativos, generalmente en el orden de 15 a 30%. Existe incluso un incremento de las cargas
de fricción relativas con respecto a un compresor rotativo, debido al contacto entre las espirales del
scroll y el empuje axial. En conjunto, esto conduce a una pérdida superior por fricción en el orden del
1 al 2% .
Los compresores scroll funcionan generalmente mejor en aplicaciones de refrigeración que algunos
compresores semiherméticos. Sin embargo, el rendimiento del compresor scroll puede presentarse
en desventaja en relación al compresor semihermético de alta eficiencia. A elevadas relaciones de
presión el compresor semihermético a pistón es mejor. La inyección de vapor puede usarse para me-
jorar el compresor scroll y el rendimiento del sistema, al proporcionar al líquido mayor subenfriamien-
to. Esta mejora del rendimiento puede igualar generalmente la elevada eficiencia de los compresores
semiherméticos en las mismas condiciones de operación. A más bajas temperatura de condensa-
ción, las ventajas inherentes de las bajas fugas de gas y pérdidas de fluido permiten al scroll desem-
peñarse mejor hasta que el compresor semihermético de alta eficiencia.
Para las aplicaciones de aire acondicionado, los compresores scroll ofrecen algunas ventajas intrín-
secas, al reducir los niveles de ruido y vibración. Con la ausencia de válvulas dinámicas y un proceso
de flujo casi continuo, hay una contribución mínima de las pulsaciones de gas al ruido del compresor.
En los compresores rotativos, grandes pulsaciones de gas dan contra la carcaza, lo cual irradia ruido
adicional. En los compresores scroll, la mayor contribución de sonido es el contacto mecánico entre
los elementos. El nivel de sonido de un compresor rotativo y uno scroll del mismo tamaño es compa-
rable. Sin embargo, un compresor scroll a menudo puede ser de 3 a 8 dBA más silencioso que un
compresor semihermético.
Para los compresores scroll de refrigeración la situación es algo diferente, ya que existen ambos
efectos, el del ruido mecánico y el del ruido de gas generado por la válvula y el puerto. A menudo el
ruido de gas se reduce internamente con el uso de un silenciador especialmente diseñado.
Para más información visite: www.EmersonClimate.com/espanol
La vibración asociada a un compresor scroll es generalmente muy baja. El proceso de flujo continuo
baja significativamente la vibración de torsión experimentada por el compresor. Combinando esta
vibración de baja torsión con el uso de contrapesos dinámicamente balanceados que compensan la
rotación interna de los elementos, se pueden alcanzar niveles de vibración estables de menos de las
50 micrones.
9. CONSIDERACIONES DE APLICACIÓN
Tal como se estableció previamente, los compresores scroll son ampliamente utilizados en aire
acondicionado y refrigeración. Aunque no es la intención de este documento considerar todas las
posibles aplicaciones, hay ciertos lineamientos importantes a considerar cuando se diseña un siste-
ma.
Como protección de temperatura, generalmente se recomienda usar un termostato de línea de des-
carga que detenga el compresor si la temperatura de descarga sobrepasa ciertos límites. Algunos
modelos de compresor traen un dispositivo interno de temperatura de descarga de manera estándar.
Generalmente los compresores scroll son fabricados con protección interna del motor o con un mó-
dulo de protección de control externo. Los módulos de control externos normalmente actúan en base
a la variación de la resistencia de una cadena de termistores localizada en el motor, la cual puede
estar en serie o en paralelo.
Los estándares de regulación de seguridad locales generalmente exigen control y corte por alta pre-
sión. En EE.UU., Underwriter Laboratories (UL) requiere el corte mecánico por alta presión.
Los compresores scroll también pueden tener aplicación en una variedad de unidades de múltiples
compresores, como los tándem y los sistemas paralelos. Una consideración importante a tener en
cuenta, cuando se usan compresores scroll en estos tipos de aplicaciones, es el sistema de lubrica-
ción. Los diseños típicos en tándem incluyen tubos de ecualización de aceite para mantener los nive-
les de aceite apropiados. Para las aplicaciones de sistemas paralelos, se usan generalmente disposi-
tivos electrónicos de control del nivel de aceite. En ambos casos, ciertas consideraciones de diseño
del sistema, como el tamaño del separador de aceite, recipientes de aceite, válvulas de corte del flujo
de aceite de retorno cuando el compresor no está operando, entre otras, pueden proporcionar pro-
tección extra y vida adicional a los compresores instalados, aumentando así la vida del sistema.
Una consideración adicional en el diseño de sistemas es la manipulación de impurezas y humedad
que puede mejorar significativamente la vida del sistema y del compresor.
10. FUTURO DEL SCROLL Y DE LOS REFRIGERANTES ALTERNATIVOS
Basados en el éxito del compresor scroll durante la última década, el futuro de este tipo de compre-
sor en todos sus tamaños es en extremo brillante. El rendimiento del scroll y su bajo nivel de ruido
han demostrado que él es claramente superior a otras tecnologías en aire acondicionado y, con al-
gunas mejoras de eficiencia adicionales, también en refrigeración. El scroll es comparable a los
compresores semiherméticos de alta eficiencia de hoy.
Los compresores scroll ofrecen una amplia variedad de opciones en la modulación de capacidad y
en esquemas mejorados de inyección de vapor, que pueden proporcionar un incremento en la efi-
ciencia del compresor y del sistema. Esto es cada vez más importante para cumplir con los requeri-
mientos futuros de conservación de energía y las obligaciones globales para reducir las emisiones de
anhídrido carbónico. Adicionalmente, la tecnología scroll ofrece la mejor opción para diseñar y fabri-
car en el futuro compresores más silenciosos y confiables.
Una ventaja adicional para los compresores scroll en el futuro es el uso creciente de R-410A. El
scroll se ajusta naturalmente a este tipo de refrigerante. Los compresores scroll poseen una mayor
eficiencia isoentrópica con R-410A y son más silenciosos. Incluso comparados con los compresores
Para más información visite: www.EmersonClimate.com/espanol
alternativos a pistón con R-22 actuales, resultan ser más silenciosos hoy; los compresores recipro-
cantes equivalentes demuestran ser entre 6-8 dBA más ruidosos. Los compresores scroll específi-
camente diseñados para el refrigerante R-410A están demostrando ser tan confiables como los
compresores scroll de hoy en día.
BIBLIOGRAFÍA:
Elson, J.P., Hundy, G.F. y Monier, K.J. “Scroll Compressor Design and Application
Characteristics for Air Conditioning, Heat Pump and Refrigeration Applications.”
Proceedings of the Institute of Refrigeration, 1990-91.
Hundy, G.F. y Kulkarni, S. “The Refrigeration Scroll and its Application.”
Proceedings of the Institute of Refrigeration, 1996-97.
Wang, S.K. “The Handbook of Air Conditioning and Refrigeration.”
McGraw Hill, Inc.
Incropera, Frank P. y DeWitt, David P. “Fundamentals of Heat Transfer”
John Wiley and Sons.
Zucker Robert D., “Fundamentals of Gas Dynamics”
Matrix Publishers, Inc.
Para más información visite: www.EmersonClimate.com/espanol
Retorno de Refrigerante Líquido
Una de las Causas Más Frecuentes de Falla
Es cierto que el compresor falló, pero la causa de raíz que
generó el problema está en el sistema y continuará allí, aún
después de haber sido reemplazado el compresor dañado.
Lo peor es que hasta tanto no se efectúen las correcciones
necesarias, las fallas se repetirán. Revisaremos a
continuación los efectos del retorno de refrigerante líquido
en compresores Scroll y Reciprocantes, además de como
prevenirlo.
Efecto del Retorno de Refrigerante Líquido en Compresores Scrolls
Este fenómeno se manifiesta cuando el refrigerante retorna al compresor sin
haberse evaporado totalmente. En sistemas de aire acondicionado del tipo
Bomba de Calor, algo de retorno de refrigerante líquido podría ser aceptable
siempre y cuando este sea mantenido bajo control mediante un acumulador de
succión. No importa cual sea la capacidad que un compresor Scroll tenga para
manejar refrigerante líquido, siempre será necesario mantener una película
lubricante de viscosidad adecuada entre superficies móviles en contacto, ya sea
en los bujes o entre el borde de una espiral y la superficie opuesta en contacto
para evitar desgastes prematuros y sus consecuencias. Las posibles causas del
retorno de refrigerante pueden ser:
1. Exceso de Carga de Gas Refrigerante
2. Flujo de Aire Inadecuado a través del Evaporador
3. Ajuste o Selección Incorrecta del elemento de expansión.
Cualquiera de estas causas puede hacer que el refrigerante líquido que regresa
al compresor como consecuencia de ellas, diluya el lubricante hasta el punto de
afectar la resistencia de la película lubricante, generándose desgastes
prematuros en las espirales como los mostrados en las fotos que acompañan
este artículo. El enfriamiento del compresor es una consecuencia secundaria del
retorno de refrigerante líquido, lo cual propiciará la migración de gas refrigerante
durante los períodos de parada. Este efecto traerá aparejado arranques
inundados con serios riesgos de golpes de líquido, acortando la vida útil del
compresor.
Para más información visite: www.EmersonClimate.com/espanol
Los compresores Scroll de Copeland tienen tres partes
móviles que son afectadas por el retorno de refrigerante
líquido. El eje, el manguito conductor y la espiral móvil.
El retorno de refrigerante líquido causa marcas evidentes
en los bordes de la espiral. El líquido refrigerante "lava"
la película lubricante que separa superficies móviles, lo
cual genera roce y desgaste.
El retorno continuo de refrigerante líquido erosionará el
borde de las espirales.
El puerto de descarga en un compresor Scroll se
encuentra en el centro de las espirales. Allí, una
pequeña porción de la involuta de la espiral no tiene
contacto con la espiral opuesta. Esta pequeña porción no
mostrará desgaste como el resto del borde la espiral, lo
cual indica la cantidad de material desprendido y
arrastrado por el retorno de refrigerante líquido .
Manguito y Bujes
El manguito conductor se instala en el extremo del eje,
dentro del buje conductor debajo de la espiral móvil. Esta
es una vista de la superficie del manguito desgastada
debido a la lubricación deficiente causada por la dilución
de la película lubricante.
