También podría gustarte
- Pequeños gnomos con casitas de setas, Patrón de Amigurumi a CrochetDe EverandPequeños gnomos con casitas de setas, Patrón de Amigurumi a CrochetCalificación: 4 de 5 estrellas4/5 (3)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Hoja de Procesos Eje PiñonDocumento9 páginasHoja de Procesos Eje PiñonWalter David QuiñonezAún no hay calificaciones
- Ejercicios MecanizadoDocumento14 páginasEjercicios Mecanizadoromel_02_15100% (2)
- 1234 y Lo Que Siga Que No Se EntiendeDocumento28 páginas1234 y Lo Que Siga Que No Se EntiendeXiomi Rosas Rojas100% (2)
- Semana 15. Proceso de EmbutidoDocumento26 páginasSemana 15. Proceso de EmbutidoJhoel CRAún no hay calificaciones
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAún no hay calificaciones
- Melanie Klein TeoriaDocumento7 páginasMelanie Klein TeoriaDiana GómezAún no hay calificaciones
- Informe Fresa # 4Documento13 páginasInforme Fresa # 4Jose100% (1)
- Proyecto Malecón Margen Izq Río Napo - MarzoDocumento100 páginasProyecto Malecón Margen Izq Río Napo - MarzoWellintong Orlando SalanAún no hay calificaciones
- Cuestiones y Problemas Basicos1pp 2023 RespuestasDocumento12 páginasCuestiones y Problemas Basicos1pp 2023 Respuestasmariafe BellidoAún no hay calificaciones
- Prevención de IncendiosDocumento13 páginasPrevención de IncendiosPeter Johan Jaime HernándezAún no hay calificaciones
- Cuarto EjeDocumento7 páginasCuarto EjeMishu HermozaAún no hay calificaciones
- Programacion Cuarto Eje CNCDocumento10 páginasProgramacion Cuarto Eje CNCRichard MuñozAún no hay calificaciones
- EjercicosDocumento5 páginasEjercicosGuido SujoAún no hay calificaciones
- Actividad 7 AnalisisDocumento6 páginasActividad 7 AnalisisAaron Olan CastellanosAún no hay calificaciones
- Act #7 ManufacturaDocumento10 páginasAct #7 ManufacturaSusana MorenoAún no hay calificaciones
- Calculos Fresa y Seleccuon de FresaDocumento5 páginasCalculos Fresa y Seleccuon de FresaricardoAún no hay calificaciones
- Uniones AtornilladasDocumento30 páginasUniones Atornilladascarlosec980123Aún no hay calificaciones
- Boletin Problemas Sobre Torneado-SolucionesDocumento5 páginasBoletin Problemas Sobre Torneado-SolucionesPedrinho MrAún no hay calificaciones
- Avance Trabajo Grupal - Docx 40-60Documento21 páginasAvance Trabajo Grupal - Docx 40-60LUIS ROLANDY MEDRANO AUCCACUSIAún no hay calificaciones
- Grupo3 TornillosDocumento19 páginasGrupo3 TornillosStaysi Bustos GuerreroAún no hay calificaciones
- Torneado de Formas PDFDocumento8 páginasTorneado de Formas PDFGabriel PumasuntaAún no hay calificaciones
- Boletin de Problemas Sobre Torneado SolucionesDocumento6 páginasBoletin de Problemas Sobre Torneado SolucionesJerry 69Aún no hay calificaciones
- TAREA N°08 Ecuacion de Taylor G2Documento16 páginasTAREA N°08 Ecuacion de Taylor G2LUIS ALBERTO MENDEZ MANTILLAAún no hay calificaciones
- 5-Trabajo de FresadoraDocumento12 páginas5-Trabajo de FresadoraRoony PesantesAún no hay calificaciones
- Apunte Complementario Freadoras. Problemas para CarpetaDocumento5 páginasApunte Complementario Freadoras. Problemas para CarpetaJuan Martín CastroAún no hay calificaciones
- 3ra Practica Dirigida de Fresado 20201Documento2 páginas3ra Practica Dirigida de Fresado 20201Jorge FriasAún no hay calificaciones
- Hoja de Procesos Eje PiñonDocumento9 páginasHoja de Procesos Eje PiñonWalter David QuiñonezAún no hay calificaciones
- Tec Basic FabricacionDocumento4 páginasTec Basic Fabricacionpedro cayoAún no hay calificaciones
- Tema A-Desarrollo-IN179-Examen Final-2020-2Documento6 páginasTema A-Desarrollo-IN179-Examen Final-2020-2Jean GonzalesAún no hay calificaciones
