También podría gustarte
- ESTADISTICA Causas Comunes y Causas EspecialesDocumento3 páginasESTADISTICA Causas Comunes y Causas EspecialesgloriaAún no hay calificaciones
- Guia Tecnica para La Elaboracion de Proyectos de Mejora RM N 095-2012MINSADocumento63 páginasGuia Tecnica para La Elaboracion de Proyectos de Mejora RM N 095-2012MINSAmoraro87Aún no hay calificaciones
- Vda Biqs PDFDocumento2 páginasVda Biqs PDFjose augustoAún no hay calificaciones
- 8 Disciplinas GlobalesDocumento89 páginas8 Disciplinas GlobalespewdroAún no hay calificaciones
- Tarjetas Kanban Tema 4Documento12 páginasTarjetas Kanban Tema 4Manuel De Jesús Salas Salas100% (1)
- AQL control calidadDocumento12 páginasAQL control calidadAngel Ignacio Mendoza HernándezAún no hay calificaciones
- Sesion 7 - Six SigmaDocumento86 páginasSesion 7 - Six SigmaManu ReyAún no hay calificaciones
- Metodología DMAICDocumento4 páginasMetodología DMAICShanel LamarAún no hay calificaciones
- Smed Cambio de MoldeDocumento51 páginasSmed Cambio de Moldejose guadlupe ricoAún no hay calificaciones
- PR-012 Servicio de CalibraciónDocumento17 páginasPR-012 Servicio de CalibraciónJORGE ENRIQUE PINZON GARCIAAún no hay calificaciones
- Ingeniería del producto: manual de la asignaturaDocumento42 páginasIngeniería del producto: manual de la asignaturaCuenta PokemonAún no hay calificaciones
- Método Empírico-AnalíticoDocumento4 páginasMétodo Empírico-AnalíticoAnonymous FGzDAs0SoAún no hay calificaciones
- Trabajo EstandarizadoDocumento3 páginasTrabajo EstandarizadofunchesitoAún no hay calificaciones
- Uso de EPPDocumento11 páginasUso de EPPSpic Zayas70Aún no hay calificaciones
- Formel Q.Proveedores. Seat.2010 PDFDocumento30 páginasFormel Q.Proveedores. Seat.2010 PDFJose CepedaAún no hay calificaciones
- Amef para HacerDocumento73 páginasAmef para HacerCheco Gallo RomeroAún no hay calificaciones
- Comunicacion para La CalidadDocumento5 páginasComunicacion para La Calidadakire2308100% (1)
- Herramientas de Mejora y Analisi de ProcesosDocumento12 páginasHerramientas de Mejora y Analisi de ProcesoskmpeeduweeAún no hay calificaciones
- Que son las Core Tools esenciales para la calidadDocumento7 páginasQue son las Core Tools esenciales para la calidadGael MedinaAún no hay calificaciones
- La Prediccion de Yield de ManufacturaDocumento6 páginasLa Prediccion de Yield de ManufacturaEdgar Morales ArguelloAún no hay calificaciones
- Protocolo Tarimas Caidas.Documento4 páginasProtocolo Tarimas Caidas.Francisco Javier Cruz OlveraAún no hay calificaciones
- 8D'S AngelDocumento32 páginas8D'S AngelAngel Aispuro100% (1)
- Ohsas 18001 A Iso 45001Documento58 páginasOhsas 18001 A Iso 45001Anonymous oXhVdX4yH2100% (1)
- Vda 6Documento1 páginaVda 6Emilio HipolaAún no hay calificaciones
- Auditoria de ProductoDocumento24 páginasAuditoria de ProductoIsaac LópezAún no hay calificaciones
- Premios Nacionales e Internacionales de Calidad en El Pais Tema 4.5Documento13 páginasPremios Nacionales e Internacionales de Calidad en El Pais Tema 4.5Diaana Brilly Abarca LautnerAún no hay calificaciones