El buje conductos está soportado en acero y bronce, el
cual es cubierto por una capa de "Teflon" que hace las
veces de lubricante en condiciones exigidas de
lubricación.
En este caso, el bronce se hace visible debido a que parte de la cubierta de
"Teflon"ha sido desprendida debido al desgaste.
Para más información visite: www.EmersonClimate.com/espanol
Si el retorno de refrigerante líquido continúa, la capa de
"Teflon" desaparece por completo, dejando el bronce al
descubierto.
Aquí el desgaste es mucho más severo y puede
ocasionar un funcionamiento ruidoso. Si el retorno de
refrigerante continúa, el desgaste alcanzará la superficie
del alojamiento donde el buje está instalado y provocará
finalmente una rotura.
Efecto del Retorno de Refrigerante Líquido en Compresores Reciprocantes
Existen más superficies cargadas y partes móviles
afectadas por el retorno de refrigerante líquido en este
tipo de compresores. Este es un ejemplo de desgaste en
la superficie de una biela en contacto con el cigüeñal.
Puede observarse el desprendimiento de material
causado por la dilución de la película lubricante y el
arrastre de material debido al retorno de refrigerante
líquido.
Este es un típico ejemplo de un alojamiento de perno de
pistón en una biela. El desgaste a ovalizado el
alojamiento, el compresor se vuelve ruidoso e ineficiente,
ya que el pistón no puede completar su carrera
adecuadamente y deja gas atrapado dentro del cilindro.
Junto con el alojamiento, el perno de pistón también se
desgasta
Aquí se muestra el desgaste en el área del cigüeñal en
Para más información visite: www.EmersonClimate.com/espanol
contacto con el buje principal. Durante un retorno de
refrigerante líquido, esta área del cigüeñal es la que menos
lubricación recibe, ya que es la que se encuentra más
alejada del punto desde donde el lubricante es tomado del
cárter..
Si el cigüeñal se desgasta, el buje principal también lo
hace, hasta que el rotor instalado en el extremo del
cigüeñal toca al estator, lo cual genera que el compresor
falle eléctricamente (compresor a tierra).
Sobrecalentamiento - Medición
El sobrecalentamiento es la diferencia entre la temperatura medida sobre la
tubería de succión y la temperatura de saturación correspondiente a la presión
de succión. La medición del sobrecalentamiento es clave para determinar si
existe líquido refrigerante retornando al compresor, mientras éste está operando.
Ejemplo Práctico
Para más información visite: www.EmersonClimate.com/espanol
IMPORTANCIA DEL SUBENFRIAMIENTO DE LÍQUIDO
Se define como Subenfriamiento de Líquido en un sistema, al valor de temperatura (°F ó °C) de un
refrigerante en estado líquido al quitarle calor sensible a partir de su punto de 100 % de saturación Empieza
dentro del Condensador con líquido 100 % saturado, hasta el Dispositivo de Control de Líquido. Ver Fig 1.
Subenfriamiento
• Se Remueve Calor del Subenfriamiento
refrigerante Líquido, que
Ejemplo: Condiciones R-22 ; 280.0 PSIG
Causa que su Temperatura
Disminuya Abajo de su Temperatura de la Línea = 120 °F
Temperatura de
120 °F 280 psig
Saturación
• La Tabla P/T no se
aplica, la temperatura
se disminuye sin disminuir De la Tabla a 280 psig ⇒ 125 °F
La Temperatura de la Línea = 120 °F
su presión. 5 °F
El Refrigerante está Subenfriado 5 °F
Fig # 1.
Una vez que el vapor saturado dentro del Condensador comienza a cambiar de fase a liquido saturado, el
subenfriamiento empieza a ocurrir y calor sensible se rechaza, Recordar que Calor Sensible es calor que
causa un cambio de temperatura, por lo que una disminución en temperatura de líquido saturado en el
condensador se considera subenfriamiento
Consideraremos dos tipos de Subenfriamientos A.- Subenfriamiento en el Condensador, y B.-
Subenfriamiento total.
SUBENFRIAMIENTO EN EL CONDENSADOR. El subenfriamiento del líquido dentro del condensador,
puede ser determinado mediante la diferencia de temperatura de condensado, y la del líquido a la salida del
condensador. Cuando el refrigerante es subenfriado no tiene perdida en su presión de vapor, por lo que
tabla (para cada refrigerante en particular) de la relación P/T presión y temperatura, no es aplicable, ver Fig.
# 1. La temperatura de líquido a la salida del condensador debe ser medida mediante un termistor, ó un
termocople para obtener una buena precisión. Por otro lado la temperatura de condensado debe ser obtenida
mediante la medición con un manómetro la presión de condensado del sistema de refrigeración, y con este
valor de presión determinar la temperatura en la tabla P/T, ya qué en condición de saturación existe la
relación P/T presión y temperatura.
Ejemplo # 1
Determinar el subenfriamiento en el condensador si la presión de descarga es 211.0 psig y la temperatura
del refrigerante tomada con termistor en el tubo de salida del condensador es 95.0 °F (35.0 °C) (despreciar
la caída de presión en el condensador).
De la Tabla del refrigerante R-22, a 211.0 psig corresponde una temperatura de condensación de saturación
de 105 °F por lo tanto.
Para más información visite: www.EmersonClimate.com/espanol
Temp de condensado = 105 °F
Temp. de salida del condensador = 95 °F
Subenfriamiento en el condesador 10 °F
EL SUBENFRIAMIENTO TOTAL,: Abarca desde el subenfriamiento del condensador con 100 % líquido
saturado hasta el dispositivo del control de líquido del sistema (válvula de expansión, tubo capilar, etc.), esto
significa que el subenfriamiento total se incluye el del condensador, y el de cualquier otro subenfriamiento
que tenga lugar después de este, se puede subenfriar en el recibidor, en el filtro secador, tubería o línea de
líquido, etc. hasta el dispositivo de control de líquido.
En el caso de tubo capilar como elemento para la regulación del flujo de líquido en el sistema, su
funcionamiento es complejo y depende del subenfriamiento de liquido en su entrada, el subenfriamiento
continua a todo lo largo del tubo capilar, por simplificación se supone que el subenfriamiento termina a la
entrada del tubo, en servicio es muy difícil medir al temperatura a la salida del tubo. El cálculo del
Subenfriamiento Total se hace restando la temperatura a la entrada del elemento regulador de flujo de la
temperatura de condensado (de saturación)
Ejemplo # 2
Cual es el subenfriamiento total, si la presión de descarga en un sistema con refrigerante R-22 es 226.0 psig,
y la temperatura del refrigerante tomada con termistor o termopar en la entrada de una válvula de expansión
es de 90.0 °F.
De la Tabla del refrigerante R-22, a 226.0 psig corresponde una temperatura de condensación de saturación
de 110 °F.
Por lo tanto Temp de condensado = 110 °F
Temp. entrada en la válvula de expansión = 90 °F
Subenfriamiento Total 20 °F
NOTA: Cuando se mida la temperatura a la entrada de una TXV, colocar en el tubo de líquido el termómetro
o termocople de 5 a 8 cm. de ella y aislar el sensor de cualquier ganancia de calor ambiental.
El subenfriamiento en el condensador nos asegura la existencia de líquido en la parte baja a la salida del
condensador, en tal forma que el recibidor o la línea de líquido no se alimenten con vapor refrigerante. Esta
situación también prevé que los gases no condensables salgan del condensador. Este subenfriamiento en
conjunción con la presión de descarga en el condensador nos indica la cantidad de carga de refrigerante en
el sistema (el fabricante del condensador deberá indicar el grado de subenfriamiento permisible, cuando un
sistema de refrigeración o aire acondicionado se carga de refrigerante bajo este procedimiento) Un alto
grado de subenfriamiento en el condensador indica que está inundado de refrigerante, su area efectiva de de
disipación de calor se reduce y su presión será alta, con la consecuente perdida de capacidad del sistema
(un aumento del 10 % en la presión de descarga de un compresor, causa un detrimento en su capacidad
aproximadamente de un 10 %, con una baja en consumo potencia de solo un 7 %, por lo que también baja
la eficiencia).
Si se tuviera un sistema con un exceso de refrigerante. en el que se requiriera un enfriamiento de X Btu,
este exceso se alojaría en la descarga en el condensador (o recibidor), a su vez este exceso disminuiría el
área de disipación de calor del condensador, disminuyendo su capacidad, por lo que para enfriar los X Btu se
requeriría mas tiempo de operación del compresor que nos costaría $ pesos, mas la ineficiencia con un
mayor consumo eléctrico otros $ pesos.
El subenfriamiento en el condensador nos determina con precisión la carga correcta de refrigerante en un
sistema. Cero subenfriamiento en el condensador nos indica que al sistema le falta refrigerante, y se
formaran burbujas de vapor en la línea de líquido. Un subenfriamiento elevado en el condensador nos causa
altas pérdidas económicas y costos de operación (y elevación de la presión de descarga).
Es necesario tomar en cuenta que cuando la temperatura ambiente sube, el valor del subenfriamiento en el
condensador baja. (en el extremo pudiéndose quedar sin refrigerante líquido) Y viceversa cuando la
temperatura ambiente baja el valor del subenfriamiento sube (existiendo mayor cantidad de líquido en el
condensador).
Para más información visite: www.EmersonClimate.com/espanol
La caída de presión en la línea de líquido es causada por cualquier elemento restrictivo, incluyendo filtros
secadores, válvulas, mirillas, líneas estranguladas, curvas torcidas, etc. También caídas de presión debido a
longitud de la tubería, tuberías verticales para subir el refrigerante, pendientes incorrectas, etc. Entre mayor
sea la longitud, y mayor el número de codos y curvaturas en la línea de líquido, mayor es la caída de presión.
Si no hubiese subenfriamiento, el líquido saturado del condensador pasaría a través de estas caídas de
presión, tendería a establecer una más baja temperatura de saturación de acuerdo a su menor presión,
liberando su calor sensible, ocasionando la transformación del refrigerante liquido saturado a vapor.