- Cálculo de Parámetros de MecanizadoDocumento5 páginasCálculo de Parámetros de MecanizadoEddy LópezAún no hay calificaciones
- Unidad 47Documento4 páginasUnidad 47David Heredia100% (5)
- S03 - 1 Fresado Moderno de Metales PDFDocumento52 páginasS03 - 1 Fresado Moderno de Metales PDFSantiago Di NardoAún no hay calificaciones
- Informe Fresa # 2Documento10 páginasInforme Fresa # 2PepiurisAún no hay calificaciones
- NOMENCLATURADocumento17 páginasNOMENCLATURABetty CastilloAún no hay calificaciones
- Informe Laboratorio #7 - Procesos IndustrialesDocumento21 páginasInforme Laboratorio #7 - Procesos IndustrialesKathia Lucia Llamoca AranzamendiAún no hay calificaciones
- Segundo Parcial Del Laboratorio de Procesos Industriales IIDocumento4 páginasSegundo Parcial Del Laboratorio de Procesos Industriales IIÁngel Enrique Cabarcas MendozaAún no hay calificaciones
- TP3 Fresado P 1 2 3 y 4 V1Documento12 páginasTP3 Fresado P 1 2 3 y 4 V1Francisco Mones RuizAún no hay calificaciones
- GUIAS DE PRACTICA 7 (2) Final FantasyDocumento13 páginasGUIAS DE PRACTICA 7 (2) Final FantasyVictor DiazAún no hay calificaciones
- Ranurado ExteriorDocumento6 páginasRanurado ExteriorBethza CalamaniAún no hay calificaciones
- 3ra Practica Dirigida de Fresado 20222Documento2 páginas3ra Practica Dirigida de Fresado 20222Ariana AbarcaAún no hay calificaciones
- W Moyolema y J PazmiñoDocumento9 páginasW Moyolema y J PazmiñoAndrésTintín100% (1)
- Unidad IV - Teoria Del Corte - Formulas y EjerciciosDocumento42 páginasUnidad IV - Teoria Del Corte - Formulas y EjerciciosalejandroAún no hay calificaciones
- Ejercicios de ManufacturaDocumento7 páginasEjercicios de ManufacturaMarco MAún no hay calificaciones
- Practico 9 Problemas de Mecanizado TorneadoDocumento10 páginasPractico 9 Problemas de Mecanizado Torneadoalejandro cuellarAún no hay calificaciones
- Torno Fuerza y Potencia de CorteDocumento26 páginasTorno Fuerza y Potencia de CorteAlvaro VargasAún no hay calificaciones
- Mecanizado de BocínDocumento11 páginasMecanizado de BocínwilliamAún no hay calificaciones
- Tiempo de FresadoDocumento3 páginasTiempo de FresadoLuis Espinoza TaboadaAún no hay calificaciones
- Aplicaciones de Operaciones de MecanizadoDocumento10 páginasAplicaciones de Operaciones de MecanizadoJaime Caycho CáceresAún no hay calificaciones
- Fresado-Fuerza, Potencia, Cabezal DivisorDocumento29 páginasFresado-Fuerza, Potencia, Cabezal DivisorCarmens RAún no hay calificaciones
- TP 1. EjerciciosDocumento22 páginasTP 1. EjerciciosFernando GustavoAún no hay calificaciones
- Torno Fuerza y Potencia de Corte PDFDocumento25 páginasTorno Fuerza y Potencia de Corte PDFGloria ChirinosAún no hay calificaciones
- Informe de CAV 4Documento11 páginasInforme de CAV 4anthony quingaAún no hay calificaciones
- Fresado-Fuerza, Potencia, Cabezal DivisorDocumento25 páginasFresado-Fuerza, Potencia, Cabezal DivisorBeto ZegarraAún no hay calificaciones
- Ciclo de Fabricacion Pieza MecanicaDocumento12 páginasCiclo de Fabricacion Pieza MecanicaGerardo Ignacio100% (1)
- Problemas de Calculos de Engranajes Con Potencia y Costos de ManufacturaDocumento7 páginasProblemas de Calculos de Engranajes Con Potencia y Costos de ManufacturaFransDoryamVargasFloresAún no hay calificaciones
- Programas de Fresado CNCDocumento33 páginasProgramas de Fresado CNCMax ChiluisaAún no hay calificaciones
- Proyecto Mecanizado Rueda DentadaDocumento24 páginasProyecto Mecanizado Rueda DentadaFrancis Damian Mejia ValverdeAún no hay calificaciones
- Cuestionario 3 Proceso de Corte de Materiales Fes AragonDocumento5 páginasCuestionario 3 Proceso de Corte de Materiales Fes AragonVANESSA MARTINEZ FLORESAún no hay calificaciones
- Semana 6-Sesión 1Documento37 páginasSemana 6-Sesión 1José María Contreras LaderaAún no hay calificaciones
