También podría gustarte
- Informe 2Documento13 páginasInforme 2jfkwhAún no hay calificaciones
- NMX F 462 1984Documento5 páginasNMX F 462 1984marukhabianAún no hay calificaciones
- Consideraciones Generales para Optimizar El Transporte de Mermelada de Fresa A Través de Un Sistema de TuberíasDocumento20 páginasConsideraciones Generales para Optimizar El Transporte de Mermelada de Fresa A Través de Un Sistema de TuberíasjoalrodrAún no hay calificaciones
- Torres Empacadas 3Documento6 páginasTorres Empacadas 3ARMANDO AMERICO MONDALGO LLANCARIAún no hay calificaciones
- Molienda y TamizadoDocumento8 páginasMolienda y TamizadoKaren MariñoAún no hay calificaciones
- Leche en PolvoDocumento20 páginasLeche en PolvoCarla CalvaAún no hay calificaciones
- Ej Exam PDFDocumento0 páginasEj Exam PDFivankennedyAún no hay calificaciones
- Extraccion de Colorante A Partir de La Flor de Jamaica: Universidad Nacional de Ingeniería Facultad de Ingeniería QuímicaDocumento65 páginasExtraccion de Colorante A Partir de La Flor de Jamaica: Universidad Nacional de Ingeniería Facultad de Ingeniería QuímicaPaulita Ines Ventura PayanoAún no hay calificaciones
- Actividad 6.1 JhoscimarDocumento5 páginasActividad 6.1 JhoscimarJhoscimar Ramirez AltamiranoAún no hay calificaciones
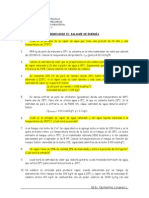
- EjerciciosDocumento2 páginasEjerciciosMaría Fernanda VegaAún no hay calificaciones
- Artículo Cientifico YogurtDocumento37 páginasArtículo Cientifico YogurtMayra Dayana100% (1)
- Equipo para Estudio de Tratamiento Fisicoquimico A Pequeña EscalaDocumento18 páginasEquipo para Estudio de Tratamiento Fisicoquimico A Pequeña EscalaKeylaManriqueAún no hay calificaciones
- Diapositivas II Par. Calidad EstudiantesDocumento320 páginasDiapositivas II Par. Calidad EstudiantesByron Geovanny LlangaAún no hay calificaciones
- 624953362.extracción Sólido - LíquidoDocumento4 páginas624953362.extracción Sólido - LíquidoJosue Hinostroza Quispe0% (1)
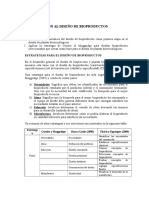
- P1. Introducción Al Diseño de BioproductosDocumento8 páginasP1. Introducción Al Diseño de BioproductosGustavo Torres DíazAún no hay calificaciones
- 003 - Sedimentacion y Centrifugacion - Teoria - Problemas Resueltos y EncargadosDocumento29 páginas003 - Sedimentacion y Centrifugacion - Teoria - Problemas Resueltos y Encargadossofia martinez marcasAún no hay calificaciones
- Analisis Microbiológico de Agua y Hielo para Consumo HumanoDocumento12 páginasAnalisis Microbiológico de Agua y Hielo para Consumo HumanoMaria Del Rosario Vargas MansillaAún no hay calificaciones
- Evaporadores DiscontinuosDocumento5 páginasEvaporadores DiscontinuosJustin VargasAún no hay calificaciones
- Informe ConductimetroDocumento3 páginasInforme ConductimetroSandra Angelit Cp100% (1)
- Informe Proceso de Secado en La Industria LecheraDocumento6 páginasInforme Proceso de Secado en La Industria LecherapatoericoAún no hay calificaciones
- Conductividad Térmica en LíquidosDocumento6 páginasConductividad Térmica en LíquidosAnonymous Zp0K4IAG0s100% (3)
- Cristalizador Tipo OsloDocumento2 páginasCristalizador Tipo OsloAna Gabriela Diaz MarsigliaAún no hay calificaciones