- Fisica - 1 - Mecanica Guia de EstudioDocumento37 páginasFisica - 1 - Mecanica Guia de EstudioEdison Paulino JimenezAún no hay calificaciones
- Sistemas-De-Embalaje FinalDocumento23 páginasSistemas-De-Embalaje FinalEduardo SoteloAún no hay calificaciones
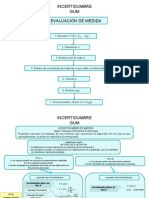
- Incertidumbre (Gum)Documento5 páginasIncertidumbre (Gum)kepamatuteAún no hay calificaciones
- Lean Six Sigma en La Industria Aeronáutica Caso de Estudio Ramp Up Disco Fan Leap 1BDocumento156 páginasLean Six Sigma en La Industria Aeronáutica Caso de Estudio Ramp Up Disco Fan Leap 1Bvictor amador mercadoAún no hay calificaciones
- Ensayos de AptitudDocumento19 páginasEnsayos de AptitudMateo ORAún no hay calificaciones
- Clase 4 Validacion ProcesosDocumento66 páginasClase 4 Validacion ProcesosJaviera Moraga TorresAún no hay calificaciones
- IATF Vs ISO-TSDocumento48 páginasIATF Vs ISO-TSCarlos Arana100% (1)
- Diapositivas RCM y AmefDocumento12 páginasDiapositivas RCM y AmefAnonymous alqbtmrlWnAún no hay calificaciones
- Iso TC-176 SC-2 N-836Documento0 páginasIso TC-176 SC-2 N-836Eddie Ajalcriña BocangelAún no hay calificaciones
- Metricas Del Proceso ActDocumento8 páginasMetricas Del Proceso ActCaLlebDaviid100% (1)
- SokaDocumento4 páginasSokaGamaliel GámezAún no hay calificaciones
- Metodologia Dmaic Tabajo FinalDocumento8 páginasMetodologia Dmaic Tabajo FinalOsvaldo Soto100% (1)
- 8'D (Ejemplo)Documento1 página8'D (Ejemplo)FernandoAún no hay calificaciones
- ISO-9001 Vs IAFT-16949Documento12 páginasISO-9001 Vs IAFT-16949Tamar evansAún no hay calificaciones
- VSM ExposicionDocumento12 páginasVSM ExposicionDiiegoo BaarrancOoAún no hay calificaciones
- CP CPKDocumento42 páginasCP CPKluisAún no hay calificaciones
- Diagnóstico y planificación del SGCDocumento79 páginasDiagnóstico y planificación del SGCRené Oswaldo Chicas GarcíaAún no hay calificaciones
- Capacidad Del ProcesoDocumento21 páginasCapacidad Del ProcesoLuis Guillermo Baquero Burbano100% (1)
- Qué Es CPK AnaDocumento18 páginasQué Es CPK AnaKrishyun AkabaneAún no hay calificaciones
- SMEDDocumento32 páginasSMEDPiura ImagenAún no hay calificaciones
- Diagrama de AfinidadDocumento17 páginasDiagrama de AfinidadCésar Mauricio Torres AriasAún no hay calificaciones
- Poka YokeDocumento20 páginasPoka Yokekatherine acostaAún no hay calificaciones
- Entrenamiento SPC 2008Documento18 páginasEntrenamiento SPC 2008petstarAún no hay calificaciones
- Ejercicios Del Tema de AlmacénDocumento4 páginasEjercicios Del Tema de AlmacénlalitafinaAún no hay calificaciones
- Ejemplo Balanced Score CardDocumento5 páginasEjemplo Balanced Score CardFercho Narváez MosqueraAún no hay calificaciones
- Optimización de procesos en empresa alimenticia mediante herramientas LeanDocumento11 páginasOptimización de procesos en empresa alimenticia mediante herramientas LeanDiego Alejandro Rojas garcia100% (1)
- Orden y Aseo PDFDocumento13 páginasOrden y Aseo PDFElizabeth SanchezAún no hay calificaciones