- Ejercicios Fresado Torneado Taladrado CepilladoDocumento170 páginasEjercicios Fresado Torneado Taladrado Cepillado19100641Aún no hay calificaciones
- Eje CamDocumento10 páginasEje CamErick RobertAún no hay calificaciones
- Métodos ThresholdDocumento1 páginaMétodos ThresholdWellintong Orlando SalanAún no hay calificaciones
- ObjetivosDocumento1 páginaObjetivosWellintong Orlando SalanAún no hay calificaciones
- Formato de Imagen Sin ComprensiónDocumento1 páginaFormato de Imagen Sin ComprensiónWellintong Orlando SalanAún no hay calificaciones
- Conteo de MonedasDocumento2 páginasConteo de MonedasWellintong Orlando SalanAún no hay calificaciones
- Canny Harris Chancusig Herrera Puentes SalanDocumento8 páginasCanny Harris Chancusig Herrera Puentes SalanWellintong Orlando SalanAún no hay calificaciones
- Evaluación de Diseño de Elementos de Maquinas 09 JunioDocumento1 páginaEvaluación de Diseño de Elementos de Maquinas 09 JunioWellintong Orlando SalanAún no hay calificaciones
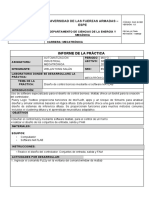
- Universidad de Las Fuerzas Armadas Espe Extensión Latacunga: Automatización Industrial MecatrónicaDocumento22 páginasUniversidad de Las Fuerzas Armadas Espe Extensión Latacunga: Automatización Industrial MecatrónicaWellintong Orlando SalanAún no hay calificaciones
- Ensayo Evolucion de La CalidadDocumento2 páginasEnsayo Evolucion de La CalidadEriick CrAún no hay calificaciones
- Definición - Tema - ProyectoDocumento3 páginasDefinición - Tema - ProyectoWellintong Orlando SalanAún no hay calificaciones
- Universidad de Las Fuerzas Armadas Espe Extensión Latacunga: Automatización Industrial MecatrónicaDocumento22 páginasUniversidad de Las Fuerzas Armadas Espe Extensión Latacunga: Automatización Industrial MecatrónicaWellintong Orlando SalanAún no hay calificaciones
- Examen I Parcial Ensayo NormativasDocumento2 páginasExamen I Parcial Ensayo NormativasWellintong Orlando SalanAún no hay calificaciones
- Barriga Jessica Preguntas Guia de EstudioDocumento5 páginasBarriga Jessica Preguntas Guia de EstudioWellintong Orlando SalanAún no hay calificaciones
- Tarea 03 Equipo y Maquinaria IndustrialDocumento4 páginasTarea 03 Equipo y Maquinaria IndustrialWellintong Orlando SalanAún no hay calificaciones
- Clasificación de Formatos de Almacenamiento (ConDocumento11 páginasClasificación de Formatos de Almacenamiento (ConWellintong Orlando SalanAún no hay calificaciones
- Estetica, Escultura ArquitecturaDocumento3 páginasEstetica, Escultura ArquitecturaWellintong Orlando SalanAún no hay calificaciones
- Crakers y HackersDocumento6 páginasCrakers y HackersWellintong Orlando SalanAún no hay calificaciones
- La Artesanía Sustenta A Cuatro SociedadesDocumento2 páginasLa Artesanía Sustenta A Cuatro SociedadesWellintong Orlando SalanAún no hay calificaciones
- Proyecto SocialDocumento15 páginasProyecto SocialWellintong Orlando SalanAún no hay calificaciones
- Arte y Cultura MicenicaDocumento6 páginasArte y Cultura MicenicaWellintong Orlando SalanAún no hay calificaciones
- P1 InformeDocumento19 páginasP1 InformeWellintong Orlando SalanAún no hay calificaciones
- ExposicionDocumento9 páginasExposicionWellintong Orlando SalanAún no hay calificaciones
- Laboratorio Virtual 3Documento6 páginasLaboratorio Virtual 3Wellintong Orlando SalanAún no hay calificaciones
- Quién Soy YoDocumento3 páginasQuién Soy YoWellintong Orlando SalanAún no hay calificaciones
- Herramientas MatematicasDocumento9 páginasHerramientas MatematicasWellintong Orlando SalanAún no hay calificaciones
- Practica 2 MatlabDocumento6 páginasPractica 2 MatlabWellintong Orlando SalanAún no hay calificaciones