En otras palabras al bajar la presión del líquido saturado, inmediatamente se evapora, el calor necesario para
esta evaporación es tomado del líquido el cual baja su temperatura a su nueva condición de saturación. Esta
situación se refiere a Enfriamiento Adiabático ya que no hay una ganancia de energía en el líquido, ya que la
energía para evaporar el líquido proviene del mismo líquido...
SUBENFRIAMIENTO
TOTAL Condensador Enfriado
con Aire Vapor Refrigerante
Sobrecalentado
FLUJO
FLUJO
Vapor 100 %
Saturado
Liquido con pocos grados
Recibidor Liquido con mas grados
de Subenfriamiento
de Subenfriamiento
SUBENFRIAMIENTO
DEL CONDENSADOR
Fig. # 2
Siempre que líquido saturado pasé a través de una caída de presión en la línea de líquido, se evaporará
instantáneamente y en consecuencia causará un detrimento en el funcionamiento del sistema. Los
dispositivos para la regulación del flujo de líquido en el sistema experimentan en su entrada una mezcla de
líquido y vapor en vez de liquido solamente. La mezcla líquido – vapor del refrigerante disminuye la
capacidad del sistema, además de un funcionamiento errático.
La Caída de Presión se debe a dos situaciones:
La caída de presión debido a la Fricción en los deferentes elementos tales como: longitud y diámetro de
tuberías, filtros, secadores, codos, curvas, restricciones, etc. esta pérdida de presión o de carga se estima
de acuerdo a la siguiente relación
H ∝ f l/d x v2 /2g
es proporcional a la longitud “l” de la tubería, inversamente a su diámetro “d”, y proporcional a la velocidad
promedio del refrigerante “v” al cuadrado. La pérdida de energía del fluido debido a estas fricciones causa la
perdida de presión, que origina la ebullición instantánea del refrigerante. Tamaños adecuados de tuberías,
filtros limpios que no estén tapados, accesorios sin obstrucciones, disminuyen las caídas de presión. .
Para más información visite: www.EmersonClimate.com/espanol
Caída de Presión Estática Ocurre cuando el refrigerante en la tubería tiene que ascender a una altura
determinada
Supongamos se tiene un sistema operando con refrigerante R-22
con una temperatura de condensado de 105 °F (40.5 °C), que le
corresponde una presión de 210.75 psig, Su densidad = 70.472 lb/ft3
(1.131 gr./cm3). Esto es equivalente a una pérdida de presión de 0.489 psi
por cada pie de altura. Si se tuviese una altura 20 ft. (6.1 m.), se tendría
una pérdida de presión de 10 psi., que en términos de subenfriamiento
significarían una disminución de 4 °F (2.22 °C). Si en la parte inferior Altura
del tubo se tuviese un subenfriamiento de 4 °F, en su parte superior el
refrigerante estaría en ebullición, convirtiéndose en vapor, causando
la falta de operación de la válvula de expansión y del sistema
Altura Vertical (ft)
20 40 60 80 100
Refrigerante Pérdida de Presión Estática (psi)
R-22 10 20 30 40 50
R134a 11 22 33 44 55
Lo anterior nos muestra la importancia de tener un grado de subenfriamiento de un valor tal que nos asegure
liquido subenfriado en el dispositivos para la regulación del flujo de líquido del sistema (válvula de
expansión, tubo capilar, etc). El grado de subenfriamiento en el condensador no debe excederse a un valor
tal que se inunde de refrigerante el condensador, con el consecuente aumento de presión, la pérdida de
capacidad (Btu/h), y pérdida de eficiencia del sistema, por lo qué la carga de refrigerante del sistema debe
controlarse y medirse correctamente para no tener los problemas mencionados. La utilización de un
intercambiador de calor de Emerson Climate Technologies “ALLS Series Liquid Line Stabilizer” funciona
para asegurar un flujo consistente de refrigerante liquido en la válvula de expansión o dispositivo de control
que se use .
Es deseable tener un valor positivo de subenfriamiento total en la entrada del dispositivo de medición de
flujo, ya que por cada grado de aumento de temperatura se tiene también un aumento en la capacidad y
eficiencia del sistema de enfriamiento. La fórmula para determinar el aumento de capacidad en el evaporador
de un sistema, es
Q’A x FA x ∆t + Q’A = QA
donde Q’A = Btu /h a cero grados de subenfriamiento
FA = Factor de aplicación, Alta Temp = 0.009; Media Temp = .0.007; Baja Temp = 0.006
∆t = Grado de subenfriamiento en °F a la entrada de dispositivo de control
QA = Btu /h con el subenfriamiento deseado
Nota: La demostración de esta fórmula se presenta en otro reporte técnico
Ejemplo # 3:
Se tiene un sistema de refrigeración de 63500 Btu/h en alta temperatura y cero grados de subenfriamiento.
¿Cuál seria la capacidad de refrigeración con 8 °F de subenfriamiento?
Aplicando la fórmula = 63500.0 x 0.009 x 8 + 63500 = 68072 Btu/h
Por Ing. Javier Ortega C
21 de febrero de 2005.
Para más información visite: www.EmersonClimate.com/espanol
TEMPERARTURA DE DESCARGA
EN COMPRESORES
Dentro del medio de la refrigeración y aire acondicionado, la falla más frecuente de los
compresores es la de Alta Temperatura de Descarga, en este artículo se trata de describir
las principales razones de este problema.
La temperatura de descarga en un compresor, se ve prácticamente afectada por casi todos
los elementos y parámetros de un sistema, inclusive el refrigerante que se utilice.
La temperatura es el resultado de la generación de calor del compresor, el cual es
inevitable. Todos los procesos termodinámicos producen calor en forma natural, en el
compresor es debido principalmente a la fricción de sus partes, y a la energía de
compresión del refrigerante. Puesto que el punto mas caliente de un sistema de
refrigeración es en el puerto de descarga del cilindro del compresor, el efecto de la alta
temperatura es la pérdida de viscosidad o rompimiento molecular del aceite, las cuales
causan entre otros, la carbonización del plato de válvulas del compresor, acidez y
contaminantes que deterioran y tapan los filtros secadores del sistema, la excoriación de
las partes friccionantes (cilindro en su parte superior con los anillos del pistón),
ocasionado rebabas las cuales cortan el aislamiento de las bobinas del estator causando
cortocircuitos y quemaduras, etc. Estas partículas permanecen con el aceite del
compresor, causando que los bujes, chumaceras, el cedazo de la bomba de aceite se
tapa, disminuyendo el flujo de aceite necesario para la lubricación y enfriamiento del
compresor. El tremendo calor generado causa que las válvulas o Reeds de descarga del
plato se debiliten o ablanden, ocasionando fugas de gas o su rompedura, además
desgaste en los pernos de los pistones, etc.
Debido a la alta temperatura del aceite, y por lo tanto una disminución de su viscosidad, la
lubricación de chumaceras de bielas, bujes del cigüeñal, mecanismos de la bomba de
aceite, etc., se ven seriamente afectados, disminuyendo considerablemente la durabilidad
del compresor. El efecto de la alta temperatura de descarga, o SOBRECALENTAMIENTO
se hace más evidente en los sistemas de refrigeración de baja temperatura, aunque suele
suceder también en los sistemas, de aire acondicionado, y alta y media temperatura, por
ejemplo cuando en estos el condensador es pequeño, su presión de operación será alta, y
tendrá por lo tanto una alta temperatura de condensado A temperaturas internas el
descarga del cilindro de 160 C la película de lubricación es prácticamente evaporada como
el agua en un recipiente a 100 C. Muchos aceites hoy día son resistentes a la formación de
carbón, por lo que las fallas por exceso de temperatura de descarga son difíciles de
diagnosticar, pareciendo que el problema es de otro origen.
La mayoría de los aceites de refrigeración empiezan a carbonizarse alrededor de los 175
C, la situación puede ser peor, pudiendo ser esta temperatura menor con la presencia de
humedad y aire que se dejan dentro de los sistemas. Para estimar la temperatura en forma
aproximada en los puertos de descarga se puede proceder en la siguiente manera. Se
mide primero la temperatura en grados Celsius (°C) en la tubería de descarga del
compresor entre doce y quince centímetros de la salida del compresor, a esta temperatura
Para más información visite: www.EmersonClimate.com/espanol
se le suma trece grados Celsius (C), y nos dará la temperatura aproximada en el puerto
de descarga. Normalmente si esta temperatura en la línea de descarga es de 135 C,
representa fallas. Si es de 120 C está en un nivel de peligro de falla. Si es de 105 C o
menor, se puede esperar una larga vida del compresor. Por otro lado la temperatura en si
del aceite es crítica, su viscosidad decrece mucho al aumentar su temperatura (arriba de
90 C es extremadamente peligroso), si la temperatura es menor, la vida del compresor
será mayor. Largos periodos del compresor con altas temperaturas de descarga (o
Sobrecalentamiento) , no solo tiene efectos nocivos en el compresor, sino en todo el
sistema de refrigeración, el aceite y el refrigerante se descomponen reaccionando
formando ácidos que a su vez vuelven a reaccionar, y así sucesivamente en cadena.
Las altas temperaturas de descarga (en el puerto) son ocasionadas por prácticamente casi
por cualquier problema en el sistema.
La Relación de Compresión de un compresor (RC), se define como la presión absoluta de
descarga entre la presión absoluta de succión.
La combinación de ambas presiones tendrá un efecto en la temperatura de
sobrecalentamiento en la descarga. El aumento de la RC propiciará un aumento en la
temperatura de descarga, por lo que una disminución de la presión de succión, y/o
aumento de la presión de descarga, aumentarán la temperatura de descarga. Como regla
la temperatura de descarga se reduce, aumentado la presión de succión.
En los sistemas de baja temperatura de evaporación (por ejemplo en congelación), la
elevada temperatura del gas de succión en el compresor, causará una elevada
temperatura en su descarga, por lo que es necesario aislar las tuberías de succión, y tratar
de mantener una temperatura de sobrecalentamiento total a la entrada al compresor de
10 C. Mantener una adecuada ventilación en las cabezas del compresor y su motor,
ayudan a bajar la temperatura de descarga, principalmente en estos sistemas de baja
temperatura.