- Cómo lograr una cultura de calidad total en la empresaDocumento95 páginasCómo lograr una cultura de calidad total en la empresafranzdiaz7314Aún no hay calificaciones
- CACEI - CT MR2018 M1 INTRO Eval y Acred V1.6FDocumento26 páginasCACEI - CT MR2018 M1 INTRO Eval y Acred V1.6FHerrera Jorge AgustínAún no hay calificaciones
- Mediciones Six SigmaDocumento28 páginasMediciones Six SigmaMind´s EyesAún no hay calificaciones
- Aplicación Del SGC ISO 9001 FullDocumento41 páginasAplicación Del SGC ISO 9001 FullErickCochachiLeyvaAún no hay calificaciones
- Tarea 6 Administracion Moderna 1Documento20 páginasTarea 6 Administracion Moderna 1Otto GálvezAún no hay calificaciones
- Foro Semana 5 y 6Documento3 páginasForo Semana 5 y 6GustavoAún no hay calificaciones
- Anexo 2-Diagnostico ISO 9001-2015Documento7 páginasAnexo 2-Diagnostico ISO 9001-2015Mercado CarlosAún no hay calificaciones
- Manual para Codificaciones Vag-ComDocumento15 páginasManual para Codificaciones Vag-ComTestEngine Argentina81% (26)
- Manual de Usuario Del Samsung Galaxy s4 Gt-I9500 PDFDocumento147 páginasManual de Usuario Del Samsung Galaxy s4 Gt-I9500 PDFsalek1989100% (1)
- Diferencias IAT 16949Documento2 páginasDiferencias IAT 16949La MetalurgicaAún no hay calificaciones
- Tuv Sud Iatf16949 QdwebinarDocumento1 páginaTuv Sud Iatf16949 QdwebinarDLAún no hay calificaciones
- Tuv Sud Iatf16949 QdwebinarDocumento1 páginaTuv Sud Iatf16949 QdwebinarDLAún no hay calificaciones
- Diferencias IAT 16949Documento2 páginasDiferencias IAT 16949La MetalurgicaAún no hay calificaciones
- 4.1 ToleranciasDocumento12 páginas4.1 Toleranciascarismendy428Aún no hay calificaciones
- Diagrama de Tortuga PDFDocumento29 páginasDiagrama de Tortuga PDFCHRISTIANAún no hay calificaciones
- Curso Manejo Herramientas Basicas ManualesDocumento77 páginasCurso Manejo Herramientas Basicas Manualesconstructoraluisiana179Aún no hay calificaciones
- Tor Tug ADocumento1 páginaTor Tug ARamonOlazaranMedranoAún no hay calificaciones
- Coeficiente KappaDocumento2 páginasCoeficiente KappaBelizario Ramirez BecerraAún no hay calificaciones
- IATF ReglasDocumento25 páginasIATF ReglasLa Metalurgica100% (4)
- Facultad de Ciencias Económicas y AdministrativasDocumento13 páginasFacultad de Ciencias Económicas y AdministrativasJuan Avilés0% (1)
- Primera Entrega SimulaciónDocumento11 páginasPrimera Entrega SimulaciónSelene Amaya LopezAún no hay calificaciones
- Actividades Propuestas para Grado SextoDocumento21 páginasActividades Propuestas para Grado Sextodaniel-martinez-3851100% (2)
- Plan de Area de Matematicas 2019Documento2 páginasPlan de Area de Matematicas 2019Armando BastillaAún no hay calificaciones
- CIENCIOMETRIA EXPOSICION ACTUALIZDOpptxDocumento15 páginasCIENCIOMETRIA EXPOSICION ACTUALIZDOpptxVanessa Michileno100% (1)
- Sistema Sig Distritos de RiegoDocumento7 páginasSistema Sig Distritos de RiegoFredy Torrealva MezaAún no hay calificaciones
