También podría gustarte
- Proyecto PokayokeDocumento7 páginasProyecto PokayokeJuan Gaytan0% (1)
- Actividad 2 T1 PDFDocumento5 páginasActividad 2 T1 PDFEddy CarreonAún no hay calificaciones
- CalidadTotalDocumento5 páginasCalidadTotalEduardo Felipe Medel ValenzuelaAún no hay calificaciones
- Actividad 2 Tema 1Documento4 páginasActividad 2 Tema 1Victoria NarvaezAún no hay calificaciones
- Justo A Tiempo Jalar y KanbanDocumento9 páginasJusto A Tiempo Jalar y Kanbanyajhi100% (2)
- 133 405 1 PBDocumento11 páginas133 405 1 PBjhonvmmAún no hay calificaciones
- Ejemplo KanbanDocumento3 páginasEjemplo Kanbanerick apple100% (1)
- TRABAJO Completo Amef, VSM y HeijunkaDocumento48 páginasTRABAJO Completo Amef, VSM y HeijunkaHernández JavierAún no hay calificaciones
- AMEFDocumento12 páginasAMEFLaura AppelAún no hay calificaciones
- ERPDocumento26 páginasERPMaya GarcesAún no hay calificaciones
- Paradigma de Sistemas DurosDocumento8 páginasParadigma de Sistemas DurosLeonardo MedinaAún no hay calificaciones
- Unidad 4Documento46 páginasUnidad 4Mauricio RodriguezAún no hay calificaciones
- Etapas de Un Proyecto de ConsultoriaDocumento7 páginasEtapas de Un Proyecto de ConsultoriaLuisAún no hay calificaciones
- Calidad en La Logistica Unidad 5Documento14 páginasCalidad en La Logistica Unidad 5Cristel FloresAún no hay calificaciones
- Resumen Del ApqpDocumento5 páginasResumen Del ApqpErick DuarteAún no hay calificaciones
- Sistemas de Produccion Tipo KanbanDocumento15 páginasSistemas de Produccion Tipo KanbanEric manciniAún no hay calificaciones
- Unidad 5 Normatividad de La Calidad.Documento9 páginasUnidad 5 Normatividad de La Calidad.Ediitziithaa RamoozsAún no hay calificaciones
- Manufactura EsbeltaDocumento10 páginasManufactura EsbeltaJampier Leon RiosAún no hay calificaciones
- Final Excel PapuDocumento5 páginasFinal Excel PapuCristhianCastroAún no hay calificaciones
- Paradigma de Análisis de Los Sistemas DurosDocumento5 páginasParadigma de Análisis de Los Sistemas DurosirakdcyAún no hay calificaciones
- Resumen Premio Malcom B.Documento4 páginasResumen Premio Malcom B.Erendira ZunoAún no hay calificaciones
- Empresa Dulcafé GeneralidadesDocumento2 páginasEmpresa Dulcafé GeneralidadesMikaela AraujoAún no hay calificaciones
- Ingeniería de la Calidad y Función de PérdidaDocumento1 páginaIngeniería de la Calidad y Función de PérdidaMariela RodríguezAún no hay calificaciones
- AMEF UNAM análisis fallas mejora continuaDocumento6 páginasAMEF UNAM análisis fallas mejora continuaAngmirezAún no hay calificaciones
- Copia de Tema 2.1 Premio Nacional de CalidadDocumento15 páginasCopia de Tema 2.1 Premio Nacional de Calidad007skyline001Aún no hay calificaciones
- Unidad 5Documento22 páginasUnidad 5Citlali Flores100% (1)
- Manufactura EsbeltaDocumento10 páginasManufactura EsbeltamelissaAún no hay calificaciones
- Unidad 1. QFD Eq2Documento46 páginasUnidad 1. QFD Eq2Arisa SuzyAún no hay calificaciones
- Efectividad Global de Los Equipos OEEDocumento17 páginasEfectividad Global de Los Equipos OEEAlejandro Ortega OsornioAún no hay calificaciones
- Origen de Las Relaciones Laborales e AlesDocumento4 páginasOrigen de Las Relaciones Laborales e AlesCristina Torres CorreaAún no hay calificaciones