Las causas de la baja presión de succión, son:
Línea de Succión obstruida con alta caída de presión; Filtros secadores de succión y de
líquido tapados; Pérdida del refrigerante; Válvula de Expansión mal ajustada ó
seleccionada; Tamaño evaporador, Tuberías y otras componentes equivocadas, Baja
carga térmica. Temperatura de Bulbo Húmedo. Volumen de aire en el evaporador (un 10%
menos de volumen de aire, será un 10% de menor carga térmica, y por lo tanto menor
presión.
Las cusas de la alta presión de descarga son:
Condensador Bloqueado ó sucio; Tubería de la línea de descarga pequeña; Ventilador del
condensador inoperativo; Carga de refrigerante excesiva; Aire o no condensables en el
sistema; Condensador pequeño.
Los sistemas de baja temperatura de evaporación con Refrigerante R-22 tienen severos
problemas, y requieren mucho cuidado en sus consideraciones de diseño, Si vemos la
Para más información visite: www.EmersonClimate.com/espanol
tabla #1 siguiente, la que muestra algunas de las temperaturas típicas de descarga con
refrigerante R-22
TABLA #1: QUE MUESTRA LAS TEMEPRATURAS DE DESCARGA
DE LOS CILINDROS CON REFRIGERANTE R-22
Temp. del Gas de
Temp. de Temp. de Temp. Típica Temp. de Retorno Necesaria
Saturación Saturación de del Gas de Descarga para
De Succión Condensado Retorno del Cilindro Limitar la Temp, de
C C C C Descarga a 115 C
-40 54.4 18 174 -29
-23.3 54.4 18 138 2
-40 43 18 158 -18
-23.3 43 18 124 10
-12 54.4 18 118 N/R
-12 43 18 104 N/R
N/R = No se Requiere Control
Observando la tabla #1, las temperaturas de descarga para aplicaciones de baja
temperatura son inaceptables, no existe compresor que pueda manejar esta situación
durante la compresión, por lo que es esencial un medio de desobrecalentamiento en la
succión para llevar las temperaturas de succión a la mostrada en la última columna. Un
compresor con desobrecalentamiento es de mayor tamaño, ya que una menor presión de
succión requerirá un compresor de mayor tamaño. El uso de compresores de dos etapas
sería otra forma de resolver el problema cada una con baja relación de compresión, pero el
calor generado por su compresión tiene que ser removido en alguna forma, y se logra
desobrecalentándolo en la primera etapa. Ambos sistemas son prácticamente
equivalentes, siendo el sistema de dos etapas más costoso y un poco más complicado
inicialmente. En consecuencia el riesgo de probabilidad de falla existe tanto para el
compresor de dos etapas, como el de para una sola etapa Las altas temperaturas de
sobrecalentamiento en la descarga pueden ser controladas para compresores de una
etapa, con el sistema DEMAND COOLING de Copeland. Opera a temperaturas de
evaporación menores de 10 °F (12.2 C), inyectando líquido refrigerante dentro del
compresor en su succión, desobrcalentando el gas de succión a la temperatura deseada,
para obtener la temperatura de descarga dentro de límites seguros. El sistema DEMAND
COOLING usa un circuito de control electrónico para inyectar el líquido dentro del
compresor en su succión, solamente cuando se requiera, por lo que la eficiencia del
sistema es mayor comparada con los otros sistemas mecánicos de Desobrecalentamiento.
Se observa que el Refrigerante R-22 sigue siendo una magnifica elección para
aplicaciones de refrigeración de alta temperatura y para aire acondicionado, ya que estos
sistemas son de baja relación de compresión, y sus temperaturas de descarga son bajas
ver Tabla # 1, sin embargo es necesario observar para estas aplicaciones, los demás
elementos y componentes que operen correctamente y sean los adecuados.
Para más información visite: www.EmersonClimate.com/espanol
Para los refrigerantes usados en refrigeración en media y baja temperatura de evaporación
(Ejemplo,- congelados, conservación baja, etc.) Hoy día se utilizan los refrigerantes
R404A, R507, mas apropiados para estas temperaturas, su capacidad (superior) en
Kcal./h (Btu/h) y sus presiones son del mismo orden del R22, siendo sus temperaturas de
descarga en los cilindros menores que las del R-22, para la misma aplicación.
La Tabla # 2 nos muestra algunos valores de temperatura de operación para refrigerantes
R404A y R507, comparados con los de la Tabla # 1
TABLA #2: QUE MUESTRA LAS TEMPERATURAS DE DESCARGA
DE LOS CILINDROS, CON REFRIGERANTE R404A y R507
Temp. del Gas de
Temp. de Temp. de Temp. Típica Temp. de Retorno Necesaria para
Saturación Saturación de del Gas de Descarga del Limitar la Temp, de
De Succión Condensado Retorno Cilindro Descarga a 115 C
C C C C
-40 54.4 18 121 N/R
-23.3 54.4 18 104 N/R
-40 43 18 115 N/R
-23.3 43 18 82.2 N/R
-12 54.4 18 93.3 N/R
-12 43 18 71 N/R
N/R = No se Requiere Control
Se puede observar que las temperaturas de descarga o de sobrecalentamiento con R404A
y R507 tienen valores bajos seguros en comparación del R-22 a los mismos valores típicos
de temperatura del gas de succión a 18 C (65 °F), no requiriendo inyección de refrigerante
o sistema mecánico de desobrecalentamiento en la succión. El refrigerante R502 ha sido
cancelado, y de hecho substituido por el R404A y R507, la Tabla #3 muestra un
comparativo técnico de estos refrigerantes.
Tabla # 3.- R502 v/s R404A y R507- Funcionamiento relativo del ciclo Teórico
Refrigerante R502 R404A R507
Baja Temperatura (1)1
Relación de Capacidades 1.0 1.04 1.07
Relación de Eficiencias 1.0 0.98 0.98
Temp de Descarga K (C) 0 -8.1 -8.3
Baja Temperatura (1)1
Relación de Capacidades 1.0 1.0 1.03
Relación de Eficiencias 1.0 0.95 0.94
Temp de Descarga K (C) 0 -10.7 -11.1
Presión e Saturación
a 20 C, psia 146.63 159.25 162.88
Por Javier Ortega
Julio 29, 2005
Para más información visite: www.EmersonClimate.com/espanol
Extendiendo los Límites
de una Refrigeración Más Eficiente
La primera parte de esta serie de dos artículos, explica cómo la arquitectura de
refrigeración distribuida resurge como una solución eficiente para los sistemas
de refrigeración comercial.
El sistema de refrigeración comercial, por su magnitud y diseño relativamente
complejos, siempre se identifica como la causa principal del alto consumo de energía
en supermercados y comercios minoristas.
Mientras existan oportunidades para reducir la pérdida de energía y optimizar el
rendimiento del sistema, los diseñadores de equipos, ingenieros y fabricantes
continuarán introduciendo nuevos conceptos y tecnologías para conseguir una
operación más eficiente.
Muchas soluciones han sido ofrecidas para enfrentarse al reto de mejorar el
rendimiento en las tiendas de hoy. Lo que vamos a investigar en este artículo no es un
concepto nuevo, sino uno que está recuperando su popularidad. La refrigeración
distribuida ha estado presente por más de cincuenta años en el mercado y ha resurgido
recientemente como alternativa de diseño del sistema.
En teoría, instalar sistemas múltiples de refrigeración por toda la tienda puede reducir
costos de construcción, instalación y energía, mientras ofrece un nivel de flexibilidad
mayor que los pesados sistemas convencionales de centrales de compresores en
Para más información visite: www.EmersonClimate.com/espanol
paralelo. Pero los beneficios de la refrigeración distribuida han sido difíciles de alcanzar
hasta ahora. Gracias al flujo constante de avances en tecnología de los componentes y
en la integración de los sistemas, la idea de dividir la carga de refrigeración en
secciones más pequeñas y manejables, se considera ahora como una solución nueva y
viable para optimizar el rendimiento de una tienda.
Vamos a ver con más profundidad la refrigeración distribuida en cuatro niveles:
• Los beneficios de la arquitectura de refrigeración distribuida.
• La capacidad de integrar los componentes del sistema para obtener un mayor
rendimiento.
• El impacto de un equipo más confiable en el rendimiento de un sistema.
• Cómo se verá un sistema de refrigeración distribuida en el futuro y cómo
beneficiará a los operadores de tiendas.
Ventajas de un Sistema Distribuido
La tendencia de la industria del supermercadismo actual, hace que las tiendas vean de
forma diferente el impacto que el diseño del equipo tiene sobre las ventas. Las tiendas
quieren distinguirse ofreciendo áreas especializadas como cafés, comida gourmet para
llevar, bares sushi y otros servicios generalmente dependientes de la refrigeración.
Para más información visite: www.EmersonClimate.com/espanol
Esta diversidad requiere flexibilidad en la ubicación y distribución de aplicaciones de
baja y media temperatura. Por sus mismos principios de diseño, la arquitectura de
refrigeración distribuida concuerda más con la nueva orientación que el negocio de los
supermercados está tomando.
Cuando hablamos de rendimiento, hay dos beneficios inmediatamente
asociados con los sistemas distribuidos: la optimización de la presión de succión y la
reducción de la caída de presión en la línea de succión. En primer término, la
arquitectura distribuida ofrece una mayor facilidad para seleccionar la presión de
succión. Los casos de operación con varias temperaturas de evaporación en sistemas
paralelos pesados, resultan muchas veces en una falta de rendimiento del sistema. El
enfoque tradicional fue dividir el colector de succión en tantos circuitos como diferentes
temperaturas de evaporación se encuentren e instalar válvulas reguladoras de la
presión de evaporación en cada circuito.
Desde el punto de vista del compresor hay una mayor pérdida de carga en la
línea de succión cuando el refrigerante se expande a través de dicha válvula
reguladora. Estas caídas de presión fueron vistas como razonables para un sistema de
compresores en paralelo que ofrece altos niveles de rendimiento. En una situación
ideal, un sistema distribuido puede ser optimizado para evitar la instalación de las
válvulas reguladoras de presión de evaporación y anular la re-expansión del
refrigerante en las líneas de succión.