- Arenisca vs carbonato yacimientos de petróleo: una perspectiva global sobre profundidad de porosidad y relaciones porosidad-permeabilidadDocumento13 páginasArenisca vs carbonato yacimientos de petróleo: una perspectiva global sobre profundidad de porosidad y relaciones porosidad-permeabilidadEl Foco RamirezAún no hay calificaciones
- RegresionDocumento50 páginasRegresionCHULON112Aún no hay calificaciones
- El Test de Bender - KoppitzDocumento7 páginasEl Test de Bender - KoppitzAugusto Aaron Ruiz CotosAún no hay calificaciones
- Cuestionario Cap 11Documento4 páginasCuestionario Cap 11Frank ErazoAún no hay calificaciones
- Investigación II: Herramientas para el proyecto de gradoDocumento12 páginasInvestigación II: Herramientas para el proyecto de gradoElmer ComasAún no hay calificaciones
- Informe EstadisticaDocumento11 páginasInforme EstadisticaJHAMER TAIPE BELITOAún no hay calificaciones
- Importancia bioestadística saludDocumento3 páginasImportancia bioestadística saludCopiado GalaxyAún no hay calificaciones
- Estimacion Tamaño MuestraDocumento10 páginasEstimacion Tamaño MuestraKevin GodoyAún no hay calificaciones
- Practica 10Documento13 páginasPractica 10Melissa Guillen AsencioAún no hay calificaciones
- DATO Estadística IDocumento74 páginasDATO Estadística Iedher90Aún no hay calificaciones
- Tarea 3 - María Del Cisne ArmijosDocumento59 páginasTarea 3 - María Del Cisne ArmijosJorge JaramilloAún no hay calificaciones
- Formato 2 - Alineamiento - Formulacion de CompetenciasDocumento3 páginasFormato 2 - Alineamiento - Formulacion de Competenciaswilfredo castillo ortizAún no hay calificaciones
- Practica 03Documento4 páginasPractica 03Raquel Huamán MosqueraAún no hay calificaciones
- Estadistica Descriptiva Finanzas 2017Documento44 páginasEstadistica Descriptiva Finanzas 2017MR 2Aún no hay calificaciones
- Tarea 1Documento3 páginasTarea 1Wences Sánchez JoséAún no hay calificaciones
- Segunda Práctica Estadística I (511-50)Documento4 páginasSegunda Práctica Estadística I (511-50)Joel CFAún no hay calificaciones
- Act 4 EDA8 de MatematicaDocumento2 páginasAct 4 EDA8 de MatematicaJuan David Chaiña UrdaniviaAún no hay calificaciones
- Rci - 121.0403.103 CanoDocumento2 páginasRci - 121.0403.103 CanoFranco ContreAún no hay calificaciones
- 1 Modelo Econométrico para Determinar El Impacto de La Industria Maquiladora en La Generación de Empleos PDFDocumento16 páginas1 Modelo Econométrico para Determinar El Impacto de La Industria Maquiladora en La Generación de Empleos PDFJose Joaquín Ayala AgudeloAún no hay calificaciones
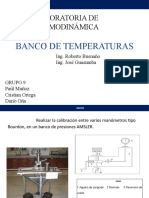
- Grupo9 - Banco de PresionesDocumento19 páginasGrupo9 - Banco de PresionesCRISTIAN FABRICIO ORTEGA LARAAún no hay calificaciones
- Protocolo Colaborativo # 2 Walker C.E.CDocumento2 páginasProtocolo Colaborativo # 2 Walker C.E.CCAMILO ANDRES GARCIA VARGAS ESTUDIANTE ACTIVOAún no hay calificaciones
- Evaluacion de PrototiposDocumento15 páginasEvaluacion de PrototiposRonaldo MartínezAún no hay calificaciones
- Paso 1 PlaneacionDocumento10 páginasPaso 1 PlaneacionYirleza BorjaAún no hay calificaciones
- Libro EconometriaDocumento785 páginasLibro EconometriaAlberto Pozurama0% (2)