- Práctica Pruebas Afectivas FinalDocumento65 páginasPráctica Pruebas Afectivas FinalDeyde27Aún no hay calificaciones
- Prueba de Alcohol en Leche CrudaDocumento5 páginasPrueba de Alcohol en Leche CrudaIrais Galicia100% (1)
- Seminario Ii-Balance de EnergiaDocumento3 páginasSeminario Ii-Balance de EnergiaOscar Vasquez0% (2)
- Evaporador de Doble EfectoDocumento7 páginasEvaporador de Doble Efectojohaysoleno100% (1)
- Formulación, Aditivos, Balance de Masa para Diseño de Leche CondensadaDocumento87 páginasFormulación, Aditivos, Balance de Masa para Diseño de Leche CondensadaEliana Viveros100% (7)
- Caso Práctico Unidad III 2021Documento5 páginasCaso Práctico Unidad III 2021paolaAún no hay calificaciones
- 14 - Simulador de Un Evaporador de Simple Efecto, para Concentrar Jugos de Frutas y LecheDocumento159 páginas14 - Simulador de Un Evaporador de Simple Efecto, para Concentrar Jugos de Frutas y LecheWilsonMamaniQuispeAún no hay calificaciones
- Taller No. 4 - Reducción de TamañoDocumento3 páginasTaller No. 4 - Reducción de Tamañovaledmt02Aún no hay calificaciones
- Importancia de La Operacion de Los Procesos UnitariosDocumento3 páginasImportancia de La Operacion de Los Procesos UnitariosLuis Gomez Bien100% (1)
- Practica #10 Extracto EtereoDocumento10 páginasPractica #10 Extracto EtereoIsrael Candelario MartínezAún no hay calificaciones
- Actividad 7.1Documento17 páginasActividad 7.1Silvia ArancibiaAún no hay calificaciones
- Practica 2 FiltracionDocumento15 páginasPractica 2 FiltracionCofa MorenoAún no hay calificaciones
- PSICROMETRÍADocumento62 páginasPSICROMETRÍAChapu Mo-VeAún no hay calificaciones
- MERMELADADocumento5 páginasMERMELADALuisFernandoRivero0% (1)
- Destilacion-Diferencial Etanol AguaDocumento11 páginasDestilacion-Diferencial Etanol AguaAlfredo Chavez ValenzuelaAún no hay calificaciones
- Informe Extracción Liquido-LiquidoDocumento10 páginasInforme Extracción Liquido-LiquidoAlberto RaymondAún no hay calificaciones
- MantequillaDocumento7 páginasMantequillaJulio César Barbarán DíazAún no hay calificaciones
- Determinación de La Densidad en El AceiteDocumento9 páginasDeterminación de La Densidad en El AceiteJoséAntonioCastroElíasAún no hay calificaciones
- Practica Curva SecadoDocumento1 páginaPractica Curva SecadoIzabell Villatoro ToledoAún no hay calificaciones
- La Importancia Social e Industrial de La HumidificaciónDocumento2 páginasLa Importancia Social e Industrial de La HumidificaciónAtxelEduiMerinoDeSantiagoAún no hay calificaciones
- Elaboracion de Jamon CocidoDocumento5 páginasElaboracion de Jamon CocidoAlexa MacielAún no hay calificaciones
- Equipos de DestilacionDocumento5 páginasEquipos de DestilacionJulianAguilarFernandez100% (2)
- Simbologia e Instrumentacion para Diagramas de ProcesosDocumento3 páginasSimbologia e Instrumentacion para Diagramas de ProcesosJESUS EMILIO BENAVIDES PATIÑOAún no hay calificaciones
- Proyecto Biodetergente MimanDocumento81 páginasProyecto Biodetergente MimanMiguel Ortega100% (1)
- Hidrólisis Acida Escalonada Del AlmidónDocumento2 páginasHidrólisis Acida Escalonada Del AlmidónFernando OrellanaAún no hay calificaciones