- Generalidades Iso 9000Documento2 páginasGeneralidades Iso 9000Alvaro Pulido HernandezAún no hay calificaciones
- Los 18 Elementos Del PPAP Son Los SiguientesDocumento2 páginasLos 18 Elementos Del PPAP Son Los SiguientesJhon Valencia VélezAún no hay calificaciones
- AMEFDocumento28 páginasAMEFsalmeleAún no hay calificaciones
- Cuadro Comparativo Precursores y Filosofías de La CalidadDocumento15 páginasCuadro Comparativo Precursores y Filosofías de La CalidadEmanuel Alberto Rendon Avila100% (1)
- Tema 1 Introducción A La Manufactura EsbeltaDocumento39 páginasTema 1 Introducción A La Manufactura Esbeltajoel maximiliano garcia velazquezAún no hay calificaciones
- Investigación MRP MRP II y Erp GpiiDocumento5 páginasInvestigación MRP MRP II y Erp GpiipaolaAún no hay calificaciones
- Apuntes Topicos de CalidadDocumento121 páginasApuntes Topicos de CalidadDaniel Estrada HernándezAún no hay calificaciones
- FASE 2 Diseño de Cadenas LogisticasDocumento11 páginasFASE 2 Diseño de Cadenas Logisticasyenny valenciaAún no hay calificaciones
- Embalaje de Producto TerminadoDocumento9 páginasEmbalaje de Producto TerminadoEma Rangel EstradaAún no hay calificaciones
- Ejemplo Lean Smed 1227242662878920 8Documento39 páginasEjemplo Lean Smed 1227242662878920 8Jose LuisAún no hay calificaciones
- Cuadro 1 Sistemas ProductivosDocumento5 páginasCuadro 1 Sistemas ProductivosMajo Yanez AriasAún no hay calificaciones
- Equipo #3 - FMEA - Gel Antibacterial - Rev. 2Documento4 páginasEquipo #3 - FMEA - Gel Antibacterial - Rev. 2Cristian PonceAún no hay calificaciones
- Actividad 1 InvestiDocumento16 páginasActividad 1 InvestiMartín de Jesús Antemate DomínguezAún no hay calificaciones
- 4.-Productividad Por ObjetivosDocumento15 páginas4.-Productividad Por ObjetivosIvan LopezAún no hay calificaciones
- Quaker State df-40 PDFDocumento38 páginasQuaker State df-40 PDFRodolfo HuitronAún no hay calificaciones
- Unidad 4.premios Internacionales y NacionalesDocumento16 páginasUnidad 4.premios Internacionales y NacionalesjanethAún no hay calificaciones
- Calidad Shigeo ShingoDocumento24 páginasCalidad Shigeo ShingoSocorro Luna MoralesAún no hay calificaciones
- AMEF y VSMDocumento4 páginasAMEF y VSMCarlaPalaciosAún no hay calificaciones
- Mantenimiento de SubestacionesDocumento3 páginasMantenimiento de SubestacionesFalquian De EleniumAún no hay calificaciones
- Dialnet KaizenUnCasoDeEstudio 4541604Documento6 páginasDialnet KaizenUnCasoDeEstudio 4541604Gloria Guadalupe Morales PilladoAún no hay calificaciones
- Unidad 5Documento35 páginasUnidad 5frankAún no hay calificaciones
- Tarea Unidad 3 Solución de Problemas de Manufactura, Nathalie Del Carmen Rivera AmbrosDocumento16 páginasTarea Unidad 3 Solución de Problemas de Manufactura, Nathalie Del Carmen Rivera Ambrosnanako arevirAún no hay calificaciones
- Implementación de Seis Sigma en el departamento de inspección de recibo de Embotelladora Toluqueña S.A. de C.VDocumento20 páginasImplementación de Seis Sigma en el departamento de inspección de recibo de Embotelladora Toluqueña S.A. de C.VKaren LopezAún no hay calificaciones
- Actividad 1 T6Documento5 páginasActividad 1 T6Daniel BrunoAún no hay calificaciones