También, la refrigeración distribuida es más eficiente que el diseño tradicional de
sistemas paralelos pesados, ya que las líneas más cortas entre el equipo y los
exhibidores refrigerados, resultan en una menor caída de presión en las líneas de
succión. Menos metros de tubería de menor diámetro pueden generar ahorros múltiples
para el operador de una tienda, que pueden llegar a representar hasta un 40% del
costo de materiales y un 50% menos de carga de refrigerante.
Además, menos soldaduras reducen la posibilidad de fugas de refrigerante. Así como
la arquitectura distribuida ofrece ventajas de rendimiento, hay algunos componentes
claves dentro del sistema que, cuando están bien seleccionados e instalados, pueden
proporcionar ahorros de energía adicionales para el supermercado.
Tecnologías que Incrementan el Rendimiento
Dentro de un sistema de refrigeración distribuida, hay dos componentes que tienen un
impacto mayor sobre el rendimiento de la instalación: los compresores y los motores.
Los nuevos desarrollos tecnológicos en estos últimos años han llevado a la
introducción de compresores y motores de alto rendimiento. Vamos a hablar del papel
que desempeña cada uno en mejorar el rendimiento del sistema.
La mayoría de los sistemas de refrigeración comerciales de compresores en
paralelo están constituidos por compresores semi-herméticos gracias a su gran tamaño
e historia comprobada de operación a alto rendimiento. Debido a los avances en
obtener mayor rendimiento en los compresores Scroll de refrigeración, estos están
Para más información visite: www.EmersonClimate.com/espanol
demostrando ser la elección perfecta para los requisitos de rendimiento y confiabilidad
de los sistemas de refrigeración más pequeños.
Debido en parte a estos avances, incluyendo la evolución y el rendimiento
comprobado de las plataformas Scroll y Scroll Digital, los sistemas de refrigeración
distribuida han llegado a ser una propuesta más que interesante tanto en el diseño
como en la modificación de supermercados.
Los grandes compresores Scroll fueron introducidos en aplicaciones de
refrigeración de supermercados a mediados de los años’90 como una opción para
reemplazar a los semi-herméticos. Estos modelos de mayor tamaño no cumplieron con
los niveles de rendimiento de los semi-herméticos y tuvieron ciertos inconvenientes
para cumplir con los requisitos de manejo del aceite de los sistemas pesados de
compresores en paralelo.
La tecnología introducida por Emerson Climate Technologies en su plataforma
de compresores Scroll de menor tamaño, puede ofrecer de un 10% a un 15% de
mejora del rendimiento sobre la tecnología actual de paralelo compacto (basado en un
análisis anual de rendimiento) y se pueden ver cada vez más sistemas de refrigeración
distribuida alrededor del mundo. Los progresos en los sistemas de manejo del aceite
tienen un historial de confiabilidad comprobada que ha superado ampliamente los
requisitos de los sistemas de refrigeración comerciales.
(El análisis energético consiste en tomar los datos climáticos de una ciudad, una
región o un país y dividir el registro histórico de temperaturas de un período de tiempo
específico, normalmente se toma un año, en “paquetes” discretos de temperaturas que
llamaremos “bines”. Por ejemplo, en Dayton – Ohio, en el curso de un año dado, habría
en total 1000 horas en las que la temperatura varía entre los 70°F y los 75°F.
Cada bin representa la parte de las 8760 horas totales del año en que se espera
que el sistema funcione dentro del rango de temperatura establecida para cada bin. Se
calcula o se comprueba el rendimiento del sistema funcionando durante las horas
asignadas para ese bin. Los resultados se integran para obtener un valor anual de la
capacidad frigorífica y del consumo de energía. La relación entre estos valores es el
factor estacional de rendimiento).
El incremento del rendimiento es un gran incentivo para la utilización del Scroll
en aplicaciones con bajas temperaturas de condensación porque estos compresores no
utilizan el subenfriamiento mecánico tradicional como los semi-herméticos grandes. El
diseño avanzado de supermercados abraza el principio de recuperación de calor
integrada, es decir capturar y utilizar el calor residual del proceso de refrigeración.
Siguiendo este principio, Copeland ha “turbocargado” a su compresor Scroll para
aumentar la capacidad frigorífica por medio de la inyección de vapor aumentada (EVI
por su denominación en inglés: Enhanced Vapor Injection). Los compresores Scroll con
inyección de vapor (EVI), funcionan de manera similar a los compresores de dos
etapas con enfriamiento de la etapa intermedia. Se consigue una capacidad adicional
por efecto del subenfriamiento del líquido con un menor consumo de energía.
Para más información visite: www.EmersonClimate.com/espanol
Así, los beneficios de mayor rendimiento se consiguen sin necesidad de un
compresor de baja. Los compresores Scroll con inyección de vapor aumentada
obtienen el mismo efecto de subenfriamiento que eleva la capacidad del sistema con
un mayor rendimiento al mismo tiempo que se reduce la temperatura de descarga del
compresor.
La tecnología Scroll digital ofrece un nivel adicional de ahorro energético dentro
de sistemas de refrigeración distribuida. Este compresor es el único diseño Scroll con
una capacidad inherente de regular su capacidad frigorífica del 10% al 100%,
manteniendo una velocidad de rotación constante. El Scroll Digital provee un diseño
mucho más sencillo porque modula la capacidad controlando la conformidad axial de
los scrolls en vez de usar la tecnología más costosa de propulsar el motor a una
velocidad variable.
Modular la capacidad, le permite al compresor ajustarse a los requerimientos de
carga brindando un control más preciso de temperatura con menos arranques y
paradas. Puesto que el flujo de masa – o capacidad frigorífica - puede ser modulada
como respuesta a la demanda, este compresor es ideal para los supermercados, donde
las cargas térmicas de los exhibidores refrigerados están cambiando constantemente.
La amplia línea de diseños Scroll de hoy ofrece flexibilidad máxima para el diseñador
de un sistema distribuido. Cualquier combinación de compresores Scroll de plataforma
pequeña, digital o de inyección de vapor aumentada puede ser integrada en el sistema,
dependiendo de la carga frigorífica y de los requerimientos de temperatura.
Motores de Alto Rendimiento, Variadores de Velocidad
Los motores de los ventiladores del condensador representan otra oportunidad para
lograr beneficios de rendimiento en un sistema de refrigeración. Los motores de alto
rendimiento y los variadores de velocidad pueden aumentar el rendimiento hasta un
Para más información visite: www.EmersonClimate.com/espanol
5%, ya que los motores de ventilador consumen una gran cantidad de energía dentro
del sistema de refrigeración.
Hay que considerar dos opciones para el motor de velocidad variable: los
motores de imán permanente sin escobilla (BPM) y los motores asincrónicos. Los
motores BPM ofrecen un rendimiento más alto, pero tienen un mayor costo inicial. Los
imanes instalados en el rotor están diseñados para reducir las pérdidas y producir
rendimientos más altos.
Otra ventaja tecnológica del motor BPM es un perfil de rendimiento que
permanece casi constante a través de una amplia gama de velocidades de operación
comparada con otras tecnologías. Esencialmente, el rendimiento del motor disminuye
en un grado sensiblemente menor a la reducción de velocidad.
Los motores de inducción son menos costosos que los motores BPM pero en
general, son de un 3% a un 5% menos eficientes. Los motores asincrónicos pueden ser
de varios tipos, incluyendo el de polo de sombra, capacitor permanente y trifásicos. El
diseño de polo de sombra puede llegar a ser del 50% a un 60% menos eficiente que el
motor BPM.
Más allá de la tecnología de los motores, la tecnología de variación de la velocidad
puede ofrecer aún mayor ganancia en el rendimiento. Se puede eliminar entre una
tercera parte y hasta dos terceras partes de la energía consumida por los motores del
condensador por medio de la aplicación de variadores de velocidad.
Los variadores de velocidad regulan la velocidad de los ventiladores del
condensador regulando el flujo de aire y así la capacidad del condensador. La
reducción de la potencia en los ventiladores puede ser drástica como está indicado en
el diagrama, basada en los resultados de una prueba realizada en un supermercado
moderno de 63000 pies cuadrados sobre las estrategias de control de velocidad de los
ventiladores del condensador mediante el control de la temperatura diferencial de
condensación.
Para un requerimiento del 60% de la capacidad del condensador, el control de
velocidad variable requiere alrededor del 20% de la potencia total de ventiladores del
condensador, mientras que el ciclado presostático de los ventiladores requiere casi un
60% de la misma. Esto puede ser una fuente principal de ahorro de energía en el
supermercado típico de hoy.
Los variadores de velocidad simplifican el control de los ventiladores y por ende
el control de capacidad del condensador y hacen más fácil implementar la estrategia de
control de ventiladores por temperatura diferencial de condensación. Cambiar la
estrategia de control de los ventiladores del condensador de un sistema de
refrigeración, desde un control de la presión de condensación a un control de la
temperatura diferencial (donde la temperatura diferencial es la diferencia entre la
temperatura ambiente y la temperatura de saturación del refrigerante en el proceso de
condensación) puede reducir drásticamente el uso energético de los ventiladores y
aumentar el grado de rendimiento energético (EER) del sistema de refrigeración.
Para más información visite: www.EmersonClimate.com/espanol
Esta estrategia ahorra energía permitiendo a los ventiladores del condensador
apagarse o disminuir su caudal cuando las cargas térmicas del condensador son
bajas.(cuando las tiendas están cerradas, o cuando se está llevando a cabo un
descongelamiento por gas caliente o cuando se activa la recuperación de calor) aunque
las temperaturas ambientales sean altas.
Obteniendo un Real Ahorro de Energía.
El ahorro que se puede obtener por medio del control del diferencial de temperatura
(DT) del condensador en un supermercado determinado depende:
• del diferencial de temperatura (DT) real del condensador (la diferencia de
temperatura de diseño menos la perdida de efectividad por la acumulación de
polvo y degradación de la superficie).
• de la temperatura ambiental media (el ahorro será mayor cuanto más cálido sea
el clima si lo comparamos con un sistema de control presostático convencional).
• de la relación entre la potencia de los motores del condensador en proporción a
la capacidad de emisión de calor del mismo.
• de la mínima presión admisible para el lado de alta
El uso de una estrategia de control de la temperatura diferencial para los ventiladores
del condensador, automáticamente minimiza la potencia total consumida sumando la
de los compresores y la de los ventiladores del condensador. No hay otra estrategia
que pueda lograrlo para todas las condiciones de carga frigorífica y para todas las
condiciones ambientales exteriores.