- Calculo de Tiempo de SecadoDocumento22 páginasCalculo de Tiempo de SecadoHalo Prada100% (2)
- Practica 1 Reconocimiento de Sabores Básicos - UmbralesDocumento7 páginasPractica 1 Reconocimiento de Sabores Básicos - UmbralesLiset AltamiranoAún no hay calificaciones
- Ee 5 Experimentos Agitación MezcladoDocumento15 páginasEe 5 Experimentos Agitación MezcladoHelena Vilchez ValdiviaAún no hay calificaciones
- CristalizaciónDocumento12 páginasCristalizaciónhugoAún no hay calificaciones
- Proceso Industrial de La CajetaDocumento13 páginasProceso Industrial de La CajetaOmar Nájera Ochoa100% (7)
- Diagramas de Equilibrio Ps IIIDocumento4 páginasDiagramas de Equilibrio Ps IIIAdi JcAún no hay calificaciones
- Practica 4 CarnicosDocumento10 páginasPractica 4 Carnicosagroindustrias DIA0% (1)
- 1.5 FiltraciónDocumento50 páginas1.5 FiltraciónVictor GuillenAún no hay calificaciones
- Diseño Leche en PolvoDocumento40 páginasDiseño Leche en PolvoHéctor Hernández100% (3)
- I. IntroducciónDocumento104 páginasI. IntroducciónGuillermo Alfonso Saturria FriasAún no hay calificaciones
- Taller Gestion de Operaciones 2Documento7 páginasTaller Gestion de Operaciones 2oirs fray jorgeAún no hay calificaciones
- Proyecto de Yogurt ZanahoriaDocumento33 páginasProyecto de Yogurt ZanahoriaYenilfe Adriana Ramirez MenesesAún no hay calificaciones
- Informe Lacteos MoyobambaDocumento13 páginasInforme Lacteos MoyobambaEnrique Flores RamirezAún no hay calificaciones
- CUADRO DE INDICADORES PARA CG AMB - KME Al 13.04.23 V 2.0Documento348 páginasCUADRO DE INDICADORES PARA CG AMB - KME Al 13.04.23 V 2.0jromero0353Aún no hay calificaciones
- Liquidacion de La Participacion Liquidacion de La ParticipacionDocumento1 páginaLiquidacion de La Participacion Liquidacion de La Participacionjromero0353Aún no hay calificaciones
- Capacitación Sobre Enfoque Basado en Procesos y GdocDocumento17 páginasCapacitación Sobre Enfoque Basado en Procesos y Gdocjromero0353Aún no hay calificaciones
- Carta BienvenidaDocumento1 páginaCarta Bienvenidajromero0353Aún no hay calificaciones
- Estudio de TiemposDocumento17 páginasEstudio de Tiemposjromero0353Aún no hay calificaciones
- Plantilla IshikawaDocumento1 páginaPlantilla Ishikawajromero0353Aún no hay calificaciones
- Participacion en Las Utilidades Por El Ejercicio Gravable 2019 Decreto Legislativo No 892 y Decreto Supremo No 009-98-TRDocumento1 páginaParticipacion en Las Utilidades Por El Ejercicio Gravable 2019 Decreto Legislativo No 892 y Decreto Supremo No 009-98-TRjromero0353Aún no hay calificaciones
- Tarea 3Documento1 páginaTarea 3jromero0353Aún no hay calificaciones
- 02 Estructura de Plan de Tesis - 2020-1Documento4 páginas02 Estructura de Plan de Tesis - 2020-1jromero0353Aún no hay calificaciones
- Ficha de CarcterizacionDocumento4 páginasFicha de Carcterizacionjromero0353Aún no hay calificaciones
- Documento de Aceptación de Condiciones Del Programación de CapacitaciónDocumento3 páginasDocumento de Aceptación de Condiciones Del Programación de CapacitaciónchristianAún no hay calificaciones