- Aplicaciones de La SimulaciónDocumento4 páginasAplicaciones de La SimulaciónCarmen Chan100% (1)
- Gráficas de Control para AtributosDocumento16 páginasGráficas de Control para AtributosDaniela RobledoAún no hay calificaciones
- Presentación 3.3 TECNOLOGIAS DE INFORMACION EN BODEGASDocumento12 páginasPresentación 3.3 TECNOLOGIAS DE INFORMACION EN BODEGASLupita Gutierres100% (1)
- 3 Medición y Mejoramiento de La ProductividadDocumento53 páginas3 Medición y Mejoramiento de La ProductividadMi Fa PiacereAún no hay calificaciones
- 4.2 Cuadro ComparativoDocumento2 páginas4.2 Cuadro ComparativojesusAún no hay calificaciones
- Shigeo Shingo y sus aportes al sistema de producción justo a tiempoDocumento34 páginasShigeo Shingo y sus aportes al sistema de producción justo a tiempoOscar RodriguezAún no hay calificaciones
- Clase de Finanzas 5Documento1 páginaClase de Finanzas 5katherine acostaAún no hay calificaciones
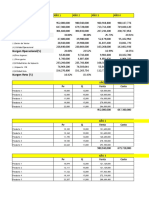
- Balance 2011 - 2013Documento6 páginasBalance 2011 - 2013Andres Felipe Saldarriaga ArenasAún no hay calificaciones
- PV Q Total: (-) Gastos ( ) Resultado OperacionalDocumento4 páginasPV Q Total: (-) Gastos ( ) Resultado OperacionalWILMER ANTONIO FLOREZ HERRERAAún no hay calificaciones
- Clase de Finanzas 3Documento2 páginasClase de Finanzas 3katherine acostaAún no hay calificaciones
- Clase Finanzas 1Documento4 páginasClase Finanzas 1katherine acostaAún no hay calificaciones
- Capitulo1 - InventariosDocumento26 páginasCapitulo1 - Inventariosmaximal25Aún no hay calificaciones
- Capitulo1 - InventariosDocumento26 páginasCapitulo1 - Inventariosmaximal25Aún no hay calificaciones
- FundamentosdelagestiondeinventariosDocumento68 páginasFundamentosdelagestiondeinventariosRobertRodasAún no hay calificaciones
- Sistemas de Inventario Capitulo 5Documento0 páginasSistemas de Inventario Capitulo 5Carlos HernandezAún no hay calificaciones
- Genetica y MendelDocumento9 páginasGenetica y Mendelkatherine acostaAún no hay calificaciones
- Sistemas de Inventario Capitulo 5Documento0 páginasSistemas de Inventario Capitulo 5Carlos HernandezAún no hay calificaciones
- ECONOMIADocumento33 páginasECONOMIAkatherine acostaAún no hay calificaciones
- Genetica ConceptosDocumento13 páginasGenetica Conceptoskatherine acostaAún no hay calificaciones
- Feria Inter DossierDocumento20 páginasFeria Inter DossierVictor LozanoAún no hay calificaciones
- 3° Medio Contabilización de Operaciones Comerciales Guía 8Documento2 páginas3° Medio Contabilización de Operaciones Comerciales Guía 8Arte MalenAún no hay calificaciones
- Programa de Trabajo para CPHSDocumento12 páginasPrograma de Trabajo para CPHSClaudio Poblete LopehandíaAún no hay calificaciones
- Ley Creación Dirección de Obras MunicipalesDocumento14 páginasLey Creación Dirección de Obras MunicipalesReynaldo VallejoAún no hay calificaciones
- SEAMSLESSDocumento2 páginasSEAMSLESSAldo Ilya Vargas VargasAún no hay calificaciones
- CONTRATO DE ARRENDAMIENTO COMERCIAL Con Observaciones MARTHA FRANCODocumento7 páginasCONTRATO DE ARRENDAMIENTO COMERCIAL Con Observaciones MARTHA FRANCOMisiones Regina Pacis ValleduparAún no hay calificaciones