Sin embargo, para asegurar que se mantenga la confiabilidad del sistema, la
estrategia de control por temperatura diferencial se cambia automáticamente por un
control presostático tradicional si las presiones de condensación del sistema se
acercaran a los límites de diseño durante períodos de temperatura ambiental
extremadamente fríos o calientes.
Mientras que el control por DT de los ventiladores del condensador es la mejor y
única manera de reducir el consumo total de energía de una unidad condensadora de
refrigeración a niveles mínimos, esta estrategia de control no se puede llevar a cabo
perfectamente utilizando los algoritmos de control disponibles actualmente en los
controladores electrónicos existentes. Esto es debido al hecho que el punto de seteo
óptimo para el DT, está afectado por algunas variables incontrolables del sistema,
como la capacidad y/o condición del condensador y la carga frigorífica instantánea del
sistema.
Cuando estas variables cambian, también lo hace el valor óptimo del DT. Para
los sistemas de refrigeración de supermercados con potencias de ventilador
relativamente altas y un bajo rendimiento de los condensadores – el estándar corriente
de la industria – este cambio del punto de trabajo óptimo en el DT puede llegar a ser de
5°F a 6°F.
Para más información visite: www.EmersonClimate.com/espanol
Los ingenieros de sistemas de control y de refrigeración, que están
desarrollando los nuevos sistemas distribuidos de hoy, han respondido recientemente a
este reto desarrollando un nuevo algoritmo de control por diferencial de temperatura
flotante, que funciona de manera similar a los algoritmos de presión de succión flotante
existentes. Este control único de la capacidad del condensador, eliminará
complicaciones en la calibración de la instalación, en incertidumbre del técnico de
servicio y en las pérdidas de energía asociados con la aplicación de la estrategia de
control por diferencial de temperatura del pasado.
La segunda parte tratará sobre la tecnología que contribuye a la eficiencia energética
de los sistemas distribuidos.
Tom Crone dirige la división Design Services Network and Integrated Products
Business de Emerson Climate Technologies.
Para más información diríjase a: www.emersonclimate.com
Para más información visite: www.EmersonClimate.com/espanol
Sistemas Distribuidos:
Armando el Rompecabezas
La segunda parte de este artículo sobre las ventajas de la arquitectura de
refrigeración distribuida, abarca los roles que cumplen los componentes de alta
eficiencia y la electrónica del sistema.
La electrónica del sistema es una nueva área a explorar cuando se trata de mejorar la
eficiencia. Así como ha avanzado la tecnología de los sistemas de refrigeración,
también lo hizo el controlador electrónico y su capacidad de integrar a los componentes
críticos como compresores, válvulas, motores y sensores.
Un ejemplo es la válvula reguladora de presión de evaporación electrónica (ESR
por su denominación en inglés: Electronic Stepper Regulator), que utiliza un motor por
pasos de respuesta lineal buscando mantener una presión de evaporación lo más alta
posible. La válvula abre o cierra de forma de obtener el paso exacto necesario para
lograr la temperatura deseada en el refrigerador. Si el refrigerador está demasiado frío,
la válvula cerrará incrementando la presión y por lo tanto la temperatura de
evaporación. Por el contrario, si la temperatura del refrigerador es demasiado alta, la
válvula abrirá provocando el descenso de la presión de evaporación.
Los sistemas con válvulas ESR pueden llegar a controlar la temperatura de un
exhibidor refrigerado con una precisión de un décimo de grado Fahrenheit, una mejora
sustancial sobre las válvulas reguladoras de presión de evaporación mecánicas
convencionales (EPR) que solo pueden mantener una presión de evaporación
constante. Este grado de precisión, reduce la pérdida de producto brindando al
operador un ahorro de dinero y de energía. Si al mismo tiempo se mantiene la presión
de descarga tan baja como sea posible, se reduce la relación de compresión logrando
por último un nivel mayor de eficiencia del sistema.
Dado que las válvulas ESR son controladas electrónicamente por un sistema de
control integrado, no es necesaria la intervención de personal calificado para regular la
válvula como ocurre con las válvulas EPR. Al modular la presión dentro del evaporador,
se reduce el estrés sobre las uniones y la tubería misma, lo que reduce la posibilidad
de costosas fugas de refrigerante.
Reducir los descongelamientos ahorra energía
El descongelamiento de un sistema,
siempre ha sido un foco de atención
cuando se trata de ahorrar energía y el
control del ciclo de descongelamientp
por tiempo ha sido el estándar de la
industria. El método básicamente
consiste en asignar varios períodos a lo
largo del día que oscilan entre los 15 y
los 90 minutos de duración donde se
interrumpe la refrigeración en una línea
de exhibidores para proceder al
descongelamiento del evaporador.
El proceso de descongelamiento,
usualmente requiere la activación de
algún sistema de calentamiento como la
inyección de gas caliente o la aplicación
de calefactores eléctricos lo que
consume una considerable cantidad de
energía. Eliminar los períodos de
descongelamiento sin afectarla calidad del producto ni disminuir el rendimiento
frigorífico ahorraría una gran cantidad de energía.
Los algoritmos de descongelamiento por demanda fueron diseñados para forzar
un ciclo de descongelamiento sólo cuando sea necesario. Generalmente se dispone de
un sensor infrarrojo para monitorear la acumulación de hielo sobre el evaporador.
Cuando se detecta una cantidad de hielo tal que pueda afectar la eficiencia del
refrigerador, automáticamente se da inicio al próximo ciclo de descongelamiento
programado.
La optimización del ciclo de descongelamiento es otro aspecto que los sistemas
de control integrados modernos pueden ofrecer. Las tiendas modernas utilizan una
cantidad cada vez mayor de exhibidores refrigerados, tornando en imprescindible el
optimizar la duración y frecuencia de los ciclos de descongelamiento con el fin de lograr
un manejo eficiente optimizando los coeficientes de utilización de energía.
Si todos los exhibidores de una tienda descongelaran simultáneamente, la
demanda de electricidad se dispararía resultando en altísimos índices de utilización.
Integrando los controladores de los exhibidores en una red de comunicaciones permite
la optimización con una precisión y flexibilidad que nunca antes se pudo lograr.
Las resistencias anti-empañamiento son una necesidad en prácticamente toda
instalación frigorífica que implique la utilización de puertas vidriadas. Estas resistencias
aseguran que la condensación que naturalmente se produce sobre la superficie
vidriada sea eliminada rápidamente al volver a cerrar la puerta. En aplicaciones de baja
temperatura, las resistencias aseguran que no se pegue la puerta debido a la formación
de hielo entre la puerta y su marco.
Críticas como son, son relativamente ineficientes y consumen una importante
cantidad de energía. La utilización de la energía se traduce en otra oportunidad para
controlar el consumo de energía eléctrica de la tienda.
Los fabricantes de controladores para refrigeración desarrollaron métodos para
minimizar el uso de las resistencias anti-empañamiento operándolas solo cuando es
necesario. Ensayado en un supermercado, el controlador de CPC mantuvo las
resistencias anti-empañamiento apagadas algo más del 40% del tiempo. Esto es
equivalente a tener dichas resistencias apagadas por aproximadamente cinco meses
del año mientras se mantiene la calidad de exposición de mercadería que tienen las
puertas.
Integrando los Componentes del sistema
Un simple componente, ya sea un compresor o un motor de alta eficiencia o un
controlador electrónico ultra preciso, puede llegar a tener un gran impacto en un
sistema de refrigeración. Si consideramos el efecto acumulativo que puede producir la
integración de estos componentes dentro de un sistema ya diseñado para optimizar la
presión de succión y reducir las caídas de presión en las líneas, podemos ver el valor
que tiene un sistema de refrigeración distribuida cuando de ahorrar energía se trata.
Los datos recogidos en instalaciones reales nos dicen que hay una gran diferencia en
el costo de la energía entre un sistema convencional de compresores en paralelo y un
sistema de refrigeración distribuida. Cuando se aúnan la última tecnología en
compresores Scroll, ventiladores con control de velocidad variable y control electrónico
de los exhibidores refrigerados en un sistema de refrigeración distribuida que aplique la
técnica de baja presión de condensación, el costo de la energía eléctrica puede
reducirse hasta en un 20%.
Aún puede lograrse un nivel de ahorro superior cuando el criterio de
optimización de la demanda se expande a toda la tienda, desde los compresores hasta
la iluminación, a través de un sistema de control integrado de las instalaciones.
La confiabilidad es la consideración más importante en cualquier instalación de
refrigeración. Además de asegurar que todos los sistemas estén activos y funcionando,
hay circunstancias donde los componentes y un equipamiento confiables también
establecen el rumbo del mejoramiento de la eficiencia.
En los sistemas de refrigeración distribuida esto ocurre de dos formas: en primer
término, cuando los componentes de un sistema
operan confiablemente, conduciendo a mayores
ahorros de energía y costos de mantenimiento y en
segundo término cuando toda la instalación trabaja
de forma más confiable, logrando un estado de
optimización del consumo de energía que brinda un
prolongado retorno de la inversión a través del
tiempo.
Hay numerosos ejemplos donde un componente
confiable tiene también incidencia sobre un
desempeño eficiente de la instalación. El diseño
simple del compresor Scroll lo hace intrínsicamente
más confiable. Un compresor Scroll cuenta solo con
tres partes móviles.
Menos partes móviles implican menor riesgo
de fallas, la supresión de movimientos alternativos
brinda menos vibraciones y dado que no hay pistones para comprimir el gas, no hay
pérdida de rendimiento volumétrico debida a la re-expansión del mismo. El compresor
Scroll carece de válvulas por lo que no hay posibilidad de falla de cierre de las mismas.
Los compresores Digital Scroll son otro excelente ejemplo donde la confiabilidad
impacta directamente sobre la eficiencia. La modulación digital de la capacidad
minimiza los ciclos de arranque-parada, lo que trae aparejados beneficios tanto desde
el punto de vista del ahorro de energía como de la vida útil del compresor.
Todos estos ejemplos se traducen en una reducción directa de costos para la tienda,
especialmente cuando la reducción de costos de mantenimiento se logran a través de
menores índices de falla.