- Caso Winfield Refuse ManagementDocumento3 páginasCaso Winfield Refuse Managementjromero0353100% (3)
- Identificación de Cargos - EjerciciosDocumento8 páginasIdentificación de Cargos - Ejerciciosjromero0353Aún no hay calificaciones
- Caso CiscoDocumento9 páginasCaso Ciscojromero0353Aún no hay calificaciones
- Principios de Una AuditoriaDocumento8 páginasPrincipios de Una Auditoriajromero0353Aún no hay calificaciones
- Práctica FacturaciónDocumento6 páginasPráctica Facturaciónjromero0353Aún no hay calificaciones
- Consulta y Averías - Retiro de LocucionDocumento4 páginasConsulta y Averías - Retiro de Locucionjromero0353Aún no hay calificaciones
- Consentimiento Tratamiento Datos Personales, DJ Antecedentes y DJ Antiso...Documento4 páginasConsentimiento Tratamiento Datos Personales, DJ Antecedentes y DJ Antiso...jromero0353Aún no hay calificaciones
- 06 Formato RenunciaDocumento1 página06 Formato Renunciajromero0353Aún no hay calificaciones
- Caso Winfield Refuse ManagementDocumento3 páginasCaso Winfield Refuse Managementjromero0353100% (3)
- CASO - Admisión Por Convalidación de CursosDocumento2 páginasCASO - Admisión Por Convalidación de Cursosjromero0353Aún no hay calificaciones
- 02 Estructura de Plan de Tesis - 2020-1Documento4 páginas02 Estructura de Plan de Tesis - 2020-1jromero0353Aún no hay calificaciones
- Evaluación de Desempeño Nivel Tecnico, Asistente y OperativoDocumento2 páginasEvaluación de Desempeño Nivel Tecnico, Asistente y Operativojromero0353Aún no hay calificaciones
- Evaluación de Desempeño Nivel Tecnico, Asistente y OperativoDocumento2 páginasEvaluación de Desempeño Nivel Tecnico, Asistente y Operativojromero0353Aún no hay calificaciones
- EXA-SGC-F-0001 Evaluación de Desempeño - Jacky Romero v.02Documento3 páginasEXA-SGC-F-0001 Evaluación de Desempeño - Jacky Romero v.02jromero0353Aún no hay calificaciones
- Declaracion Jurada de DomicilioDocumento1 páginaDeclaracion Jurada de Domiciliojromero0353100% (1)
- Resumen ISO 30300Documento13 páginasResumen ISO 30300jromero0353Aún no hay calificaciones
- F-251 Ficha de Inscripción Al Programa de Titulación FormDocumento1 páginaF-251 Ficha de Inscripción Al Programa de Titulación Formjromero0353Aún no hay calificaciones
- Resumen NTP MicroformaDocumento3 páginasResumen NTP Microformajromero0353Aún no hay calificaciones
- Liquidación de Distribución de UtilidadesDocumento1 páginaLiquidación de Distribución de Utilidadesjromero0353Aún no hay calificaciones
- Aprueban El Protocolo de Monitoreo de Biosolidos Resolucion Ministerial No 093 2018 Vivienda 1625694 1Documento1 páginaAprueban El Protocolo de Monitoreo de Biosolidos Resolucion Ministerial No 093 2018 Vivienda 1625694 1Fresia M IngaAún no hay calificaciones
- Kononovich, R Privilegiar La Dimension Deseante en La ParejaDocumento5 páginasKononovich, R Privilegiar La Dimension Deseante en La Parejamilobys mateo morilloAún no hay calificaciones
- Laboratorio de Fisica II N.°1Documento9 páginasLaboratorio de Fisica II N.°1Diego TorresAún no hay calificaciones
- G5-Guía Práctica 07Documento10 páginasG5-Guía Práctica 07Evelyn DìazAún no hay calificaciones