- Visión y Misión de WalmartDocumento1 páginaVisión y Misión de WalmartJose Hernandez67% (3)
- Prácticas de vinculación en Asociación de Empleados UTEQDocumento217 páginasPrácticas de vinculación en Asociación de Empleados UTEQCristhianAún no hay calificaciones
- GB2000 Informe Tecnico Manto AdministracionDocumento5 páginasGB2000 Informe Tecnico Manto Administracionguillen franciscoAún no hay calificaciones
- Eq2 Cap3Documento23 páginasEq2 Cap3Joselyn Aguilar LeyvaAún no hay calificaciones
- RS 278-2019 Anexo 2Documento40 páginasRS 278-2019 Anexo 2Fernando Chiong EspinozaAún no hay calificaciones
- Tema 1.4. Principios Tributarios Fundamentales - Derecho Fiscal II - Instituto Consorcio ClavijeroDocumento3 páginasTema 1.4. Principios Tributarios Fundamentales - Derecho Fiscal II - Instituto Consorcio ClavijeroJuan ReyesAún no hay calificaciones
- Analisis Del Articulo 14 BisDocumento2 páginasAnalisis Del Articulo 14 BisCami malenaAún no hay calificaciones
- Exposicion Grupo 8Documento38 páginasExposicion Grupo 8Raul Alexsander Bueno PerezAún no hay calificaciones
- Guía Práctica #05Documento4 páginasGuía Práctica #05Bryan William OncoyAún no hay calificaciones
- Caso FalabellaDocumento3 páginasCaso FalabellaJaviera RamosAún no hay calificaciones
- Calidad del Proyecto: Preguntas y RespuestasDocumento5 páginasCalidad del Proyecto: Preguntas y RespuestasYanira SegoviaAún no hay calificaciones
- Irpf 1-5Documento71 páginasIrpf 1-5Katherine BaldizonAún no hay calificaciones
- Tarea 2 - 202025 vs1Documento5 páginasTarea 2 - 202025 vs1antonqs0% (3)
- Punto 20 Hasta 40Documento14 páginasPunto 20 Hasta 40Leidy Carballo100% (1)
- TDR Estudio de Mercado para Frutos Amazonicos PasosDocumento5 páginasTDR Estudio de Mercado para Frutos Amazonicos PasosHéctor Flores PérezAún no hay calificaciones
- Propuesta Final Piac 2020 20-02-2020Documento70 páginasPropuesta Final Piac 2020 20-02-2020Brayan Alonzo Huaches LiviaAún no hay calificaciones
- NIIF IFRS9 TallerImplementacion PDFDocumento60 páginasNIIF IFRS9 TallerImplementacion PDFNitzia VazquezAún no hay calificaciones
- Errores en PickingDocumento42 páginasErrores en Pickingandres loperaAún no hay calificaciones
- Importancia de Las Finanzas Publica en La ContabilidadDocumento17 páginasImportancia de Las Finanzas Publica en La ContabilidadJenifer LorenzoAún no hay calificaciones
- Guía No 2. Estudio piloto de mercados, análisis sectorial y presentación de resultados para una ducha termo-sensorDocumento20 páginasGuía No 2. Estudio piloto de mercados, análisis sectorial y presentación de resultados para una ducha termo-sensordavid ballenAún no hay calificaciones
- Diagnóstico Ladrillera ChaquiraDocumento11 páginasDiagnóstico Ladrillera Chaquirasergio andres cifuentes paladinezAún no hay calificaciones
- Los excesos de la construcción y sus impactosDocumento2 páginasLos excesos de la construcción y sus impactosMiguel MolinaAún no hay calificaciones
- Peticion Luis Francisco GarzonDocumento4 páginasPeticion Luis Francisco GarzonOscar Iván Duque DiazAún no hay calificaciones
- Arreglo y Vía Directa de Trabajadores Del EstadoDocumento9 páginasArreglo y Vía Directa de Trabajadores Del EstadoEríck Aléjandro CabAún no hay calificaciones