Aplicando tecnologías de ahorro de energía
Pueden lograrse ganancias más significativas cuando un sistema distribuido opera a su
máxima confiabilidad. Como fue destacado anteriormente, los sistemas distribuidos
utilizan menos tubería lo que reduce el riesgo de fugas.
Un nivel de carga correcto, reduce el tiempo de funcionamiento y por lo tanto el
consumo de energía. Un nivel de carga correcto también asegura el correcto
enfriamiento del motor del compresor mediante el gas de retorno, manteniendo la
confiabilidad del sistema. Finalmente un nivel correcto de carga asegura la mejor
conservación de los productos reduciendo el descarte o desperdicio.
Aplicando más tecnologías energéticamente eficientes a sistemas de refrigeración
nuevos o existentes y así generar un ahorro de energía es relativamente sencillo. Pero
mantener esas ganancias ha demostrado ser dificultoso. Algunos puntos de fricción
Incluyen:
• Anular los mandos de velocidad variable
• Subir o bajar el punto de trabajo establecido para la presión de operación
• Deshabilitar los sistemas de control anti-empañamiento o cambiar sus puntos de
trabajo
• Fallas del equipo o problemas con las condiciones de trabajo del mismo
• Condensadores con bajo rendimiento
• Fallas del sistema de control que provoquen un funcionamiento ineficiente.
Una de las mejores maneras de obtener un ahorro de energía y mantener el
rendimiento del sistema es a través del monitoreo permanente del equipo. La primera
línea de defensa es la verificación de la calibración de los puntos de trabajo o “seteo”
mediante una rutina automática de verificación para detectar, corregir y evitar el
corrimiento de esos puntos debido al reajuste o recalibración realizado por personal de
servicio técnico mal informado o mal entrenado.
Si bien los estudios realizados han demostrado que la verificación periódica de
los puntos de seteo ayuda a conservar los ahorros, esta no es la solución total. La
eficiencia del sistema y el ahorro de energía pueden perderse debido a la
superposición de órdenes dadas por el sistema de control o a la operación en modo
manual del sistema aún cuando se mantengan la programación de los
descongelamientos y los puntos de seteo correctos. Fallas en los equipos o ciertas
condiciones ambientales pueden provocar pérdidas adicionales. En estos casos, un
monitoreo de mantenimiento basado en las condiciones del sistema, es una de las
mejores maneras de eliminar el desperdicio de energía.
El algoritmo del monitoreo basado en las condiciones del sistema fue
desarrollado para identificar los problemas que tengan un potencial para erosionar el
ahorro de energía, y en consecuencia, emitir mensajes de advertencia y disparar
alarmas para alertar al operador del supermercado. También puede reenviar la
notificación si el sistema no detecta que el trabajo de reparación se halla efectuado.
Esto requiere la instalación de sensores adicionales para permitir la detección
remota de condiciones de trabajo incorrectas de los equipos que sean los mayores
consumidores de energía de la instalación, debido a roturas, falta de mantenimiento,
falla del sistema de control u operación en manual del sistema.
Los sensores están enclavados en el sistema de refrigeración distribuida, quedando
preparados para detectar condiciones no deseadas y poder así emitir una advertencia
temprana desde el momento mismo de su instalación. El fabricante asegura que serán
tan eficientes en cinco años como en el primer dia de su instalación.
Ultra alta eficiencia en el horizonte
Cuál es la visión para el sistema de refrigeración distribuida del mañana? Cuando todos
los componentes de un sistema de refrigeración de arquitectura distribuida estén
totalmente integrados, la administración de energía se realizará a su más alto nivel.
El máximo objetivo es construir un marco inteligente donde todo, desde los
componentes individuales del sistema de refrigeración al más amplio sistema de
calefacción, ventilación y aire acondicionado, pasando por la iluminación estén
conectados, monitoreados y manejados desde un punto centralizado.
Los propietarios y los operadores de tiendas podrán entonces ver qué locales de su
cadena están funcionando a su máxima eficiencia y cuáles están necesitando de
alguna tarea de mantenimiento, mejora de los equipos o renovaciones para mejorar la
eficiencia de toda la tienda.
La arquitectura de control de administración de sistemas de tiendas, harán de
esta visión una realidad proveyendo una integración sin solución de continuidad de
todos los sistemas de un supermercado. Este grado de conectividad automatiza la
comunicación entre unidades, balanceando cargas, monitoreando el consumo de
potencia y mucho más.
Considere el siguiente panorama: En una tienda inteligente, luego de detectar
que la iluminación del local está operando a su máxima intensidad se pueden evitar
picos de consumo modificando levemente la presión de evaporación del sistema de
refrigeración, sacando algún sistema de servicio adelantando así su descongelamiento,
o disminuyendo la iluminación de algún sector, de forma de balancear el consumo de
energía en un particular período. Este grado de manejo de la energía sólo puede ocurrir
cuando todos los sistemas están comunicados entre sí en tiempo real y durante las 24
horas del día.
La optimización de la eficiencia en sistemas frigoríficos se logra a través de la
integración de componentes más confiables, lo más avanzado en controladores
electrónicos y de servicios de monitoreo inteligentes. Cuando estas piezas se unen en
la creación de nuevos sistemas distribuidos, los operadores de tiendas se beneficiarán
al obtener un menor consumo de energía, menores costos operativos y por ende un
negocio mucho más rentable.
Acerca de Emerson Climate Technologies
Emerson Climate Technologies™, es parte de la familia de Emerson, líder mundial en
soluciones para calefacción, ventilación, aire acondicionado y refrigeración. El grupo
une tecnología avanzada con lo más sofisticado en ingeniería, diseño y servicios. Las
soluciones innovadoras de Emerson Climate Technologies™, gracias al desarrollo de
marcas reconocidas como Copeland Scroll® y White-Rodgers® entre otras, mejoran el
bienestar humano, preservan los alimentos y ayudan a proteger el medioambiente.
Acerca de Emerson
Emerson, cuya sede se ubica en St. Louis Missouri, es el líder mundial en tecnologías y
soluciones innovadoras: automatización industrial; control de procesos; calefacción,
ventilación, aire acondicionado y refrigeración; electrónica y telecomunicaciones;
artefactos y herramientas. Las ventas en el año 2006 fueron $20100 millones.
Tom Crone dirige la división Design Services Network and Integrated Products
Business de Emerson Climate Technologies.
Para más información diríjase a: www.emersonclimate.com/espanol
También podría gustarte
- Puesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208De EverandPuesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208Aún no hay calificaciones
- Manual de instrumentación para aire acondicionado: Del termostato a los sistemas de control y gestión de edificios (BMS)De EverandManual de instrumentación para aire acondicionado: Del termostato a los sistemas de control y gestión de edificios (BMS)Calificación: 2 de 5 estrellas2/5 (1)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- UF0902 - Caracterización de instalaciones de climatizaciónDe EverandUF0902 - Caracterización de instalaciones de climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Manual de RefrigeracionDocumento287 páginasManual de RefrigeracionDiego Trinidad97% (58)
- 7 Compresores10Documento62 páginas7 Compresores10Angel Vazquez83% (6)
- Reinstalacion Split 1 de 2Documento11 páginasReinstalacion Split 1 de 2mapgwarez100% (2)
- Componentes de Refrigeracion FuncionamientoDocumento56 páginasComponentes de Refrigeracion FuncionamientoAquiles Vaeza100% (15)
- Curso Aire AcondicionadoDocumento36 páginasCurso Aire AcondicionadoMario Cambrón100% (21)
- Seleccion Tubo CapilarDocumento1 páginaSeleccion Tubo Capilaraucadenas100% (4)
- Curso de Reparacion de Refrigeradores - Aire FrioDocumento20 páginasCurso de Reparacion de Refrigeradores - Aire FrioArgelio Gracia75% (8)
- Mantenimiento de RefrigeracionDocumento81 páginasMantenimiento de RefrigeracionJunior Enrique Revilla Hernandez94% (18)
- Forma de Calcular El RecalentamientoDocumento2 páginasForma de Calcular El RecalentamientoSantiago Humberto Chau Velásquez95% (39)
- Automatizacion en Refrigeracion IndustrialDocumento36 páginasAutomatizacion en Refrigeracion IndustrialDiego Trinidad100% (24)
- UF0904 - Selección de equipos y elementos en instalaciones de climatizaciónDe EverandUF0904 - Selección de equipos y elementos en instalaciones de climatizaciónAún no hay calificaciones
- UF1027 - Caracterización y selección del equipamiento frigorificoDe EverandUF1027 - Caracterización y selección del equipamiento frigorificoCalificación: 5 de 5 estrellas5/5 (1)
- Mantenimiento correctivo de instalaciones frigoríficas. IMAR0108De EverandMantenimiento correctivo de instalaciones frigoríficas. IMAR0108Aún no hay calificaciones
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- UF1026 - Caracterización de procesos e instalaciones frigoríficasDe EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasCalificación: 4 de 5 estrellas4/5 (1)