- Evall21 - Prueba Herram Matemat - 20jul2020Documento4 páginasEvall21 - Prueba Herram Matemat - 20jul2020Wellintong Orlando SalanAún no hay calificaciones
- Tarea 4Documento4 páginasTarea 4Wellintong Orlando SalanAún no hay calificaciones
- EVALUACION 2do ParcialDocumento3 páginasEVALUACION 2do ParcialWellintong Orlando SalanAún no hay calificaciones
- Wellintong Salán FuzzyDocumento5 páginasWellintong Salán FuzzyWellintong Orlando SalanAún no hay calificaciones
- Presentacion Mapas Secciones y ColumnasDocumento4 páginasPresentacion Mapas Secciones y ColumnasMelvin Vanessa Guerra ArancibiaAún no hay calificaciones
- De La Creatividad ProfesionalDocumento12 páginasDe La Creatividad ProfesionalCarolina RebolledoAún no hay calificaciones
- Ficha 02 Ciencia y Tecnología 25 de MayoDocumento4 páginasFicha 02 Ciencia y Tecnología 25 de MayoJose Gilmer Jimenez BecerraAún no hay calificaciones
- 1 Parte ConsultaDocumento62 páginas1 Parte Consultapublicidadlaroca1Aún no hay calificaciones
- Inventario de Recursos HidricosDocumento11 páginasInventario de Recursos HidricosYosseph Luna LermaAún no hay calificaciones
- Examen Entrada QUIÑONES 2019Documento8 páginasExamen Entrada QUIÑONES 2019Alex FasabiAún no hay calificaciones
- Taller Alcanos Ramificados y Cíclicos Ciclo ViDocumento3 páginasTaller Alcanos Ramificados y Cíclicos Ciclo Vi30022186840% (1)
- S07.s1 Material de Clase Ps - Clase en VivoDocumento70 páginasS07.s1 Material de Clase Ps - Clase en VivoPercy SuarezAún no hay calificaciones
- Trabajo de ElectricidadDocumento4 páginasTrabajo de ElectricidadRobertoJuniorRojasGrandezAún no hay calificaciones
- Inyectables 2Documento62 páginasInyectables 2ismaryAún no hay calificaciones
- Decreto 2270 2012Documento13 páginasDecreto 2270 2012Dndkdkdkdkd0% (1)
- Aplicaciones SemiconductoresDocumento33 páginasAplicaciones SemiconductoresDaniel RodriguezAún no hay calificaciones
- Captura de Pantalla 2023-06-24 A La(s) 14.24.53Documento212 páginasCaptura de Pantalla 2023-06-24 A La(s) 14.24.53Fulthon CajasAún no hay calificaciones
- Protocolo DCCDocumento7 páginasProtocolo DCCjrm123Aún no hay calificaciones
- Tips para Apoyo Psicologico en El Tratamiento Del CancerDocumento4 páginasTips para Apoyo Psicologico en El Tratamiento Del CancerOrientación ScuolaAún no hay calificaciones
- Encuentro CPHS ACHS 2019Documento54 páginasEncuentro CPHS ACHS 2019marioAún no hay calificaciones
- Exoneracion TributariaDocumento96 páginasExoneracion TributariaJuan Manuel Torres LoayzaAún no hay calificaciones
- Analisis de Agua Pozo N°04Documento4 páginasAnalisis de Agua Pozo N°04Rodolfo ManchegoAún no hay calificaciones
- FuturaGrain - FolletoDocumento2 páginasFuturaGrain - FolletoSonia DominguezAún no hay calificaciones
- Resumen de Oncogénesis ViralDocumento8 páginasResumen de Oncogénesis ViralGeronimo TognottiAún no hay calificaciones
- Dios Libra A Isaac de La MuerteDocumento1 páginaDios Libra A Isaac de La MuerteBarbara ChavarriaAún no hay calificaciones
- U1. Fundamentos de AlgebraDocumento14 páginasU1. Fundamentos de AlgebraAle FonsecaAún no hay calificaciones
- Guia 2 Experimentacion Fisica, UnivalleDocumento5 páginasGuia 2 Experimentacion Fisica, UnivalleDaniel LopezAún no hay calificaciones
- Tesis Importante Leer PDFDocumento111 páginasTesis Importante Leer PDFAndre FarfanAún no hay calificaciones
- Pan de Jamón VenezolanoDocumento5 páginasPan de Jamón VenezolanoAna Virginia SalazarAún no hay calificaciones
- Tabla de ConvenciónDocumento5 páginasTabla de ConvenciónRaul Guanin100% (1)
- UNIDAD II Tipos de Sistemas ConstructivosDocumento24 páginasUNIDAD II Tipos de Sistemas ConstructivosElvingOliverNogueraAndradeAún no hay calificaciones