- Atresia IntestinalDocumento18 páginasAtresia IntestinalErik Yañez100% (1)
- Bio FoulingDocumento16 páginasBio FoulingSanderRodriguezJaraAún no hay calificaciones
- Calibracion de Un TermistorDocumento9 páginasCalibracion de Un TermistorYurico Vergara CoronelAún no hay calificaciones
- Decreto Supremo #017-2023-SADocumento3 páginasDecreto Supremo #017-2023-SAMARIA AVALOSAún no hay calificaciones
- Energia AtomicaDocumento4 páginasEnergia AtomicaSOLAún no hay calificaciones
- Tema 2 PsicopatologíaDocumento4 páginasTema 2 PsicopatologíaPATRICIA SANCHEZ SANCHEZAún no hay calificaciones
- APILARNILDocumento2 páginasAPILARNILOrlando ValegaAún no hay calificaciones
- Tesis Completa 1Documento61 páginasTesis Completa 1Misael Fernández100% (1)
- Capitulo 14 Accidentes de Transito 15 y 16 ForenceDocumento27 páginasCapitulo 14 Accidentes de Transito 15 y 16 ForenceLuz Esmeralda Ruiz MoncadaAún no hay calificaciones
- Yo Voy-Perdoname - Iasd - MercedesDocumento11 páginasYo Voy-Perdoname - Iasd - MercedesRios G LizethAún no hay calificaciones
- Hidrologia en Relacion A La Ingenieria CivilDocumento5 páginasHidrologia en Relacion A La Ingenieria CivilRaulinho CalleAún no hay calificaciones
- PercepcionDocumento12 páginasPercepcionJuanita ArzaAún no hay calificaciones
- Informe de Laboratorio de EspirometriaDocumento8 páginasInforme de Laboratorio de Espirometriafrancisco santanaAún no hay calificaciones
- Apuntes Capacitación de Capacitadores Cordoba IdoneosDocumento42 páginasApuntes Capacitación de Capacitadores Cordoba IdoneosEmilio AraozAún no hay calificaciones
- Tarea GESTION AMBIENTALDocumento10 páginasTarea GESTION AMBIENTALWilliam Manuel AuquiAún no hay calificaciones
- Balotario de Preguntas DesarrolladoDocumento11 páginasBalotario de Preguntas DesarrolladoMaria InoñanAún no hay calificaciones
- Formulario - Lista de Comprobación EPF 1Documento4 páginasFormulario - Lista de Comprobación EPF 1Juan Angel ZuñigaAún no hay calificaciones
- Acv IsquemicoDocumento7 páginasAcv IsquemicoPatricia Aragon BeltranAún no hay calificaciones
- Trabajo en Lamina G 1.8 - Capitulo 16Documento16 páginasTrabajo en Lamina G 1.8 - Capitulo 16Andres Lp33% (3)
- Sesion EducativaDocumento5 páginasSesion EducativaRosa Arelis Vega Blanco67% (3)
- Tarifa PVP 2018 Climatizacion Por Agua (SalvadorEscoda)Documento100 páginasTarifa PVP 2018 Climatizacion Por Agua (SalvadorEscoda)g2666942Aún no hay calificaciones
- 5 - Rol Del Tec EnfDocumento22 páginas5 - Rol Del Tec EnfJhon Walter Boza GomezAún no hay calificaciones
- La Entrevista Inicial Con PadresDocumento12 páginasLa Entrevista Inicial Con PadresLuis Felipe Narvaez AvilaAún no hay calificaciones
- EXAMEN FINAL DE LEGISLACIÓN FARMACEUTICA-apaesteguiDocumento3 páginasEXAMEN FINAL DE LEGISLACIÓN FARMACEUTICA-apaesteguiMilagros Ruiz paredesAún no hay calificaciones
- InfografiaDocumento4 páginasInfografiajuwi75Aún no hay calificaciones
- Nitrogeno, Informacion de Fijacion y Porcentajes Por PPM PDFDocumento20 páginasNitrogeno, Informacion de Fijacion y Porcentajes Por PPM PDFJose Miguel AriasAún no hay calificaciones