- UF2243 - Diagnosis de averías en electrodomésticos de gama industrialDe EverandUF2243 - Diagnosis de averías en electrodomésticos de gama industrialCalificación: 5 de 5 estrellas5/5 (1)
- La bomba de calor. Fundamentos, tecnología y casos prácticosDe EverandLa bomba de calor. Fundamentos, tecnología y casos prácticosCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Mantenimiento de sistemas de climatización. TMVG0209De EverandMantenimiento de sistemas de climatización. TMVG0209Aún no hay calificaciones
- Organización y ejecución del montaje de instalaciones de climatización y ventilación-extracción. IMAR0208De EverandOrganización y ejecución del montaje de instalaciones de climatización y ventilación-extracción. IMAR0208Aún no hay calificaciones
- UF1029 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones frigoríficasDe EverandUF1029 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones frigoríficasAún no hay calificaciones
- UF2239 - Diagnosis de averías en electrodomésticos de gama blancaDe EverandUF2239 - Diagnosis de averías en electrodomésticos de gama blancaAún no hay calificaciones
- Mantenimiento preventivo de instalaciones de climatización y ventilación-extracción. IMAR0208De EverandMantenimiento preventivo de instalaciones de climatización y ventilación-extracción. IMAR0208Calificación: 5 de 5 estrellas5/5 (1)
- RefrigeracionDocumento79 páginasRefrigeracionSergio SaldiviaAún no hay calificaciones
- Idoc - Pub - Accesorios Del Sistema de Refrigeracion 1Documento4 páginasIdoc - Pub - Accesorios Del Sistema de Refrigeracion 1sebastian.aguilera90Aún no hay calificaciones
- Accesorios RefrigeracionDocumento4 páginasAccesorios RefrigeracionOvanio MolinaAún no hay calificaciones
- Función e Importancia de Los Accesorios Del Sistema de RefrigeraciónDocumento8 páginasFunción e Importancia de Los Accesorios Del Sistema de RefrigeraciónChristian Robles100% (1)
- Accesorios Del Sistema de RefrigeraciónDocumento6 páginasAccesorios Del Sistema de RefrigeraciónJ. Reyes Hernandez Cervantes100% (2)
- Accesorios Lineas de RefrigeracionDocumento56 páginasAccesorios Lineas de RefrigeracionArley Salazar HincapieAún no hay calificaciones
- Lab. #3Documento9 páginasLab. #3Adrian EspinosaAún no hay calificaciones
- Laboratorio 3. Refrigerantes.Documento23 páginasLaboratorio 3. Refrigerantes.Isaac GonzalezAún no hay calificaciones
- CompresorDocumento9 páginasCompresorLuisin AAún no hay calificaciones
- Accesorios de Cuarto FrioDocumento16 páginasAccesorios de Cuarto FrioAnonymous tkTGcLAún no hay calificaciones
- Planta de AmoniacoDocumento20 páginasPlanta de AmoniacoLuis Alberto Miranda TerrazasAún no hay calificaciones
- Componentes de Sistemas Hidraulicos y Neumaticos.Documento44 páginasComponentes de Sistemas Hidraulicos y Neumaticos.Cristiano De Jesus Louperz Zenteno100% (1)
- LAB No.4 - Jhonny Jordan - Angel AizpruaDocumento4 páginasLAB No.4 - Jhonny Jordan - Angel AizpruaJhonny E. JordanAún no hay calificaciones
- LAB No.4 - Jhonny Jordan - Angel AizpruaDocumento4 páginasLAB No.4 - Jhonny Jordan - Angel AizpruaJhonny E. JordanAún no hay calificaciones
- Tipos de Infriadores Moises Leal PDFDocumento16 páginasTipos de Infriadores Moises Leal PDFMoises Manuel Leal SalasAún no hay calificaciones
- Practica 1 Potencia FluidaDocumento5 páginasPractica 1 Potencia FluidaEmmanuel MontesAún no hay calificaciones
- Act#1 Sistemas HidraulicosDocumento36 páginasAct#1 Sistemas HidraulicosDaniel LariosAún no hay calificaciones
- HidraulicaDocumento18 páginasHidraulicaManuel Ángel Agredano TorresAún no hay calificaciones
- Elementos Auxiliares Del Ciclo de RefrigeracionDocumento6 páginasElementos Auxiliares Del Ciclo de RefrigeracionRandy GomezAún no hay calificaciones
- en EsDocumento6 páginasen EsIvan Hebrero barcenillaAún no hay calificaciones
- Investigacion Unidad 4 Maquinas de Fluidos Compresibles.16cs016Documento21 páginasInvestigacion Unidad 4 Maquinas de Fluidos Compresibles.16cs016juan vazquezAún no hay calificaciones
- 1f Documento Teorico Bloque 2 ClimatizaciónDocumento40 páginas1f Documento Teorico Bloque 2 ClimatizaciónLuis Angel Villamar TumbacoAún no hay calificaciones
- Ejercicios de Programacion en Consola de C#Documento14 páginasEjercicios de Programacion en Consola de C#Hyron RamiresAún no hay calificaciones
- Diapositivas de Sistema HidraulicoDocumento58 páginasDiapositivas de Sistema HidraulicoHilder Brando Pariacury RinzaAún no hay calificaciones
- La MirillaDocumento7 páginasLa MirillahijosdeazuaraAún no hay calificaciones
- Cuidado y Mantenimiento de Sistemas HidraulicosDocumento4 páginasCuidado y Mantenimiento de Sistemas Hidraulicospaty_cm2100% (1)
- Fluido Hidraulico Antony RivasDocumento21 páginasFluido Hidraulico Antony RivasElias Osorio ValverdeAún no hay calificaciones
- Deshidratacion Del Aire ComprimidoDocumento9 páginasDeshidratacion Del Aire ComprimidoJonathanGutierrezAún no hay calificaciones
- Video 1Documento3 páginasVideo 1camilo calleAún no hay calificaciones
- Deber de Mantenimiento de Aire Del AcondicionadorDocumento9 páginasDeber de Mantenimiento de Aire Del Acondicionadoralex caizaAún no hay calificaciones
- Manual Compresores 2012Documento38 páginasManual Compresores 2012Lubrication´s Room100% (4)
- Calculo de LaminasDocumento6 páginasCalculo de Laminasesteban_f1100% (1)
- Manual Instalacion MinisplitDocumento18 páginasManual Instalacion MinisplitRamiro Fernando Vazquez GomezAún no hay calificaciones
- Fundamentos de Electrotecnia KuznetsovDocumento565 páginasFundamentos de Electrotecnia Kuznetsovesteban_f194% (17)
- Camara de RefrigeracionDocumento132 páginasCamara de Refrigeracionesteban_f1100% (3)
- Manual de Servicio DanffosDocumento208 páginasManual de Servicio Danffosesteban_f1100% (12)
- Ejemplos de Propiedades Mecanicas.Documento4 páginasEjemplos de Propiedades Mecanicas.esteban rojas alcantaraAún no hay calificaciones
- Guia Profesor EleDocumento7 páginasGuia Profesor EleRosselly BriceñoAún no hay calificaciones
- Manual de Izaje AmecoDocumento144 páginasManual de Izaje Amecovictor atete100% (1)
- Evaluación Diagnóstica - 1ero - 2023Documento7 páginasEvaluación Diagnóstica - 1ero - 2023nancy matta guevaraAún no hay calificaciones
- Tema 4Documento7 páginasTema 4no lab vi venirAún no hay calificaciones
- Dop Yogurt BiomixDocumento1 páginaDop Yogurt BiomixGutiérrez Castro Wladymir100% (5)
- Determinaciones en Naranja Con Tecnologias NIRsDocumento67 páginasDeterminaciones en Naranja Con Tecnologias NIRsIvanaColinAún no hay calificaciones
- INSTRUCTIVO OPERACION - LINEA E BlanqueoDocumento5 páginasINSTRUCTIVO OPERACION - LINEA E BlanqueoEduardo Jose UribeAún no hay calificaciones
- Taller Conversion de UnidadesDocumento2 páginasTaller Conversion de UnidadesYenny PamplonaAún no hay calificaciones
- El EurotúnelDocumento6 páginasEl EurotúnelDeisy Carolina NarvaezAún no hay calificaciones
- Taller Dinamica2 PDFDocumento19 páginasTaller Dinamica2 PDFJuanManuelRestrepoHiguitaAún no hay calificaciones
- TDR Elaboración de Expediente Técnico - AsistenteDocumento5 páginasTDR Elaboración de Expediente Técnico - AsistenteEspecialista En Estudios Y Proyectos SedaAún no hay calificaciones
- Pregunta 2 Analisis de CostoDocumento6 páginasPregunta 2 Analisis de CostoMILENA ROJASAún no hay calificaciones
- Diseño Por DesempeñoDocumento4 páginasDiseño Por DesempeñoMaria Alejandra Rivas HueteAún no hay calificaciones
- 1904 Alfredo PoviñaDocumento1 página1904 Alfredo PoviñaANTALGOS S.A.Aún no hay calificaciones
- HematologiaDocumento7 páginasHematologiaRivas NairuskaAún no hay calificaciones
- Biodecodificación - Clase 15Documento16 páginasBiodecodificación - Clase 15FLAVIO ALEJANDRO GONZALEZAún no hay calificaciones
- Evaluacion de Riesgos JucusbambaDocumento10 páginasEvaluacion de Riesgos JucusbambaBilly GsmAún no hay calificaciones
- Curso de Operación Del IFlawDocumento23 páginasCurso de Operación Del IFlawSamir Morales CadilloAún no hay calificaciones
- Tarea 2 Ensayo IIC-2022 5438Documento7 páginasTarea 2 Ensayo IIC-2022 5438Yami AlvarezAún no hay calificaciones
- Tema 1. Números Naturales. Sistemas de Numeración.Documento12 páginasTema 1. Números Naturales. Sistemas de Numeración.Juan Carlos González NavarroAún no hay calificaciones
- Practica Nº4 Físico PresionesDocumento11 páginasPractica Nº4 Físico PresionesManuel Martinez Bueno0% (1)
- Y Si Nos Ponemos de AcuerdoDocumento2 páginasY Si Nos Ponemos de AcuerdoMauricio Sariaga ContrerasAún no hay calificaciones
- PTDI Municipal Cambio ClimáticoDocumento60 páginasPTDI Municipal Cambio ClimáticoCarolina Carmen Ochoa JarautaAún no hay calificaciones
- Practicas 1 y 2 de LiderazgoDocumento4 páginasPracticas 1 y 2 de Liderazgoidkfv100% (1)
- Allplan 2017 - ManualDocumento339 páginasAllplan 2017 - ManualSiler Yhelsin Carrasco Altamirano100% (1)
- TESIS - Daniel FernándezDocumento291 páginasTESIS - Daniel FernándezEnyell Valerio CarranzaAún no hay calificaciones
- Prueba Historia Ubicacion EspacialDocumento4 páginasPrueba Historia Ubicacion EspacialNathalie Lobos EspinozaAún no hay calificaciones
- Eeid Eeid-415 FormatoalumnotrabajofinalDocumento10 páginasEeid Eeid-415 Formatoalumnotrabajofinalawelito calentonAún no hay calificaciones
- 10 Problemas Que Son Comunes en Los Motores DiéselDocumento5 páginas10 Problemas Que Son Comunes en Los Motores DiéselCarola Ortiz MogollonAún no hay calificaciones